本文来源:三菱电机自动化中国微信公众号
机床加工中您是否遇到过这样的课题:
工件已加工完了,机床以待机状态在休息,而电表仍在工作......
数控机床长时间待机,不仅影响到机床电气元件的使用寿命,也在损耗车间的电能,车间机床数量越多,损耗的电能也越多,这不利于设备的维护及环保建设,同时也增加设备的使用成本。
别急
CNC自动断电适功能来帮忙!
自动断电适用场合
产品需要长时间加工(如大型模具加工),在确保加工条件正常及机床使用安全的情况下,可以在程序结束前执行自动断电指令信号(触发条件可为代码/PLC开关/面板按键信号等,本案例为M37,可自定义),即可实现机床自动断电功能。
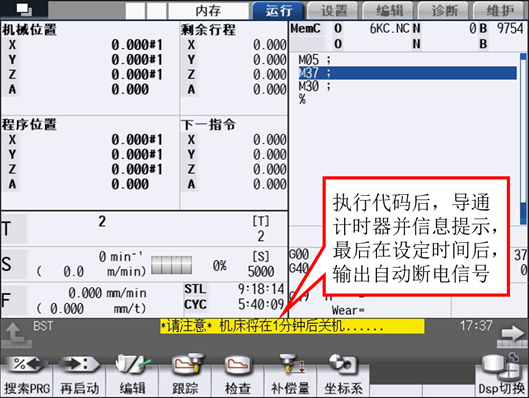
图 1
自动断电控制设计
使用系统的自动断电功能,对机床的电柜总电源进行分闸控制(也可以对控制器单元的电源进行控制,具体以电气控制为准)。
自动断电功能完全由NC的内部处理来控制断电信号,也避免了如异常断电引起的数据丢失等故障。
1.动作控制原理
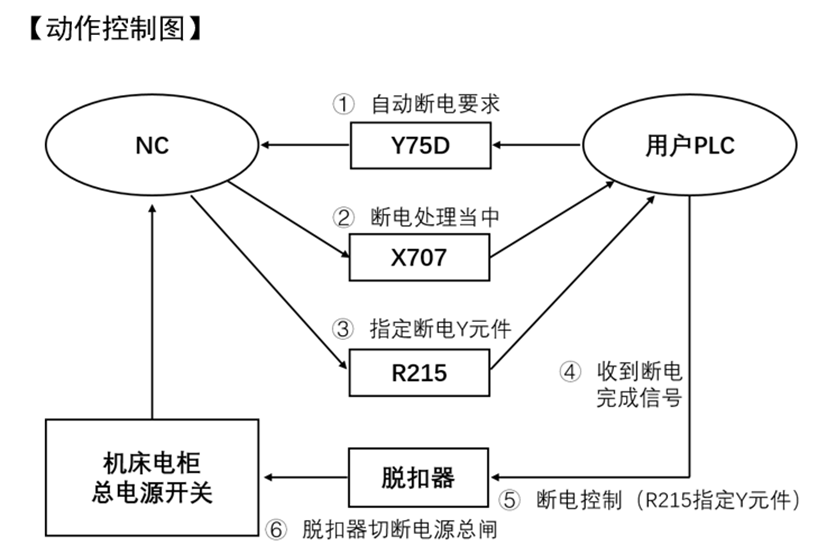
图 2
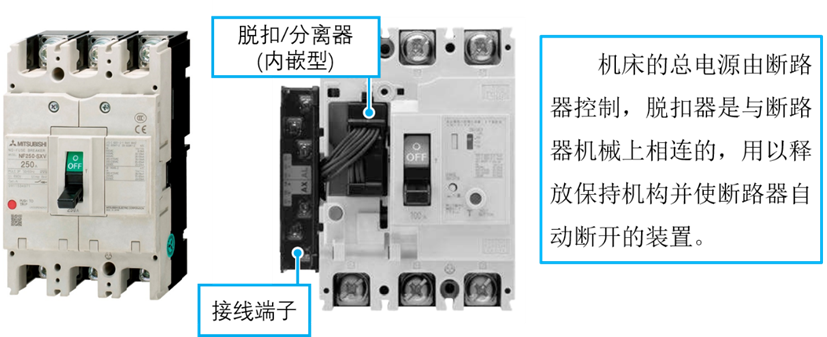
图 3
2.梯形图控制(代码方式)
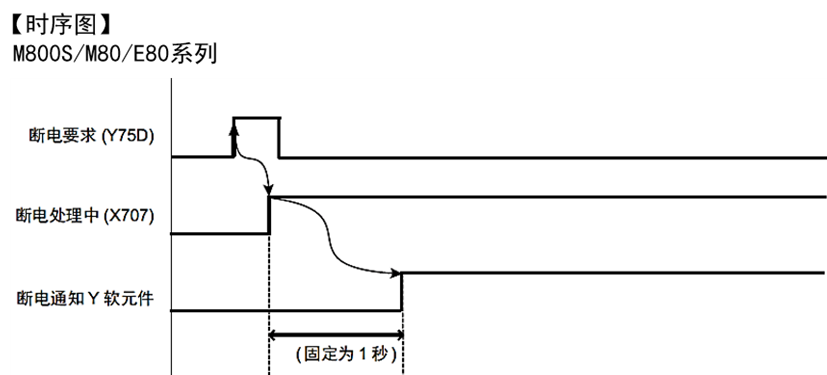
图 4
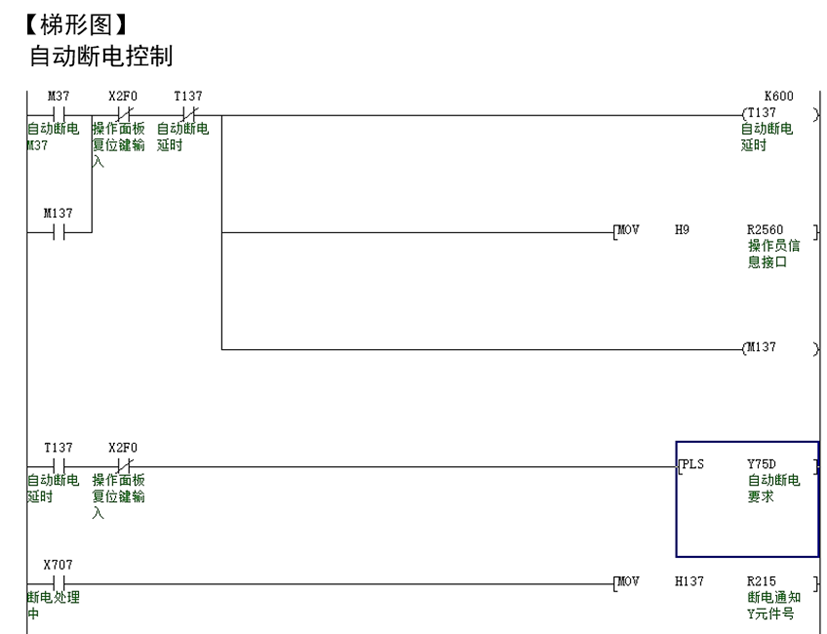
图 5
通过用户PLC的断电要求信号(Y75D)置为ON(上升沿),断电处理中信号(X707)置为ON后,1秒后在断电通知Y软元件信号(R215) 中将指定的软元件置为ON。确认到断电通知Y软元件置为ON 后,使断路器中的脱扣器开始动作,切断机床的电柜电源。
3.PLC接口及注意事项说明

表 1
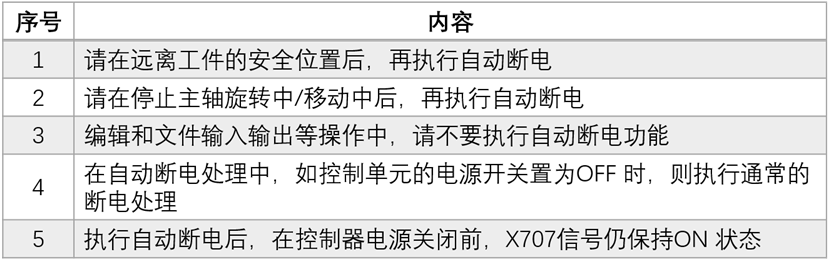
表 2
结语
机床的自动断电功能,可提供更灵活的操作,不仅节省工程师的生产力输出,同时也实现节能环保的目标。