01功能概要
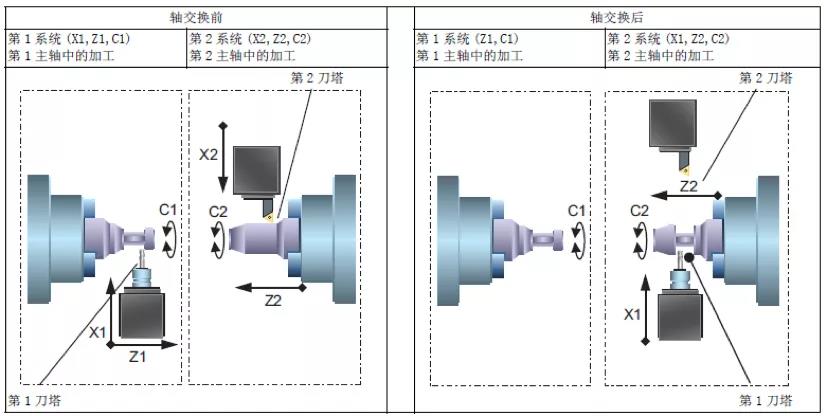
可通过本功能自由交换系统间的任意轴,在多系统中,可通过交换各系统加工程序中指定的轴,更自由的进行加工。由此可执行通常轴构成中无法完成的加工,例如使用仅第1系统具有的刀具执行第2系统的加工等,如图1举例所示。
图片1
02功能优势
在以往没有任意轴交换功能的情况下,若对程序代码手动更换,容易出错且效率低,而且操作繁琐,不便于检查分析;若使用CAM软件后处理方式,定制后处理成本高。在M80A系统中采用任意轴交换的情况,只需在程序前添加G140交换指令,这样程序兼容性强,能够自动替换轴指令,更加稳定可靠。
03指令格式
(1) 任意轴交换指令(G140)
G140 指令地址= 轴地址 指令地址= 轴地址 ... ;
指令地址: 任意轴交换指令(G140) 后,用参数(#12071-#12078)设定的英文1个字符的地址指定用于移动指令等的指令地址。
轴地址: #1022设定的英文数字2个字符的地址指定执行任意轴交换的轴名称。
例:G140 X=X2 Z=Z2 …
(2)任意轴交换返回指令(G141)
G141;通过之前任意轴交换指令(G140) 交换的轴控制权恢复至轴交换前的状态。
(3)基本轴配置返回指令(G142)
G142; 通过之前任意轴交换指令(G140) 交换的轴控制权恢复至通电时的状态。
04使用案例
1.系统相关参数设置
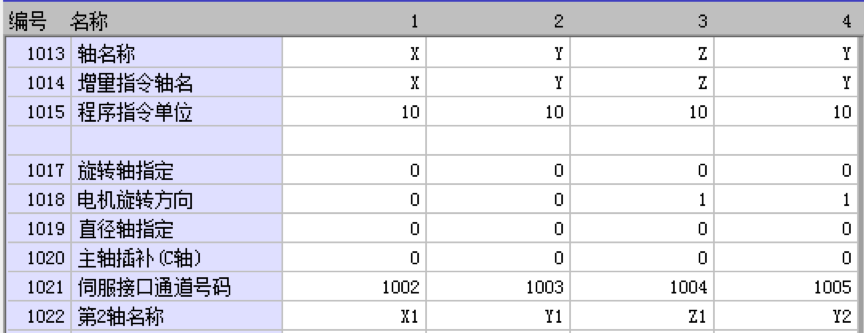
01.基本系统参数(见图2)

图片2
02.基本轴参数(见图3)
图片3
03.机械误差补偿参数(见图4)
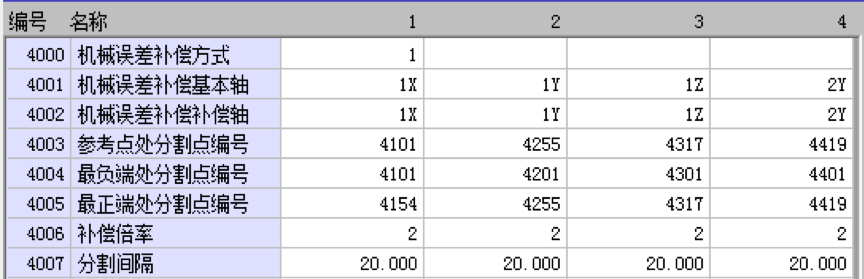
图片4
04.任意轴交换指令地址参数(见图5)
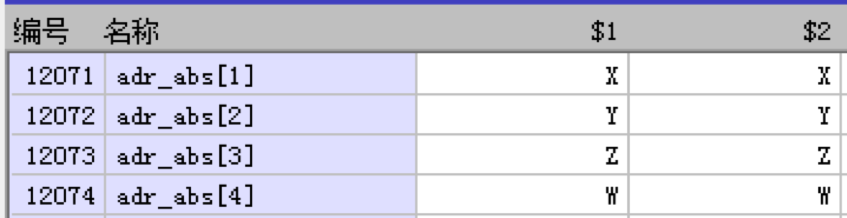
图片5
2.功能测试
测试系统2使用G140指令调用系统1的X1、Y1轴分别为其X轴和Z轴,可正常运行(如下图6),客户只需在其卧式加工程序开头和末尾分别加G140 X=X1 Y=Y2 Z=Y1和G141指令即可,程序中均使用正常XYZ编程。
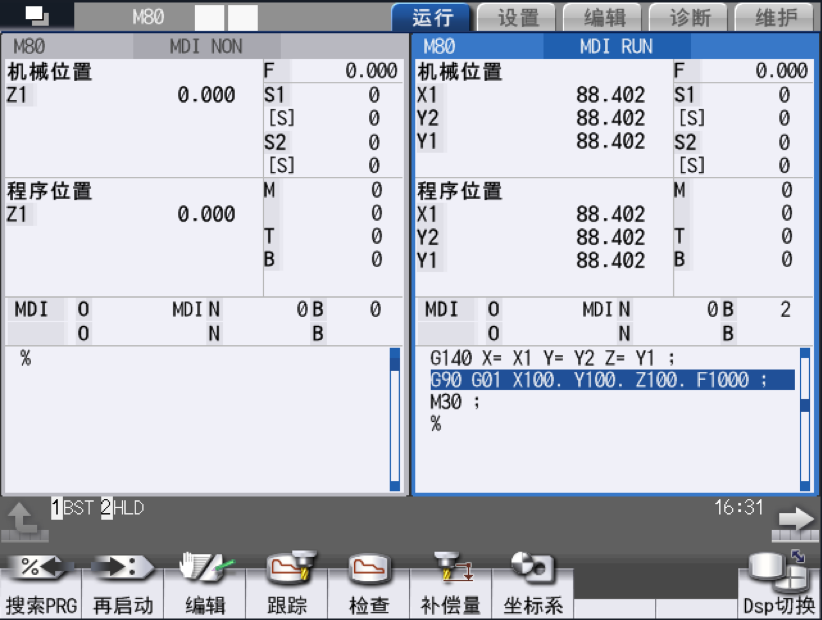
图片6
05适用系统
此功能适用的系统及系统的版本如图7所示。
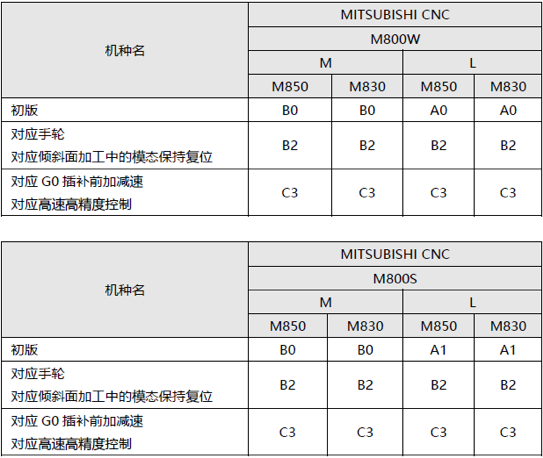
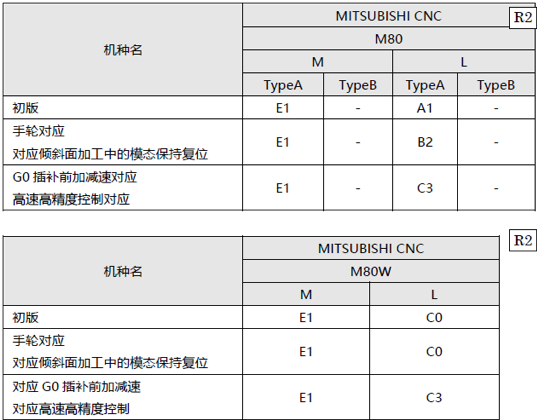
图片7
06总结
通过任意轴交换功能的轴交换指令,即可完成轴名称的切换,不需要更改加工程序或CAM软件后处理,此功能在立卧机型上广泛使用。