VZ20系列驱动部分供油
● VZ20在常规保养中,给机器供油非常重要,如果不按时供油,或供油过程中出现问题,都会导致加工机润滑系统出现故障,润滑系统故障会导致停机,不仅耽误生产,还需要专业的维修人员恢复润滑系统,产生不必要的维修费用。
●下面就是供油过程中的注意事项,以及供油方法。图1里4个圆圈处为供油位置,焊接和切割机型的供油方式相同。
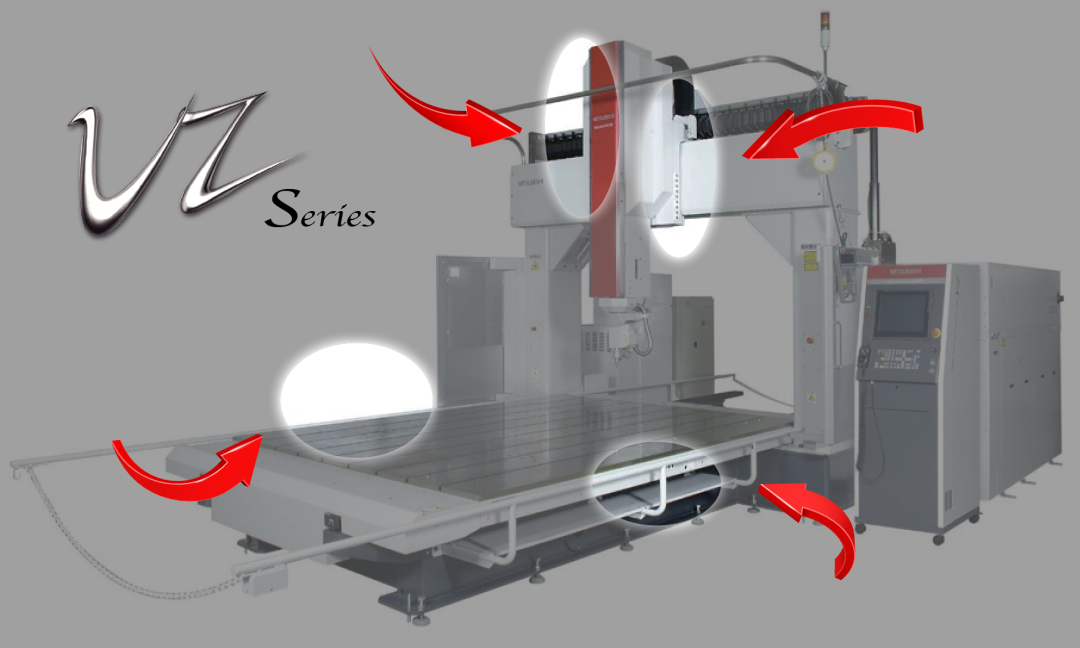
图片1
01 VZ20系列供油方法
● 要使用的油品是2号黄油,北方地区建议使用0号黄油,2号黄油比0号要稠一些,北方地区冬季比较冷2号黄油会变得更稠一些润滑效果会下降。还要使用专用的油枪工具进行供油操作。图2专用油枪,图3使用方法。

● 供油间隔时间请按照加工机自主检查画面中提示操作。或者按照建议时间,24小时生产时一周供油一次,12小时生产时两周供油一次,如果长时间不生产每隔半年也要供油一次,防止黄油干枯变硬堵塞供油管路。
● X轴Y负方向有4个部位需要供油。首先X轴必须回到原点位置,再进行供油操作。圆圈处是X轴丝杆供油部位,只有X轴在原点位置打进的油才能到达丝杆部位进行润滑,如果不在X轴原点位置打油,打进油就会漏掉到钣金处起不到润滑效果,此处打油20次,其余3处打油各3次即可。在使用油枪打油时,右手进行打油动作时能感觉到有一定的压力感,如果没有压力感,油枪里面可能有空气没有排出,继续进行打油动作直到有压力感才算打油一下,如果没有压力油是没有打进润滑部位的。图4是X轴Y负方向供油位置。

图片4
● X轴Y正方向供油处只有3个部位需要供油,每个部位各打油3次即可。图5是X轴Y正方向供油位置。

图片5
● Z轴供油位置有9个部位需要供油,圆圈处使用油枪打油8次,其余8个部位分别打油3次即可。图6是Z轴供油位置。

图片6
● Z轴处减速机齿轮齿条供油,此处每隔半年供油一次就可以,使用小工具取黄油均匀涂抹少许在齿轮齿条上即可。图7圆圈处齿轮齿条涂抹黄油。
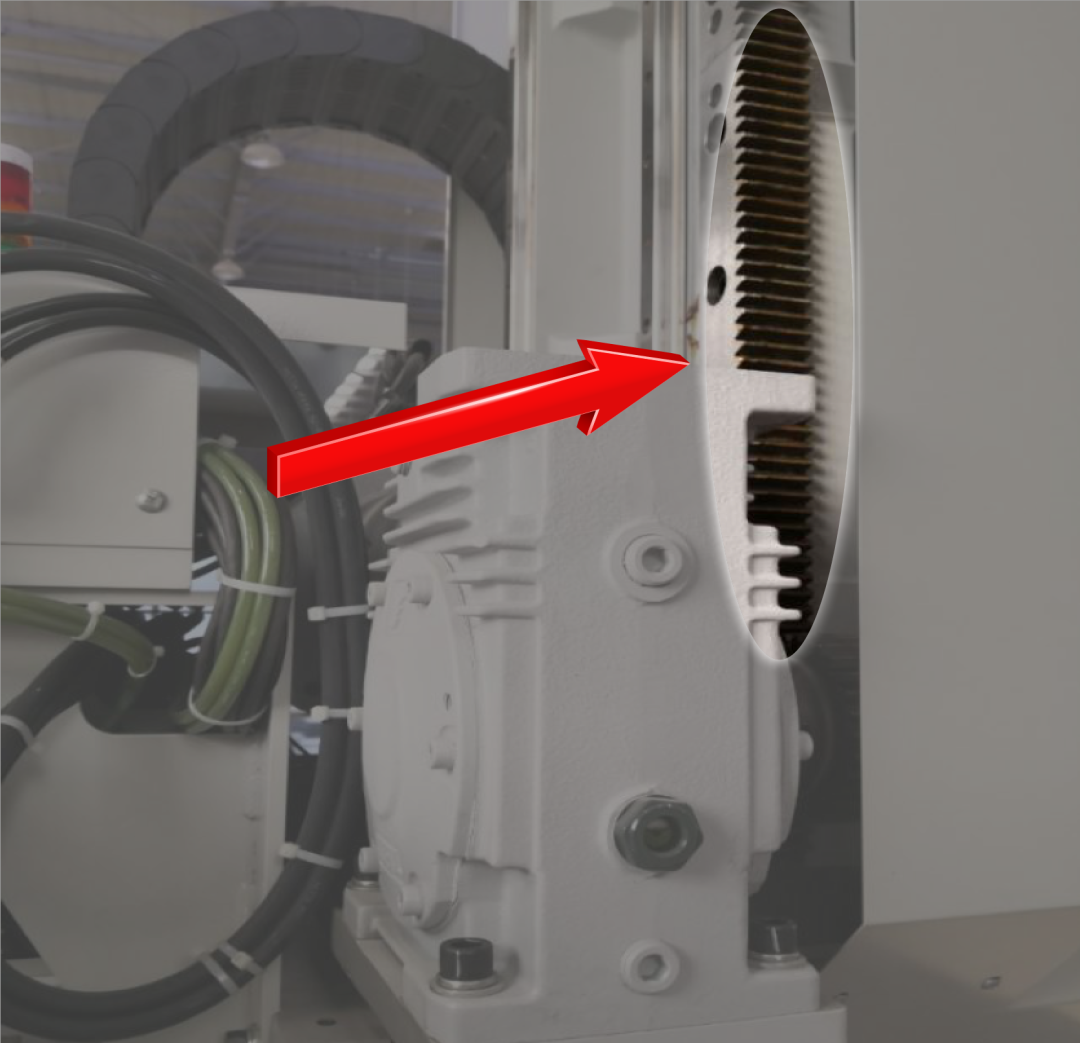
图片7
02 VZ20系列供油注意事项
● 在供油后会出现图8圆圈处的现象,这是Z轴直线导轨,新的油打进去后,废旧的油就会被排挤出来,要定期清理才能起到最佳润滑效果。Z轴直线导轨有两处需要清理。
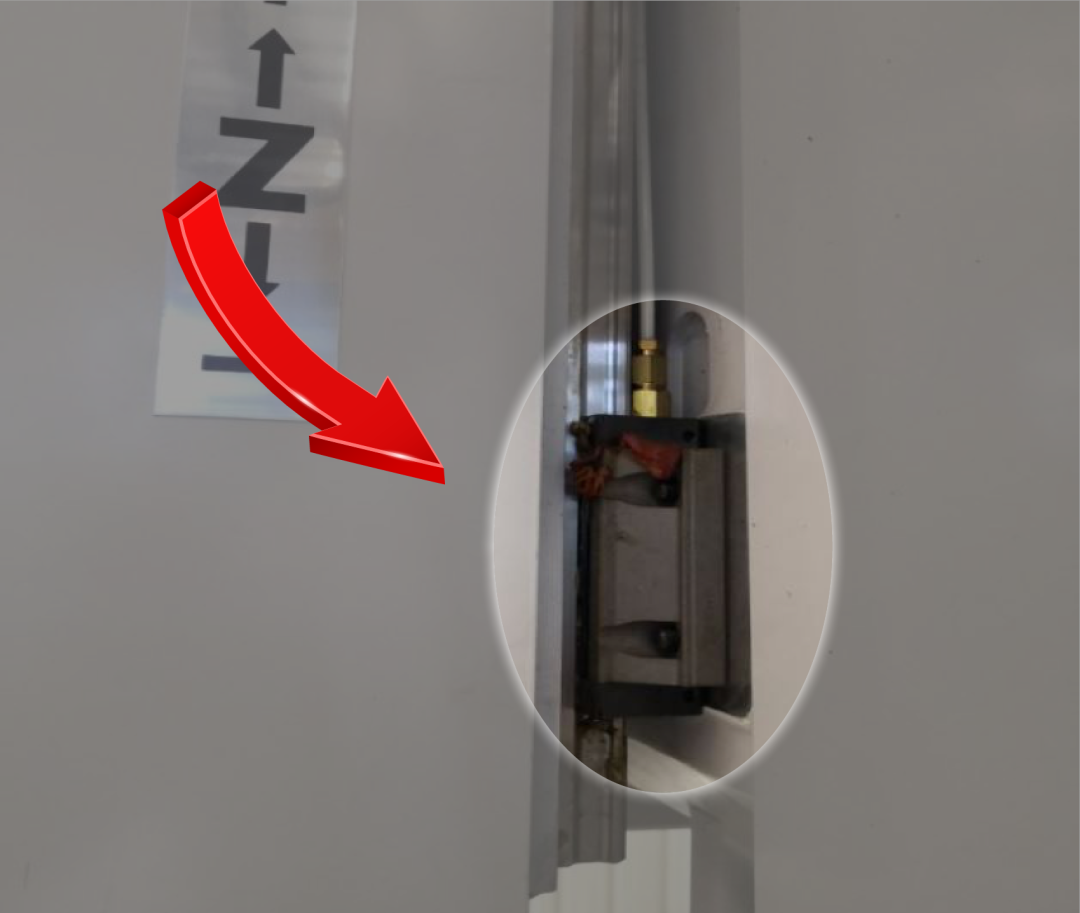
图片8
● X轴直线导轨也会残留废旧的润滑油,使用螺丝刀拆掉图9圆圈处防尘罩后再去清理。X轴直线导轨油4处分别都要进行清理。
● 润滑系统是加工机重要组成部分之一,如果润滑系统出现故障,会对加工机造成不可逆的伤害,所以润滑系统至关重要。
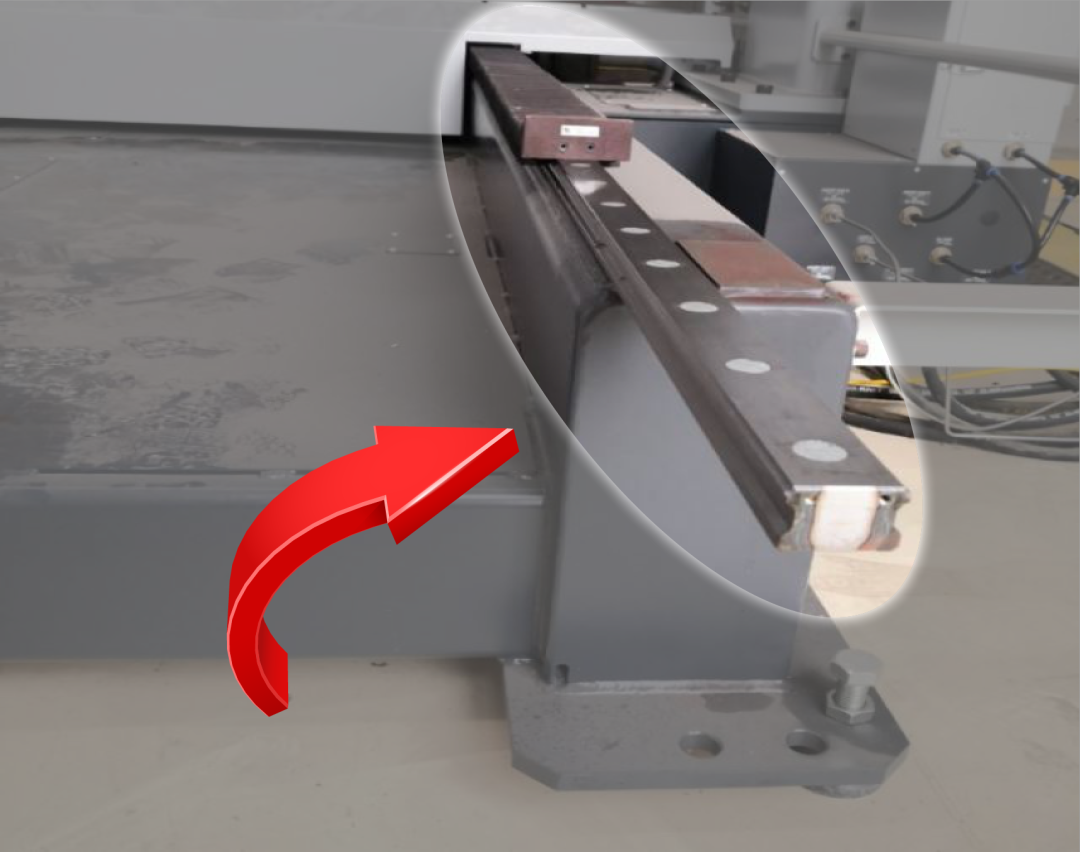
图片9
VZ20系列驱动部分供油视频详解
VZ20系列驱动部分供油
● 以上供油方法是本期内容,希望在今后可以帮助到您,如有以上相关问题及建议时,我们期待您的联系。