实现高产能目标
自动车床的主要用途是自动连续加工及大量生产,因此以缩短加工时间成为最重要的目的。(生产量直接关系到用户的收入)。
因为切削时间依靠加工条件及机械特性,所以要点就是“缩短非切削时间”及“多系统同时加工”,因此在自动车床加工中通常采用多轴多系统的NC,目的是为通过分散工程,同时加工缩短加工时间,实现高产能 。
下面来介绍几个多轴多系统的功能应用
01多系统等待显示程序编辑
在满足以下条件时,在编辑画面按[同步显示] 菜单,则将左右编辑区的程序切换为在等待符号位置同步的显示。从而实现双系统程序编辑时更加便捷。
◇ 参数“#1285 ext21(bit0) 多系统程序管理”为ON;
◇ 显示方式为“多程序显示方式”;
◇ 在左右编辑区显示NC 内存中不同系统的同名程序;
◇ 等待符号包含“!”、参数(#1310、#1311) 设定的等待M 代码、定义文件中设定的MSTG 代码( 由机床制造商创建),可同时使用。
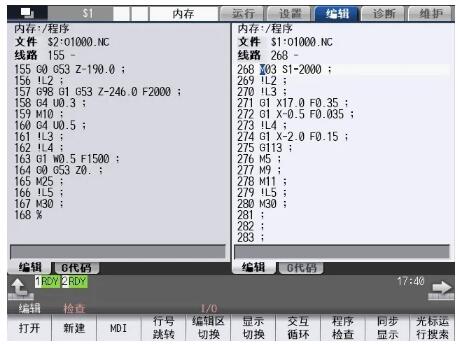
图1 无同步显示
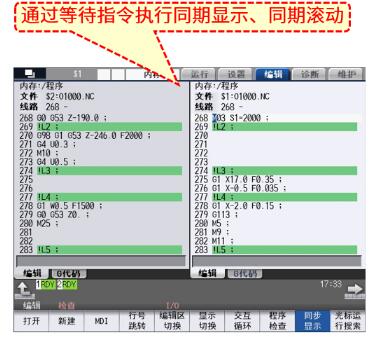
图2 同步显示后
让我们观看小视频进一步了解该功能
02暂停/辅助功能时间倍率
执行倍率时也保持系统间的动作时间关系。
即使对暂停时间、辅助功能完成等待时间也可执行倍率。
优点:通过倍率变更,防止机械干渉,即使变更倍率也保持系统间的同期,从而降低机械干渉的风险。
※通过参数选择功能的有效/无效。
我们通过下面例子来说明:
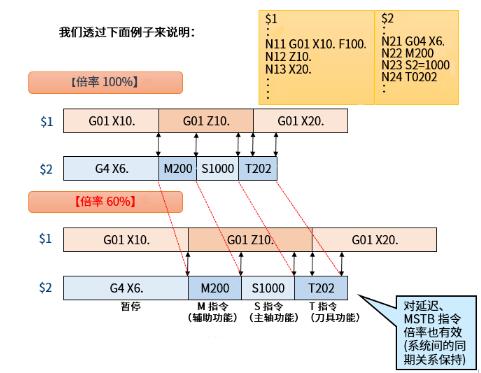
图3 暂停/辅助功能时间倍率程序例
通过下面视频可以更直观地了解该功能
03平衡切削
使双系统间刀具同期执行加工(各程序段等待模式)。
优点:提高细长工件的车削加工精度,抑制车削加工时的弯曲,可实现更高精度的加工。
举例说明:
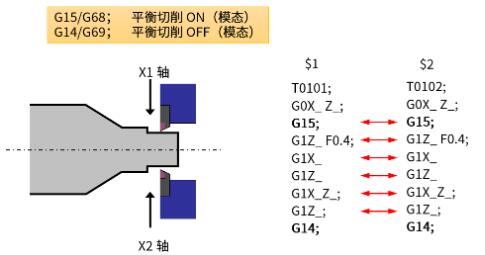
图4 平衡切削程序例
04双系统同时螺纹切削
双系统可同时执行螺纹切削循环。
优点:可缩短循环时间。
通过同时在1个工件的多个位置执行加工,从而缩短循环时间。
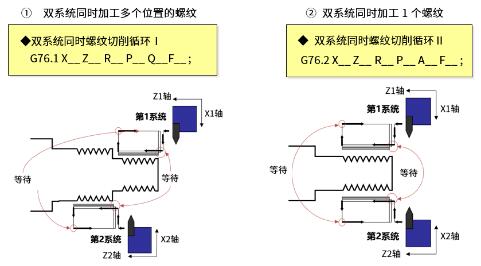
图5 双系统同时螺纹切削
最后让我们来看一个实际加工的双系统同时螺纹切削以及平衡切削的小视频。
结语
通过对于自动车床多轴多系统功能应用介绍,丰富了车床在加工功能上的应用,特别针对自动车床(走心机)机型,以上功能的合理使用,对于生产效率会有极大的增加从而提升整体性能。具体功能详情以及该功能在三菱电机CNC版本适用范围,请联系三菱电机CNC授权代理商。