在某些大型机床或特殊结构的机床中,因重力等原因造成机械形变可能出现工作台倾斜或中间凹陷等现象,此时工作台平面整体或局部与垂直轴不是理想的90度垂直相交关系,平面轴与垂直轴的相对位置可能存在偏差,该偏差将导致某些加工问题的出现,因此需要数控系统对其进行补偿。三菱电机数控系统的相对位置误差补偿功能应运而生。
问题示例
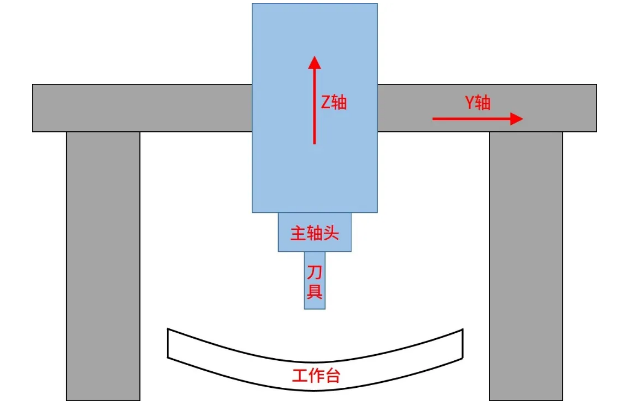
图1
如上图1所示,某龙门机床工作台因重力原因出现Y轴方向中间低两边高的现象,此时在整个Y轴行程中,Z轴位置不变的情况下,刀尖在Y轴行程中间段时比在两端时离工作台的距离更远;此时,若不对Z轴位置进行补偿,将造成工件中间和两边加工深度不一致。
功能说明
本功能是根据预先设定的参数对工作台的倾斜或凹陷等导致的两垂直相交轴的相对位置误差进行补偿的功能。
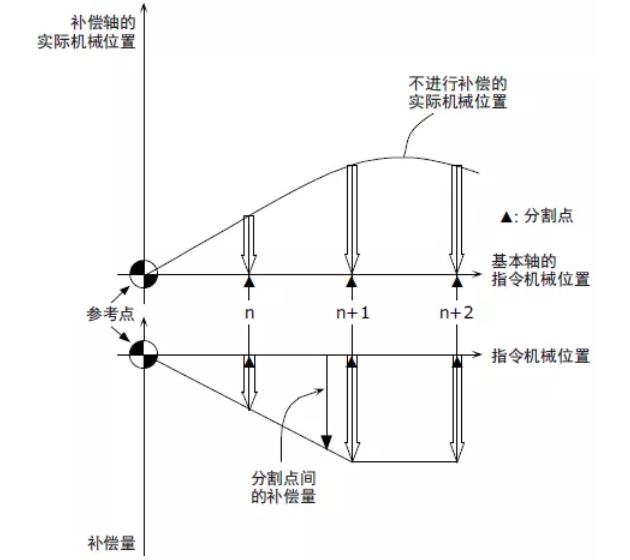
图2 补偿量与机械位置的关系
如上图2所示,将基本轴的机械位置按分割间隔等分,在等分后的各分割点设定补偿轴方向的补偿量。此处的基本轴是测定相对误差时作为基准的坐标轴(如问题示例中的Y轴),补偿轴是指与基本轴垂直相交的坐标轴,也就是执行实际补偿的轴(如问题示例中的Z轴)。分割点n与分割点n+1之间的补偿量通过两分割点的补偿量按近似直线的方式计算所得,从而执行平滑的补偿。
功能应用示例
1.设定补偿区域
相对位置误差补偿的补偿区域设置方法与螺距误差补偿相同,均通过设置基本轴的最负端分割点编号参数#4004和最正端分割点编号参数#4005确定补偿数据所对应的参数区(分割点编号可设定范围为4101~5999),再通过基本轴的实际行程区间确定参考点分割点编号(正行程则参考点位于最负端、负行程则参考点位于最正端)。
下图3所示,相对位置误差补偿基本轴为Y轴、补偿轴为Z轴,其补偿区域分割点数与Y轴螺距误差补偿设置点数一致,但误差数据所对应的参数区不同(相对位置误差补偿与螺距误差补偿相互独立)。
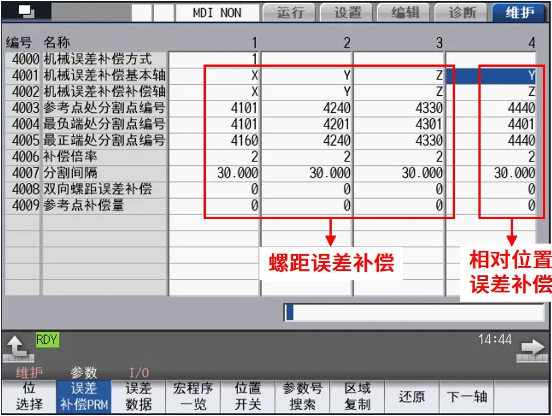
图3
2.设定补偿量
在由补偿区域设定的补偿数据参数区,设置对应基本轴各分割点位置对补偿轴的补偿值,实际补偿量=设定值*补偿倍率*补偿单位(设定值可设范围为-32768~32767,补偿单位为1/2µm)。
下图4所示,设置补偿值#4440=2、#4439=1,则理论上#4440所对应Y轴分割点的Z轴实际补偿量=2(设定值)*2(补偿倍率)*1/2µm=2µm,而#4439所对应Y轴分割点的Z轴实际补偿量=1*2*1/2µm+2µm =3µm(机械误差补偿方式为增量值方式)。
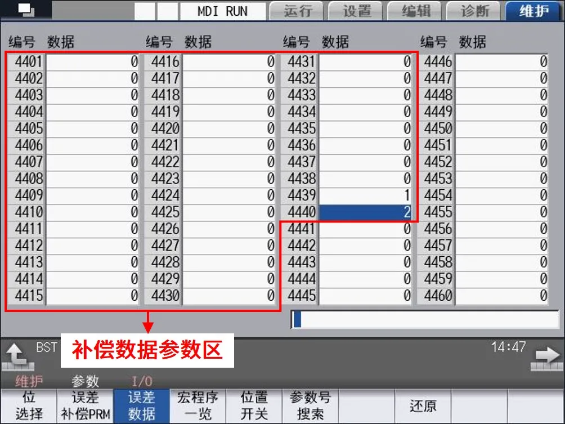
图4
3.补偿效果监测
以上设置完成后,分别将Y轴移动到分割点-30和-60位置(Z轴指令位置不变),发现Z轴实际补偿量与理论计算值一致(如下图5、6所示)。
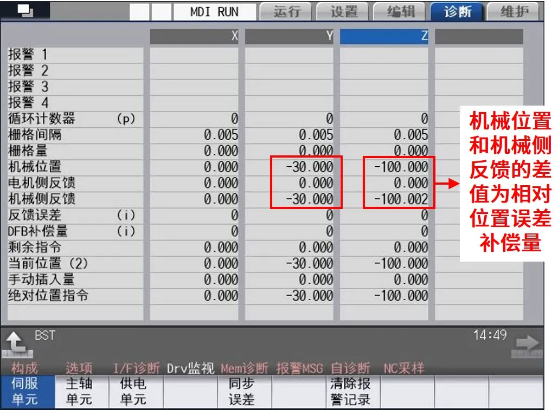
图5
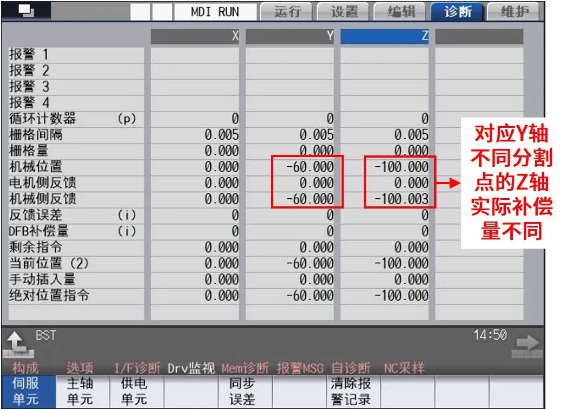
图6
相对位置误差补偿功能为某些大型机床因重力等原因造成的机械形变类垂直度偏差问题提供了一种通过系统补偿改善机械误差的方法,同螺距误差补偿功能一样具有较好的实际应用价值。
功能应用注意事项:
1.相对位置误差补偿与螺距误差补偿功能相互独立,但其针对同一轴的补偿效果是叠加的;
2.应用相对位置误差补偿功能时的补偿数据值需使用者通过一定的检测方法自行测得。