机床日常使用课题
机床在日常使用时,I/O信号使用频次非常高,当信号失效时,如何利用CNC控制器快速判定及时恢复机床?维修小管家有妙招!
本期以机床照明工作灯信号失效为例,简单介绍I/O信号的快速诊断方法。(触摸屏幕可直接点击操作)
一、故障现象
按机床操作台工作灯按键,按键指示灯点亮,机床照明工作灯未点亮。机床操作台如图1所示。

图 1
二、机床照明工作灯信号诊断
探寻故障原因,我们首先需要确定机床照明工作灯对应的I/O信号,通过信号状态确定I/O单元硬件是否异常。通过查询此机床I/O信号分配表,确定机床照明工作灯输出信号为Y206。
进入三菱电机CNC系统I/F诊断功能界面,对Y206信号进行状态诊断(操作方法详见《M800/M80系列使用说明书》)。正常状态下当按下机床操作台工作灯按键后,Y206信号输出状态为1,此时监测I/F诊断该信号为正常状态。如图2所示。
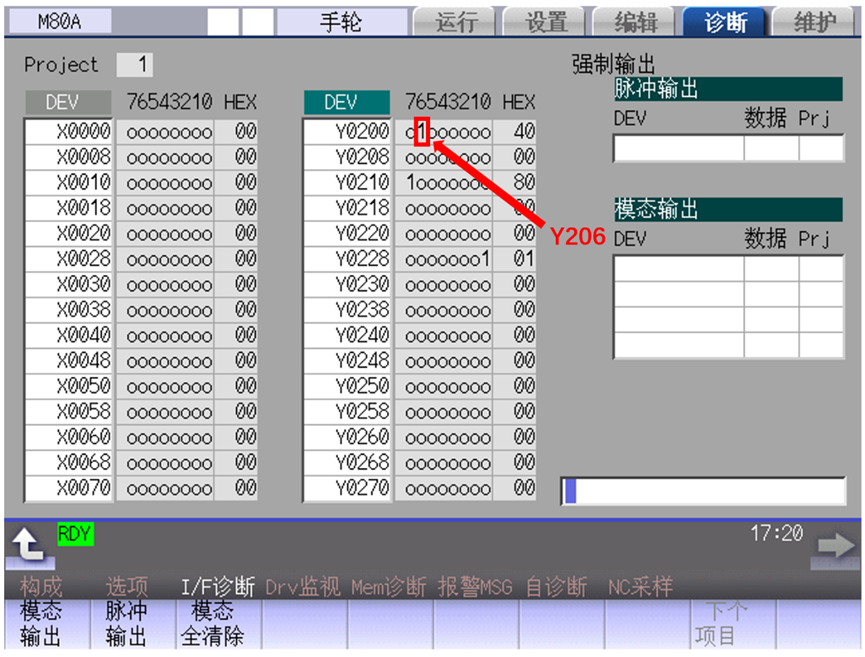
图 2
那么Y206信号输出是不为1的异常状态时,我们该怎么办呢?
我们可以通过监视PLC梯形图,进一步分析其关联信号是否异常。
实际操作时,我们先按键盘F0键,进入机床PLC梯形图界面,再搜索Y206以调取机床照明程序段,对机床照明工作灯相关信号进行监视分析(操作方法详见《M800/M80系列PLC开发说明书》)。如图3所示。
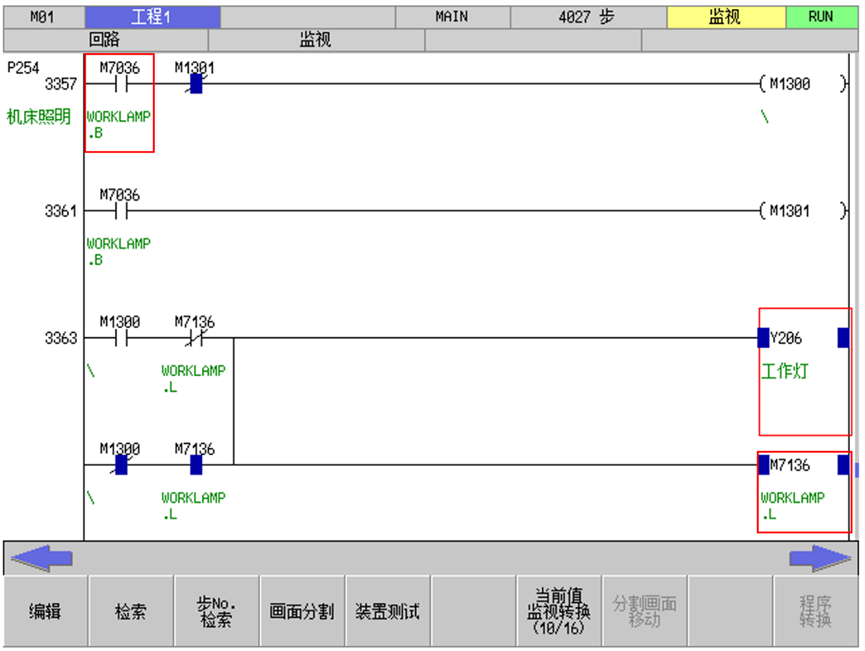
图 3
当机床操作台工作灯按键按下,按键信号M7036接通,Y206机床照明工作灯信号正常输出导通,按键指示灯信号M7136输出导通,机床照明工作灯相关信号工作正常。
在本案例中,I/F诊断与PLC程序分析结果都显示,机床照明工作灯相关I/O信号工作正常,这时我们就需要排查系统外围部分:机床照明工作灯具、灯具电源、Y206信号连接电气回路及电气器件。
经排查确认:机床照明工作灯信号Y206连接回路中,I/O信号转接板上中间继电器线圈故障,更换继电器线圈故障解除,机床照明工作灯恢复操作台工作灯按键点亮。
结语
关于I/O信号的故障诊断方法,例如油泵、排屑机、刀库不工作等,都可以采用相同的思路进行解决。