亲爱的小伙伴们,我们又见面啦!
欢迎收看本期的《菱机妙用》栏目!
本栏目将邀请三菱电机自动化的顶尖专家&资深工程师主笔,以图文并茂加以短视频的形式,生动讲解涵盖控制产品、驱动产品、机器人......乃至全系列FA主流产品。新功能、常用功能和典型应用,你想要的全都有!

本期看点
MR-JE-C伺服的CC-Link IE Field Basic通讯设置
MR-JET-G-N1伺服与倍福上位系统连接设置
MR-JE-C伺服的
CC-Link IE Field Basic通讯设置
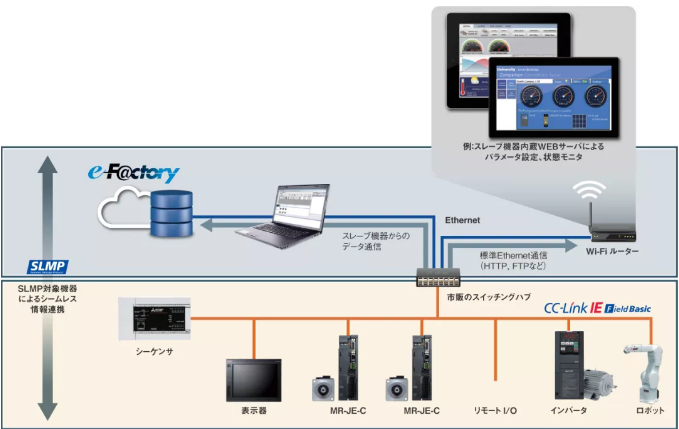
三菱电机MR-JE-C伺服不仅能够实现脉冲式MR-JE-A伺服的位置控制、速度控制和转矩控制三种控制模式,还支持通过从控制器的通信来驱动电机的轨迹位置/速度/转矩模式。
三菱电机MR-JE-C伺服的特性
- 在位置控制模式下最大能对应4Mpulses/s的高速脉冲串。而且,还可以切换位置/速度控制、速度/转矩控制及转矩/位置控制的控制方式进行运行。 在轨迹位置模式下指定目标位置、目标速度、加速时间常数、减速时间常数等后,即在伺服放大器内部生成位置指令进行驱动。
- 备有1个Ethernet端口,可通过CC-Link IE现场网络Basic、SLMP及Modbus/TCP等各种开放式网络来驱动电机、进行监视、设定参数等。
- 可支持一键式调整和实时自动调谐功能,并可以根据各种机械的特性简单地自动调整伺服增益。
- 通过Tough Drive功能与驱动记录器功能、预防保全支援功能,对机器的维护和检查提供强有力的支持。
- 备有USB通信接口,与安装了MR Configurator2的计算机等连接后,可以进行参数设定、试运行、增益调整。
- MELSERVO-JE系列的伺服电机中采用了分辨率为131072pulses/rev的绝对位置编码器,可进行高精度定位。
CC-Link IE Field Basic特点
- 可在最小配置下实现网络构建;
- 轻松启动,轻松排除故障;
- 可与TCP/IP通信混合存在;
- 可连接产品不断增加。
FX5U连接MR-JE-C伺服
需要设置的参数
PLC需要设置的参数
CC-Link IE Field Basic设置:
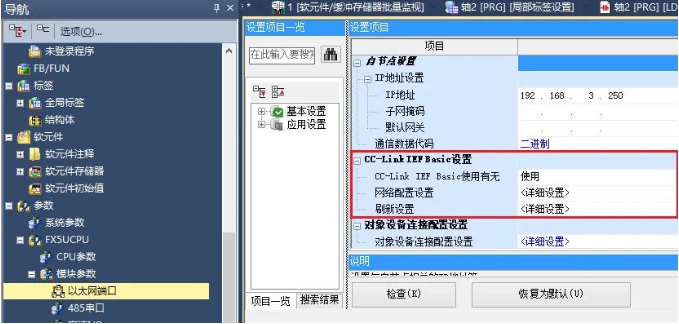
网络配置设置:
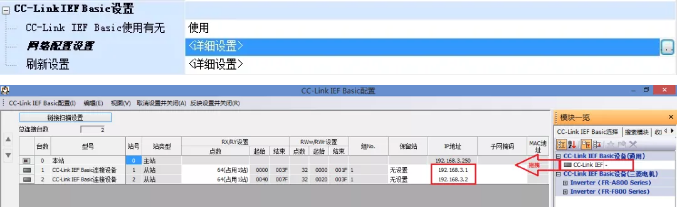
注:
- 轴号决定于IP地址最后一段。比IP地址为192.168.3.2对应的伺服轴号即为2。
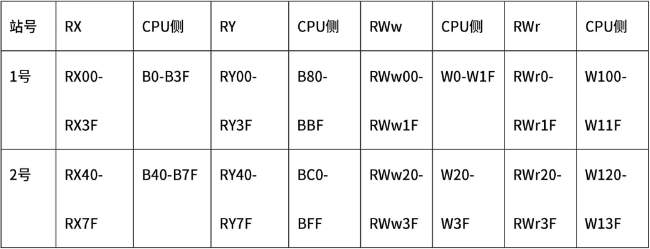
- 每个轴占用一个站,根据站号分配网络地址,每站的地址空间是RX/RY各64点,RWw/RWr各32点,本例中设置两站,则网络地址分配如下:
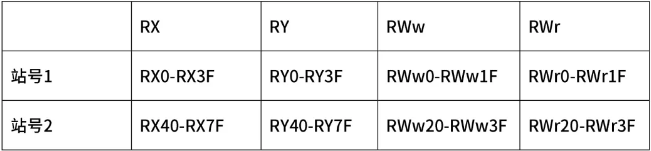
注意站号与轴号的对应关系,站号1并不一定对应轴号1,在使用时需注意。
刷新设置:
设置CPU侧软元件与网络侧地址的对应关系

如上图设置,则具体的软元件对应关系如下:
伺服侧需要设置参数
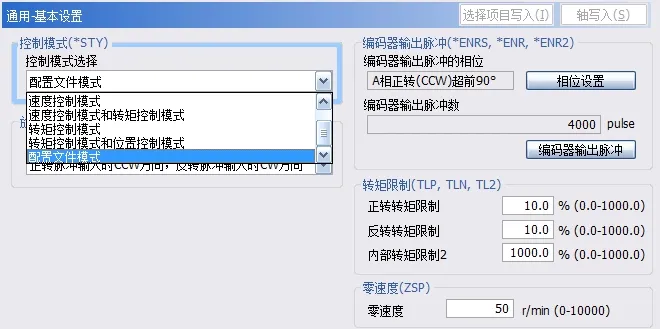
MR-JE-C 控制模式设置:
MR-JE-C 网络设置:
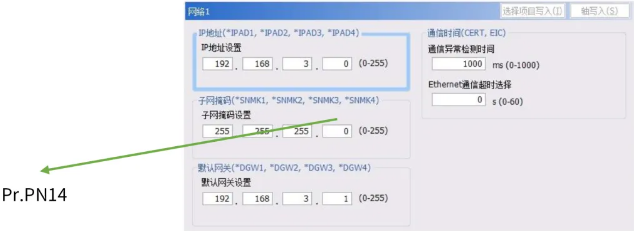
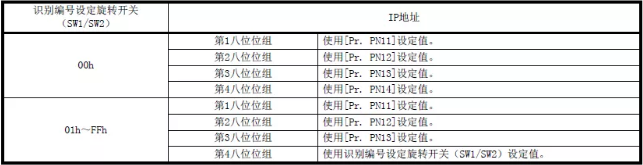
IP地址中,最后一段的数字表示轴号。
另外,若伺服面板上SW1/SW2不为0,则轴号以SW1/SW2拨码为准。
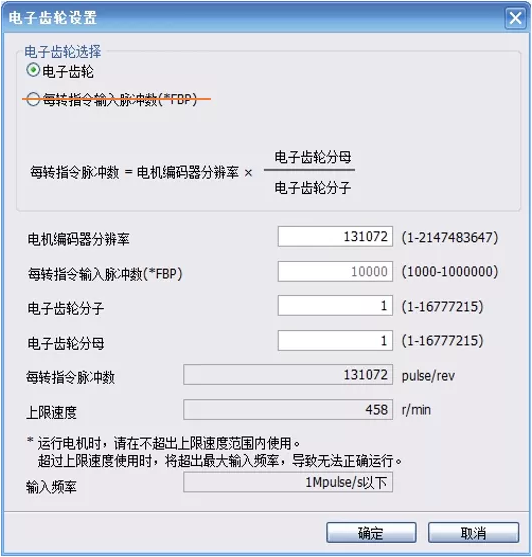
MR-JE-C 电子齿轮设置:
MR-JE-C伺服参数设定,每转指令输入脉冲数只能选择电子齿轮方式,不能选择每转指令输入脉冲数(*FBP),否则报警AL 37.2(参数异常)。
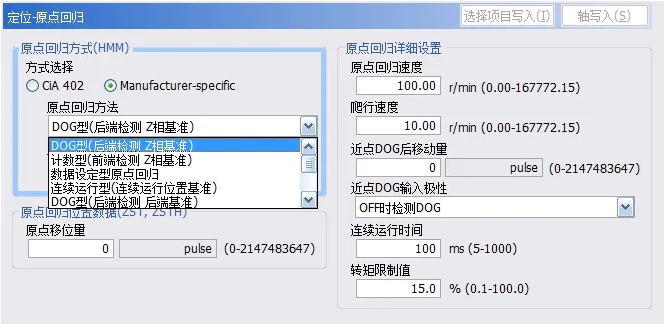
MR-JE-C 原点回归方式设置:
MR-JET-G-N1伺服
与倍福上位系统连接设置
本视频主要讲解具有EtherCAT网络接口的MR-JET-G-N1系列伺服产品与倍福TwinCAT软件连接设置,重点说明倍福上位使用初步内容。
同步控制基本参数设置
- 系统配置
- 设置系统TwinCAT System Manager
- TwinCAT PLC Control设置
- 如何启动PLC
MR-JET-G-N1系列伺服特点
- 支持EtherCAT网络,满足针对有EtherCAT接口的上位控制器需要高品质伺服的需求;
- 本系列伺服速度环响应频率响应为2.5kHz,与J4产品响应频率一致;
- 抑制频率可达1Hz,对于低频振动抑制效果大大提高;
- 支持快速调谐功能,能够快速测试和获取适合设备结构的运行增益等相关参数。