本文来源:三菱电机自动化中国微信公众号
数控机床更需安全保障
数控系统作为指挥机床动作的“大脑”,已经逐渐成为机床的基本配置,使机床能够独立于人员而自动进行作业,并在工业生产中发挥着越来越重要的作用。然而,高速运行的机床可以带来高效率的产品输出,同时也有让机床操作、维护人员暴露于不确定的安全风险的可能。
本期课题
M8系列智能监视功能原理及实现
接下来本文将结合工作现场中使用到的三菱电机数控系统的智能安全监视功能,介绍数控系统的安全功能实现原理和实现方式。
一、M8系列智能监视功能特点
M8系列智能安全监视功能是M7系列的基础上发展而来的,具有以下特点(图1),可实现智能、高安全性。
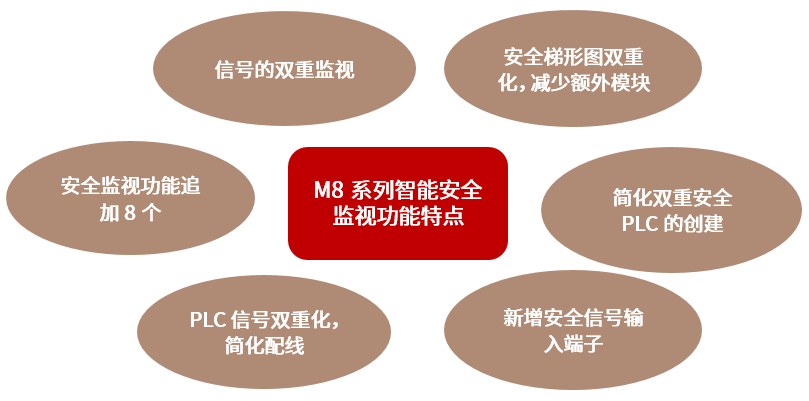
图 1
二、智能安全监视功能有效条件
1.硬件要求
① 安全扩展模块:FCU8-EX133(如图2)
② 远程安全I/O:FCU8-DX654(如图3)
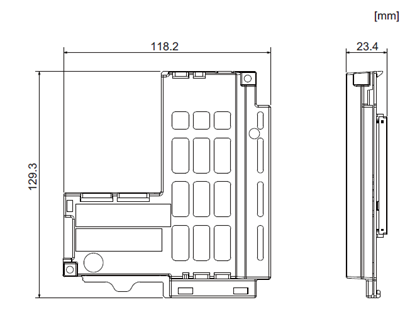
图 2
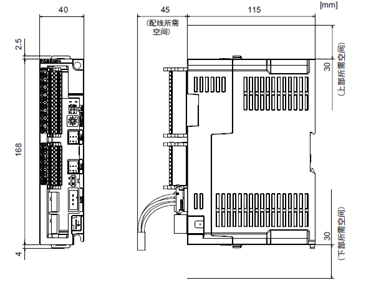
图3
2.参数设置
#1481智能安全要求有效=1(图4.1、图4.2)
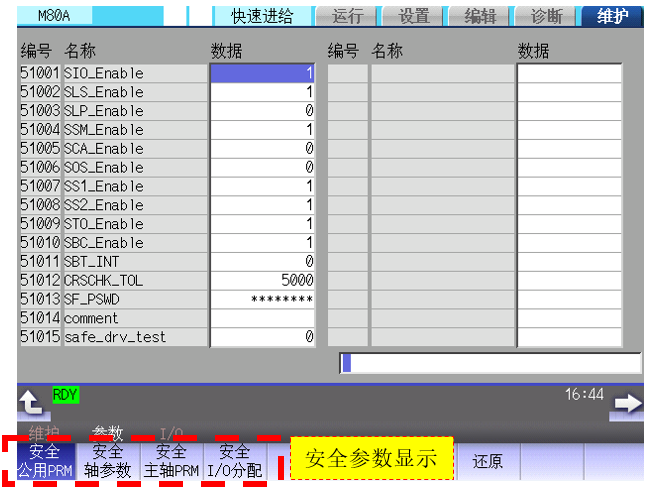
图 4.1
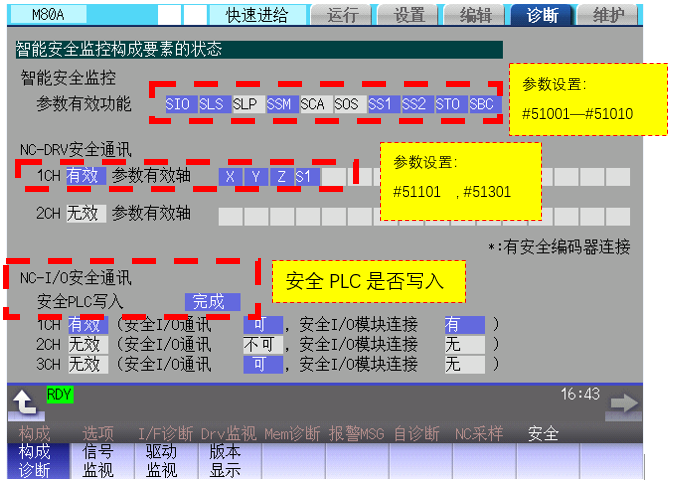
图 4.2
3.建立双安全PLC工程(图5)
开启参数#1481后,诊断画面中显示安全I/O信息及安全I/O参数。
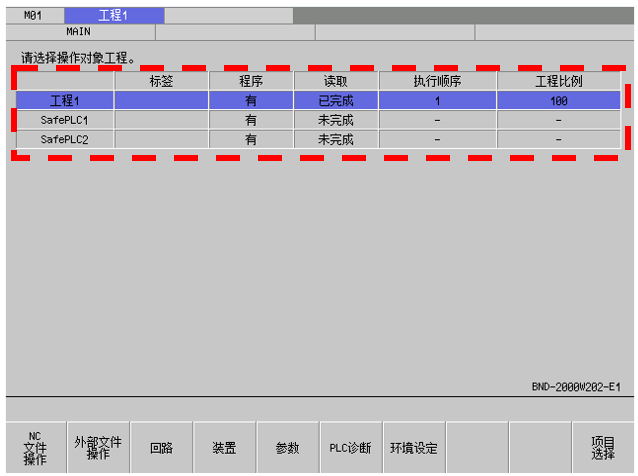
图 5
三、双安全PLC作用
NC内建立安全PLC1与机床非安全PLC工程1为控制器CPU1处理,安全PLC2由扩展安全模块内CUP2处理。在安全PLC1发生问题时 ,安全PLC2会进行处理(安全PLC1与安全PLC2内容相同)缺少任意PLC工程时,诊断画面处显示未完成。
四、硬件连接
安全扩展模块,安全I/O的连接设定,如下图所示(图6)。
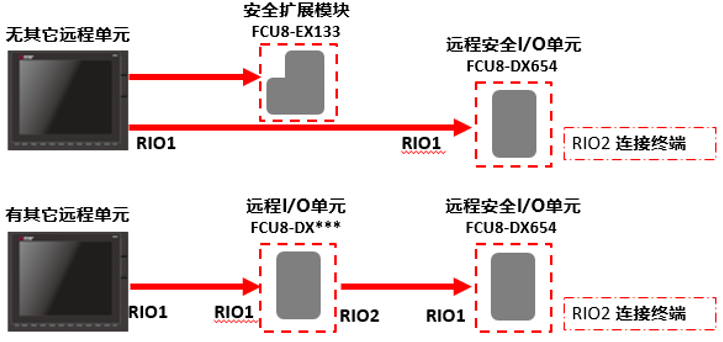
图 6
五、功能设定与使用
例如:智能安全监视中的SLS(安全限速监视)图中设定在安全限速时的伺服轴X,Y,Z的最高速度5000及限制速度倍率等参数。智能安全监视功能中需要设置伺服轴与主轴的相关参数,根据需求及电机按实际使用环境确定。(图7)智能安全监视具备11种功能。(图8)
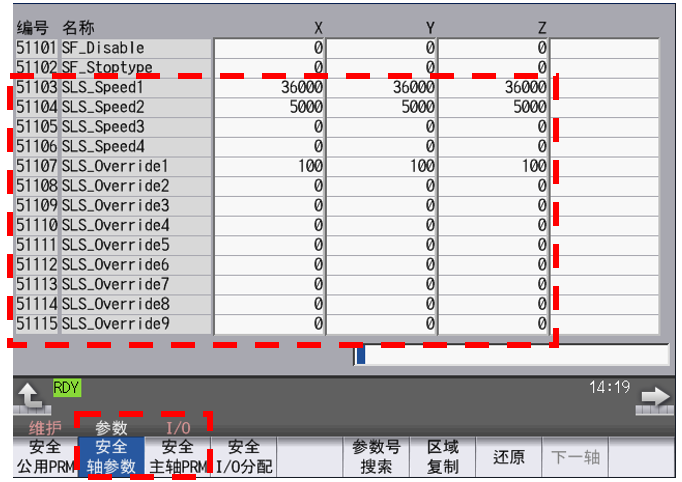
图 7
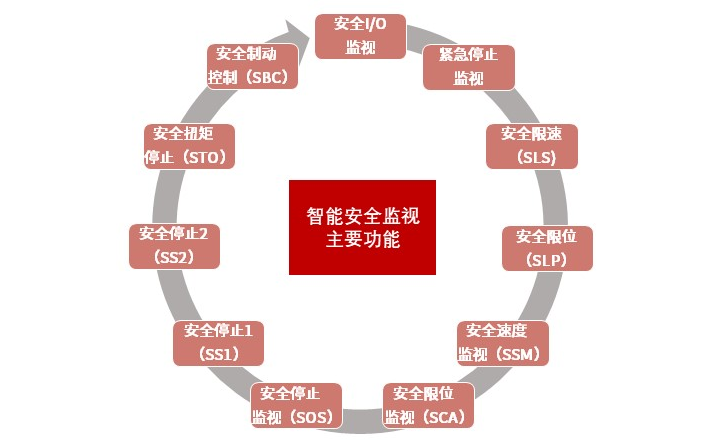
图 8
六、智能监视功能适用范围

注:〇标准 △软件选项 □硬件选项
智能安全监控功能
实际生产运行中,一个生产间中可能有多种机床、多种品牌、多种型号数控系统同时存在的情况,实现安全监视功能的方式也有所不同。通过合理的安全配置,数控机床在提供高效率、高品质输出的同时,也给操作、维护人员带来更高的安全保障,减少劳动损失,有效降低企业的安全运营风险。