本文来源:三菱电机自动化中国微信公众号
现场课题
在车床加工中,有时会遇到这种情况:加工工件原料由于长度不同,每次上料需要调整所有刀具长度补偿值,浪费了大量时间。
怎么办?
这种情况可以使用以G54为基准的基准刀对刀方法。
有没有更好的解决方案?
还可以使用W偏移功能,将整个刀具位置整体前移或后移。相比基准刀对刀,使用此种整体偏移方法在使用任意刀具时均可对刀具位置进行整体移动。对于操作者可以减少上下料后重新对刀时间,提高生产效率。
该功能适用机型有哪些?
该功能在三菱电机M80、E80系统均可使用。
W偏移的使用方法
W偏移有两种使用方式:一是直接输入偏移量,二是使用测量获得更精确的偏移量。
一、直接输入偏移量
首先,进入图1主界面,点击下方W偏移菜单。
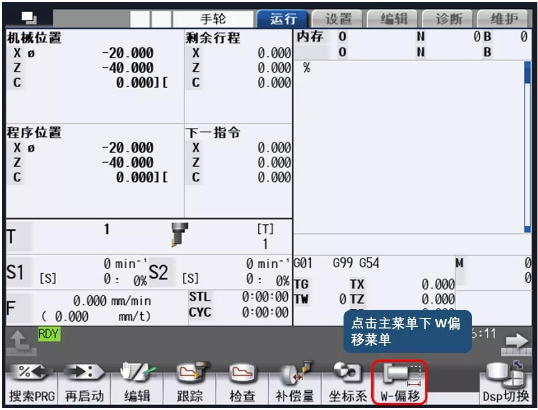
图 1
进入后出现输入刀具偏移值的界面。在该界面,选择增量或绝对的方式输入坐标偏移值。如图2,在X方向输入10,之后执行程序,程序中所有刀具的整体位置向X轴正方向偏移10mm。
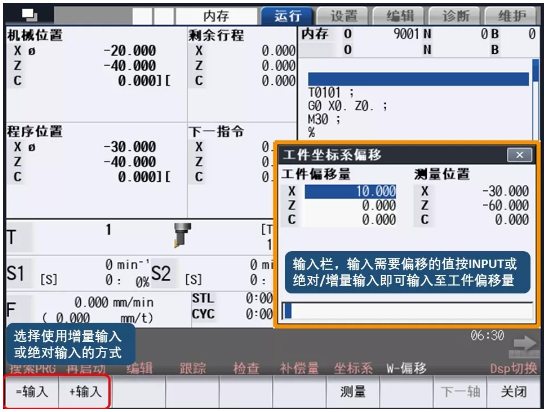
图 2
二、使用测量获得精确的偏移量
测量需要了解当前刀具的长度,系统中一把刀具可以对应多个刀具补偿值,故使用前需对刀具的默认刀补编号进行指定,否则点击测量按键将出现图3中显示的“设定错误”提示。
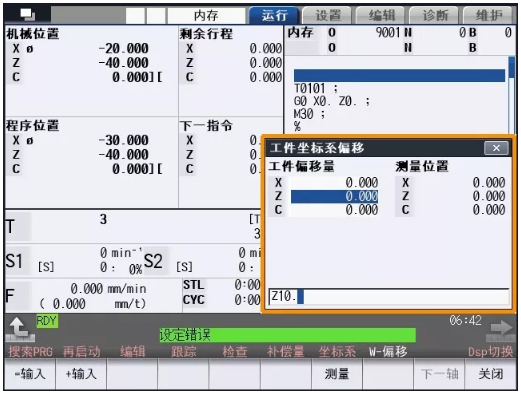
图 3
设置刀具的默认刀补值需要进入图4中 SETUP界面中的T管理界面。
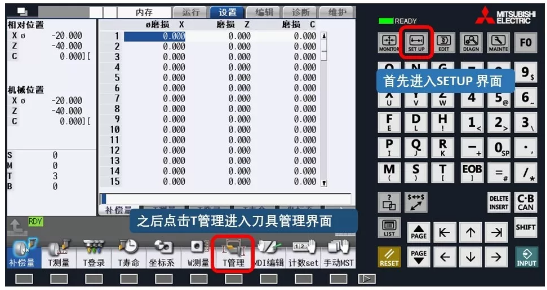
图 4
进入刀具管理画面如图5,以对3号刀进行登录为例,首先将光标移动至空白的位置,点击详细显示。
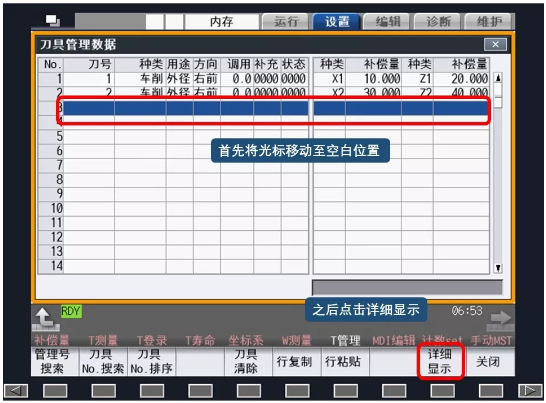
图 5
出现如下图6显示界面,在界面输入刀号3,即可登录刀具,刀具的默认刀长与磨耗补偿编号与刀号相同,如图7,刀具种类和其他详细信息可通过菜单栏切换,如需继续登录其他刀具请按菜单切换键。
刀具登录仅需第一次使用时进行,每把刀具登录一次,之后再次进行W偏移测量无需重复登录。
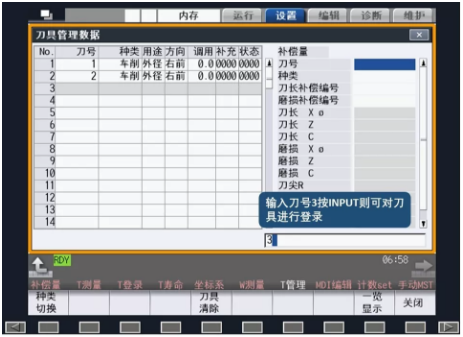
图 6
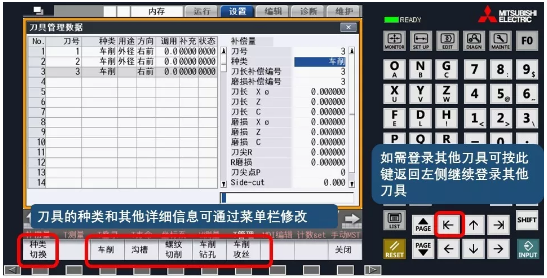
图 7
刀具登录后返回W偏移菜单,首先切换刀具至三号刀,在之前的设定中,3号刀的刀具补偿编号为默认的3。此时Z方向刀具长度设定为60。

图 8
手动将刀具移动至需要偏移的工件顶点,在这里移动至机械位置-40的位置。如图9,输入Z0.(即此位置为刀具Z向原点,也可输入其它轴或坐标位置),点击测量,测量结果为-100,刀具偏移测量完成。
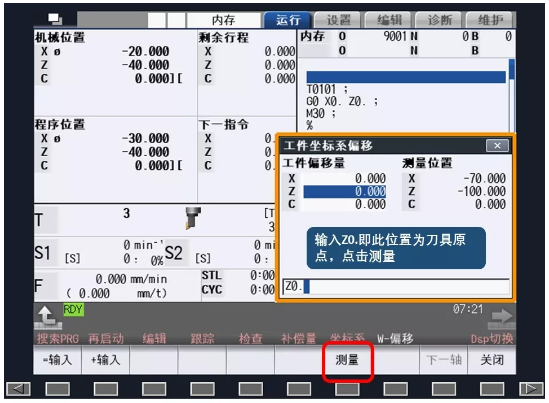
图 9
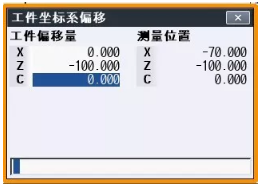
图 10
以上为W偏移功能基本使用方法,活用该功能可提高重复上下料时的加工效率,缩短操作时间。
注意
如更换刀具,重新对刀前请务必将工件偏移量中的值清0,否则会影响对刀位置,产生危险。