功能应用场景
Application scenarios
当发生紧急停止时,因制动器动作的延迟而导致垂直轴坠落。发生急停时,按照参数设定的时间延迟伺服的READY OFF,消除制动器开始工作前的无控制时间。
即使进行垂直轴防落控制,也会因电机制动器的机械性问题,垂直轴(如立式加工中心Z轴)下落几μm。特别是在加工过程中,如果发生停电等,可能对工件造成损伤。使用垂直上拉功能后,当发生包括停电在内的紧急停止时,将垂直轴稍微上拉,防止工件与刀具发生碰撞。
设定步骤
01垂直轴防落控制的设置方法
[1]一边通过NC画面观察当前位置,一边按下紧急停止按钮,调整垂直轴防落时间(SV048),最终设定为轴不会坠落的最小延迟时间×1.5倍。
使用带制动器的电机时,先设定为150ms,确定轴没有坠落,然后设定为200ms。
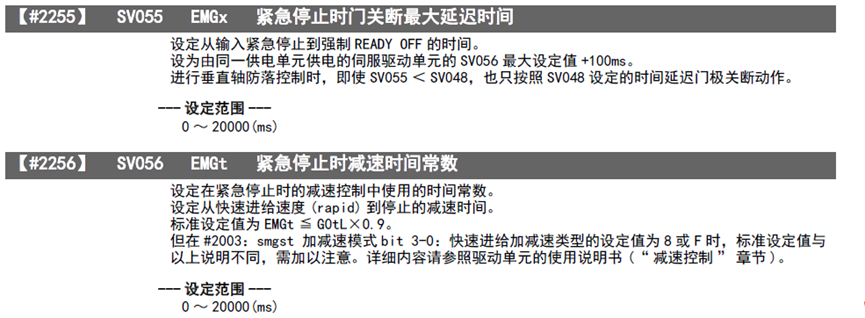
[2]将紧急停止时门关断最大延时时间(SV055)设定为一般加减速时间常数+100ms,并在紧急停止时减速时间常数(SV056)中设定该轴的标准设定值。
表1 SV056的标准设定


[3]对进行防落控制的轴,将其紧急停止时减速时间常数(SV056)设定为与加减速时间常数相同的值。
[4]垂直轴为MDS-EM/EMH系列(多轴一体单元)时,还需设定同一单元内其他轴的伺服参数。
SV048 = 与垂直轴的SV048相同的值
SV055 = 与垂直轴的SV055相同的值
SV056 = 该轴的SV056标准设定值(见上表)
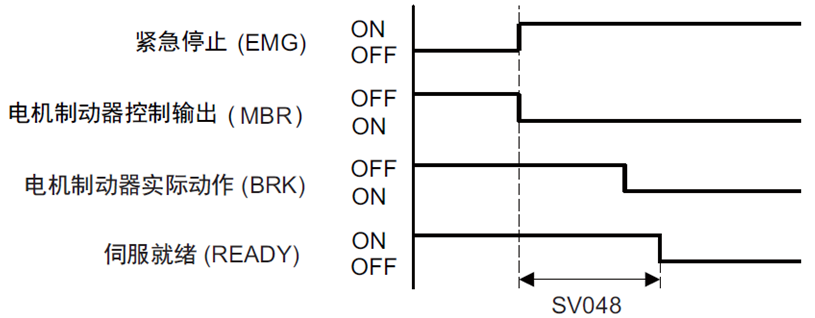
图1 垂直轴防落控制的动作顺序
02垂直轴上拉控制的设置方法
[1]设定“垂直轴防落控制”。
[2]设定伺服功能选择2 SV033 bitE =1 。(垂直轴防落控制启动)
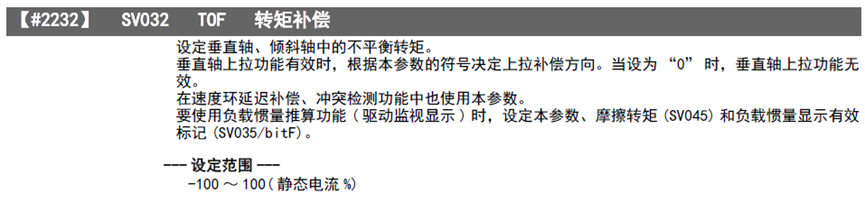
[3]设定转矩补偿SV032.根据此设定值的符号判断轴的上拉方向。设定方法参考驱动器使用说明书“不平衡转矩和摩擦转矩的测定”。
[4]在轴停止时按下紧急停止按钮,确认对象轴是否已退避到原来位置的上方。
[5]上拉量不足时,可在SV095中调整垂直轴上拉距离。
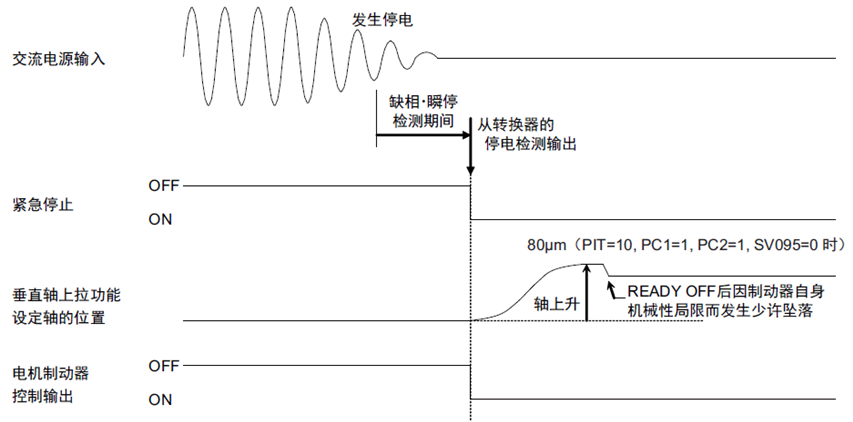
图2 发生停电时的垂直上拉控制动作顺序
注意:关于该功能具体的说明请参考驱动器使用说明
设置效果
示例:
1.某3轴加工中心,Z轴为垂直轴;如图3是该机床静止时的坐标画面。
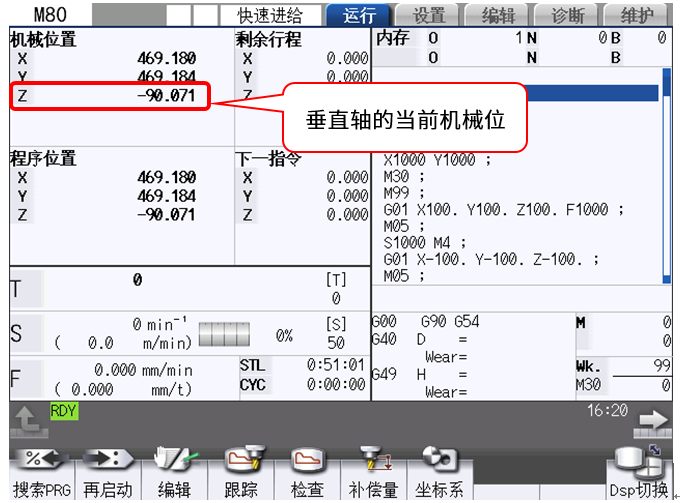
图3 某加工中心急停前的位置
2.未开启垂直上拉功能按下紧急停止按钮后,该机床坐标画面如图4;可以看到Z轴机械位置有下落。
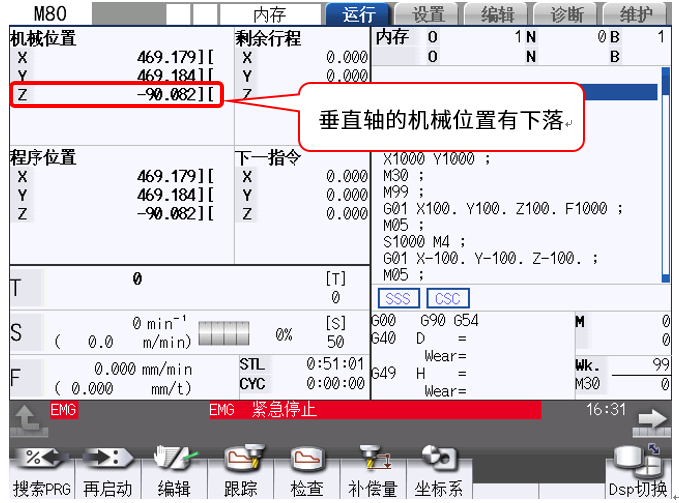
图4 未开启垂直上拉功能拍急停后坐标
3.开启垂直上拉功能按下紧急停止按钮后,该机床坐标画面如图5;可以看到Z轴机械位置发生上拉。
图5 开启垂直上拉功能按下紧急停止按钮后坐标
相关参数

在加工领域中,
细节决定成败是至上真理。
三菱电机CNC系统,
不仅保证了精密、高速加工,
更有丰富的加工经验与您分享。
请持续关注!