M80系统PLC开关应用
在M80系统【运行】画面中【PLC开关】软按键,有不少用户不清楚该键的功能。其实,这是三菱电机CNC在操作画面上提供给用户的一些开关键,其功能与一般操作面板的旋钮、按键、钥匙等机械开关、控制箱的开关功能相似,通过对显示画面的操作来控制这些开关的开启/关闭。而这些开关对应着PLC程序中相对应的控制信号,因此叫做PLC开关。

图1
当这些开关设为打开状态时,相应的开关名称还会变成蓝底白字。这些开关共有32个(开关编号#1—#32)在选项功能有效时为64点(开关编号#1—#64),同时开关的名称可以由用户进行自定义。PLC开关#1—#64输入信号点对应为X680-X6BF,输出信号点对应为Y680-Y6BF,开关名称可以使用英文字母、数字、汉字等最多可以显示14个字符(汉字占用2个字符)。
画面说明如下:
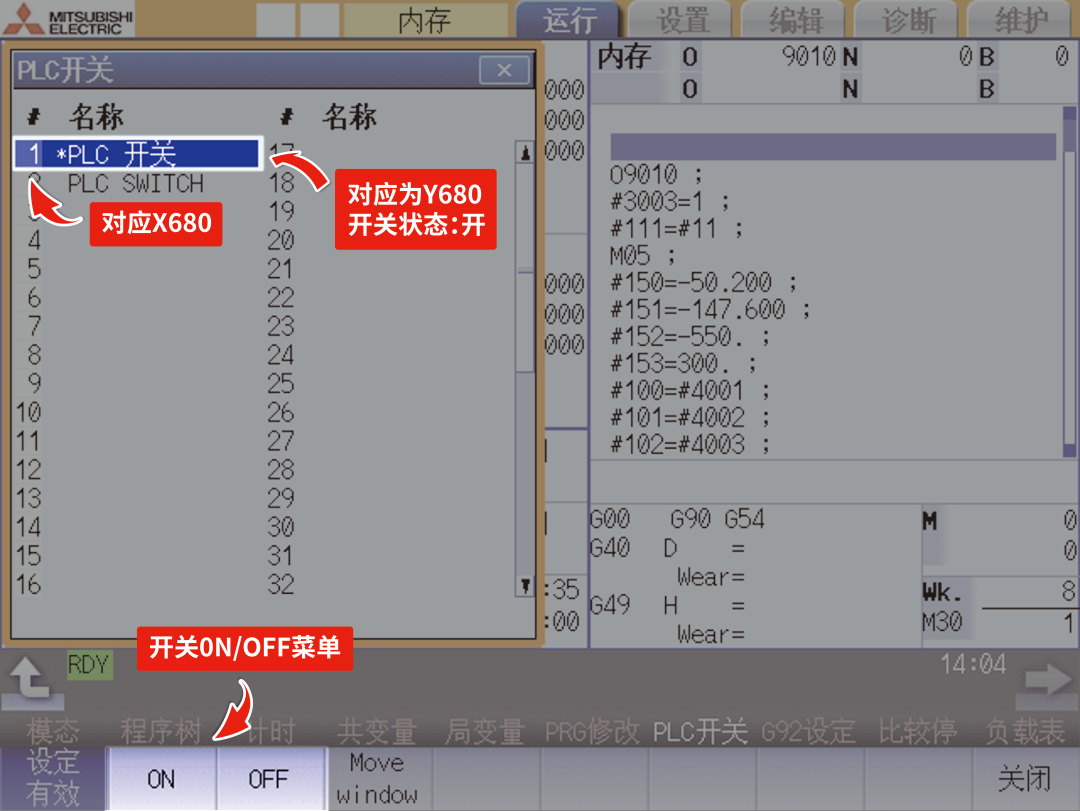
图2
(注)开关点数为64点时,按换页键【PAGE】切换开关编号#32-#64的显示。
01 编辑PLC开关
编辑PLC开关名称需通过文本文件格式或PLC开发软件(GX Developer)创建PLC开关名称,而且需要通过修改PLC程序来实现PLC开关相应的功能。
使用GX Developer软件开打PLC文件—打开工程,然后点击【显示】—【声明显示】就会显示以下画面:

图3
把需要的使用的开关名称编辑完成并且保存进NC里,再打开PLC开关里就会显示相对应的开关名称。
(注:使用逗号作为记述要数的分隔符,记述格式不能省略,即使信息字符串为空白也需要记述逗号)
02 使用PLC开关
用户在设备厂家编辑好这些开关后就可以较为便捷的开启/关闭某些功能。
操作方法:
按下菜单键【PLC开关】就会出现下图的画面:
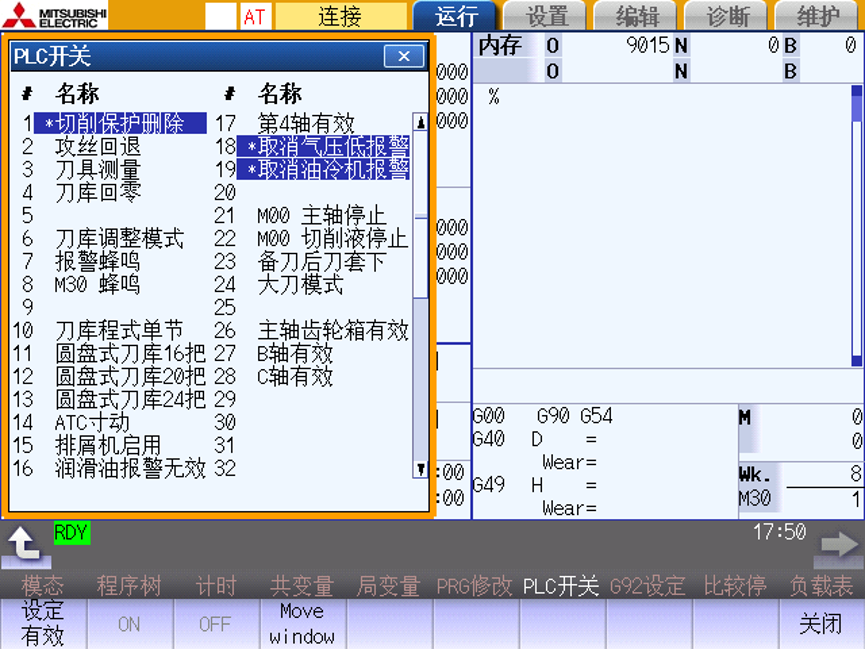
图4
按菜单键【设定有效】,点击【Y】键或者【INPUT】键,进入PLC开关设定模式,在PLC开关编号位置显示光标,菜单【ON】【OFF】均正常显示。
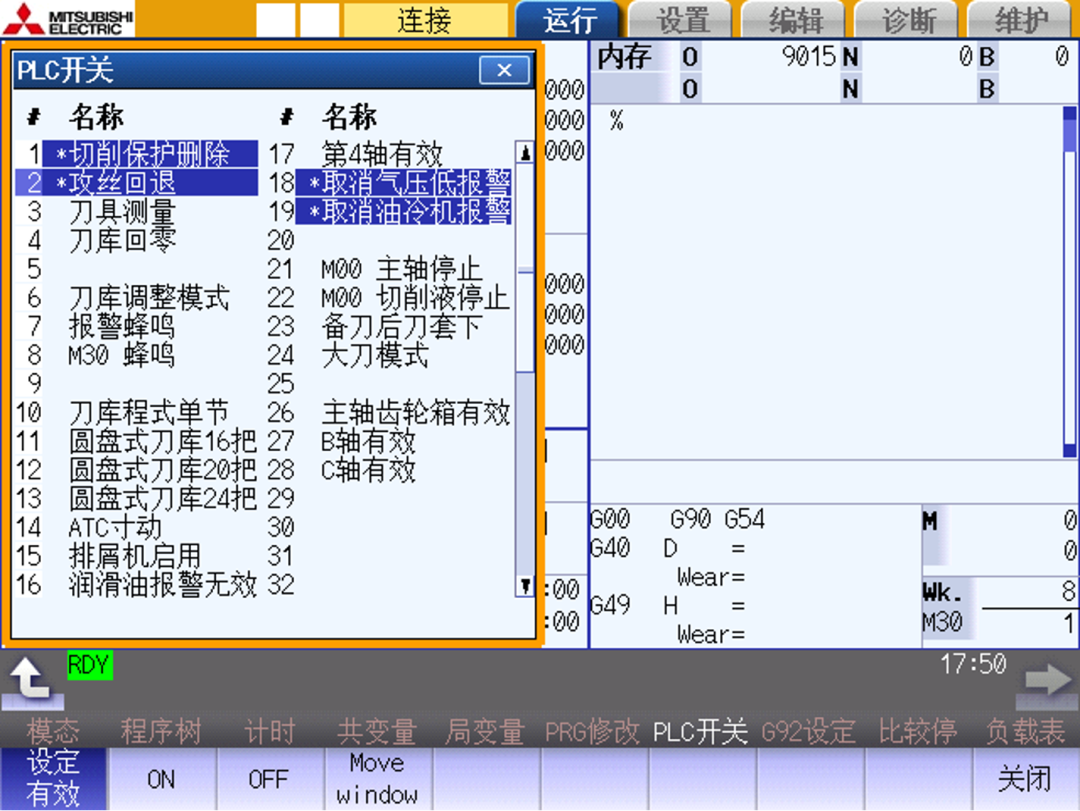
图5
把光标移动到需要打开/关闭的编号位置点击【ON】/【OFF】操作完成后点击【关闭】退出PLC开关设定模式。
(注:菜单键【Move Window】是设置PLC开关窗口是位于显示屏左侧还是右侧)
03 示例
如果客户机床需要使用几种夹具,而且这几种夹具的控制方式又不相同,这种情况下就可以使用PLC开关来进行快速切换。
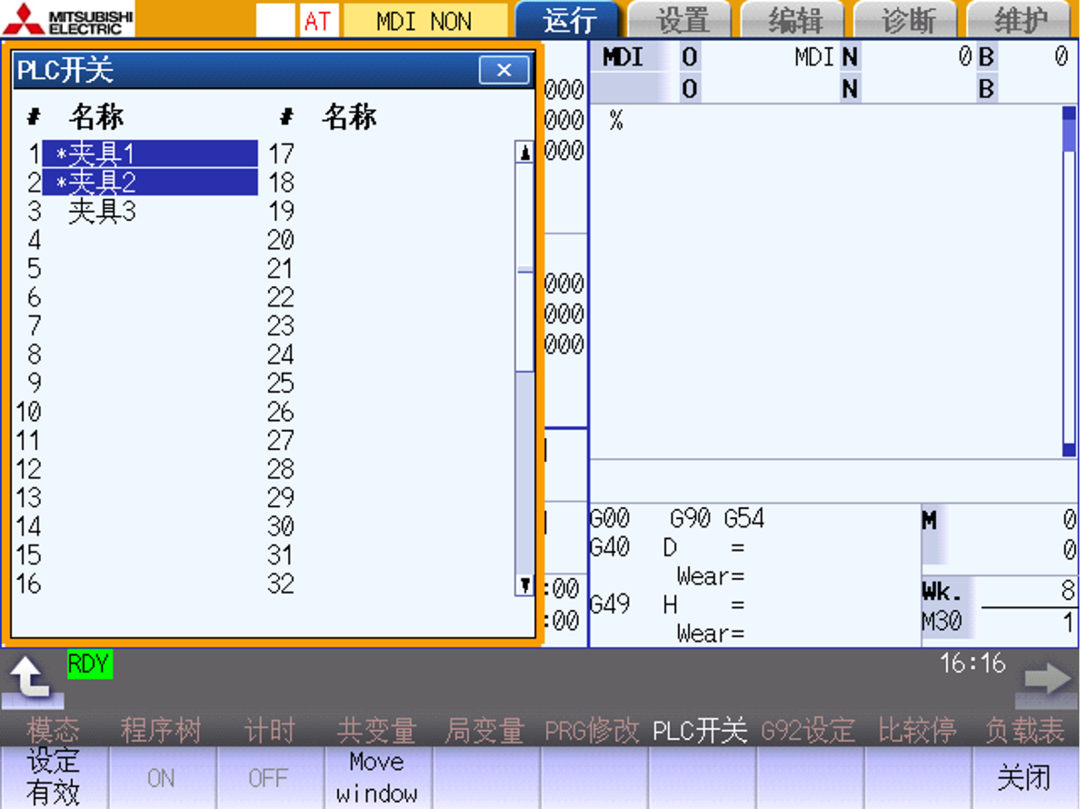
图6
如上图所示在PLC开关里创建了3组夹具,根据PLC开关来切换3组夹具的信号控制。根据相对应的信号来控制对应的子程序是否被呼叫,从而达到简易的操作就能切换PLC不同控制信号的切换。
通过PLC开关功能的使用,可以实现所有2位开关的功能,同时又不会占用机械开关的位置和外部的输入输出点位。对不常使用的功能,可以通过PLC开关功能进行控制,以防止误操作;而且又能方便机床使用者的操作,机床使用者需明确了解所有开关的功能和用法后方可使用,以免造成误操作。