多系统程序管理功能应用
多系统程序管理功能是指多系统构成的系统中,管理加工程序保存方式和运行加工程序的搜索方式、加工程序输入输出的功能;本功能用于多系统同时进行的加工,便于管理多系统同时进行的加工程序;使用本功能,可在多系统同时进行的工序中,以一个加工程序名处理各系统的加工程序,如图1所示:

图1
功能设定
本功能的使用与参数设定有关,以2个系统的程序管理进行说明,如图2、图3所示:

图2

图3
① 参数#1285bit0=0时,2个系统的程序共用存储位置,如图4所示:
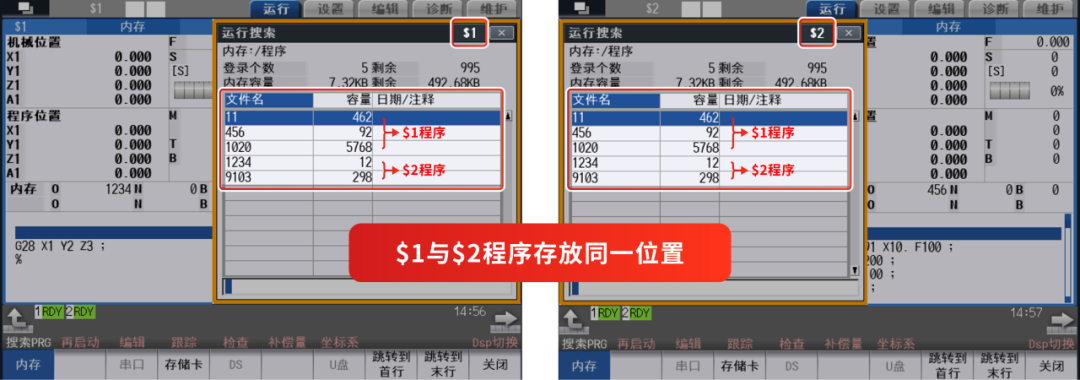
图4
② 参数#1285bit0=1时,2个系统分别独立存储程序,如图5所示:
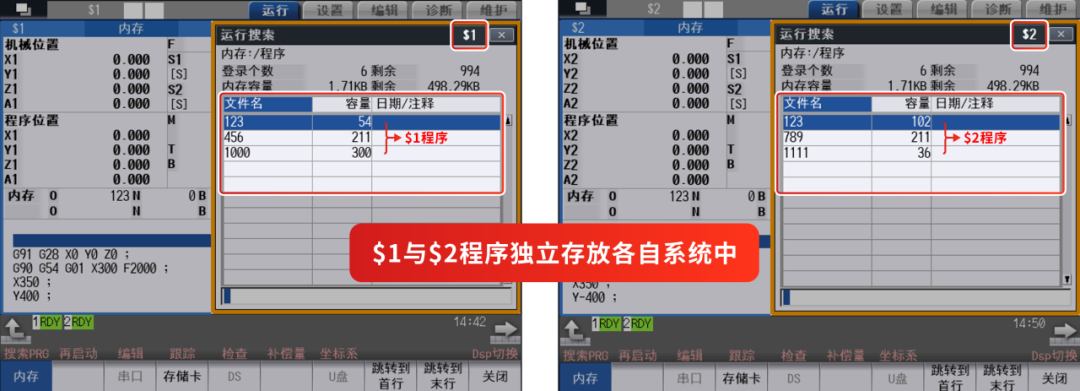
图5
③ 参数#1285bit2=0时,例如在$2中创建程序号为“222”则$1$2程序中都有“222”的程序号,如图6所示:

图6
④ 参数#1285bit2=1时,例如在$2中创建程序号为“222”只有$2中有222的程序号,如图7所示:

图7
注意事项
① 本功能可对应的装置为 NC 存储器(包含 MDI、机床厂商宏程序)。不对应其他的装置。
② 本功能有效时,包含扩展名在内,文件名最多可使用 29 个字符。(本功能无效时为 32 字符)。
③ NC 存储器中的程序名的开头不能为“$n$”,否则会发生设定错误。(n 为 1 位的半角数字) (错误文件名示例“$2$100”)。
④ 运行了包含$符号的程序时,会因$符号而发生“P33 格式错误”。
⑤ 不能对各系统进行刀具数据的输入输出。
关于三菱电机自动化(中国)有限公司
作为全球自动化领域的领导厂商,三菱电机以其优秀的自动化产品和技术服务于全球各行业用户。在中国,三菱电机的PLC、变频器、伺服、CNC、低压电器、工业机器人、加工机等产品运行在各行各业,e-F@ctory智能制造解决方案构建出智能化工厂的框架并落地实施,为中国经济发展积极做出贡献。
更多请详见网站: