本文来源:三菱电机自动化中国微信公众号
在数控铣床实际加工中,会经常使用刀具补偿量及工件坐标系。一般的操作是通过补偿量及坐标系功能画面进行数据输入。除此之外,用户还可以通过三菱电机CNC系统可编程补偿输入功能,在加工程序中利用G10指令,灵活设定或者更改刀具补偿和工件偏置。
应用例子
1.坐标系更新
指定补偿量,更新工件坐标系。
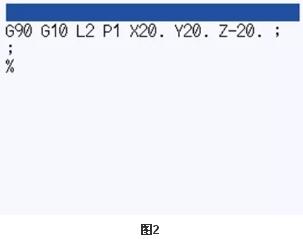
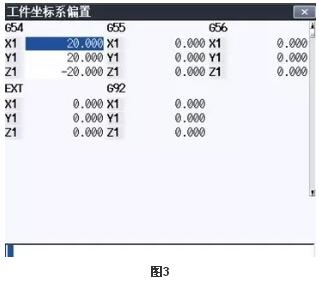
假设工件坐标系G54的设定值为图1。通过执行指令(格式:G90 G10 L2 P_ X_ Y_ Z_),如图2。可将工件坐标系G54的设定值更新为图3。

2. 坐标系补偿
指定补偿量,使工件坐标系增加补偿量。
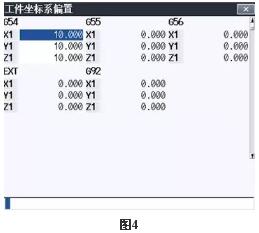
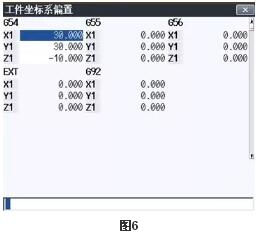
假设工件坐标系G54的设定值为图4。通过执行指令(格式:G91 G10 L2 P_ X_ Y_ Z_),如图5。可增量补偿工件坐标系G54的设定值,如图6。

3. 当前坐标系更新
指定补偿量,直接更新当前坐标系。
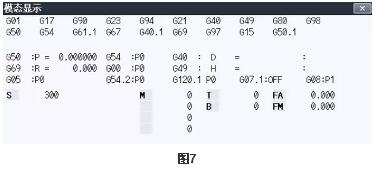
假设当前坐标系模态为G54,如图7。
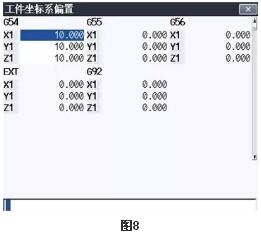
工件坐标系G54的设定值为图8,通过执行指令(格式:G90 G10 P_ X_ Y_ Z_),如图9,可将工件坐标系G54的设定值更新为图10。


4. 刀具补偿存储类型I的补偿输入
参数#1037设置为1时,为刀具补偿存储类型 I,如图11。

通过执行指令(格式:G90 G10 L10 P_ R_ ),如图12。
可更新对应刀补号的设定值,如图13。

通过执行指令(格式:G91 G10 L10 P_ R_ ),如图14。
可增量补偿对应刀补号的设定值,如图15。

5. 刀具补偿存储类型II的补偿输入
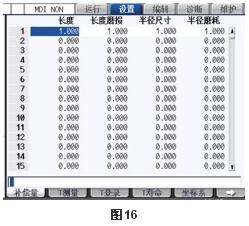
参数#1037设置为2时,为刀具补偿存储类型II,如图16。
通过执行指令(格式:G90 G10 L10 P_ R_ ;G90 G10 L11 P_ R_ ;G90 G10 L12 P_ R_ ;G90 G10 L13 P_ R_ ;),如图17。
可更新对应刀补号的刀具长度补偿;刀具长度磨耗;刀具半径补偿;刀具半径磨耗的设定值,如图18。


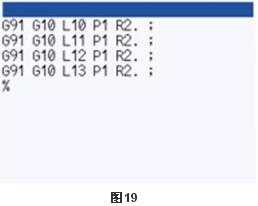
通过执行指令(格式:G91 G10 L10 P_ R_ ;G91 G10 L11 P_ R_ ;G91 G10 L12 P_ R_ ;G91 G10 L13 P_ R_ ;),如图19。
可增量补偿对应刀补号的刀具长度补偿;刀具长度磨耗;刀具半径补偿;刀具半径磨耗,如图20。

总结
通过G10指令,可在程序中设定/更改刀具补偿和工件偏置。
需要注意,在绝对值(G90)模式中,通过G10指定的补偿量将变为新的补偿量;在增量值(G91)模式中,通过G10指定的补偿量将在原补偿量的基础上加上指定的补偿量,变为新的补偿量。即在G91模式中,补偿量为增量值,每次执行程序时都会累加。
因此,为了避免这种错误,请在G10前,必须确认当前是G90还是G91模式。具体使用及注意事项,请参考M80编程说明书。