双向螺距补偿功能
在数控系统中,根据预先设定的参数补偿滚珠丝杠的螺距误差等引起的轴进给误差,称作螺距补偿,常用的螺距补偿又分单向及双向螺距补偿两种方式,本次重点介绍双向螺距补偿方式。
配合激光干涉仪来对各线性轴的位置、平行度和垂直度等测量数据,在以参考点为基准等分割机械坐标的各分割点设定补偿量。
01 功能概述
双向螺距误差补偿功能是为了改良螺距误差补偿功能,可区别设定正向移动时与负向移动时的补偿量,可按照方向执行补偿。因此,可减轻正向与负向的路径差。
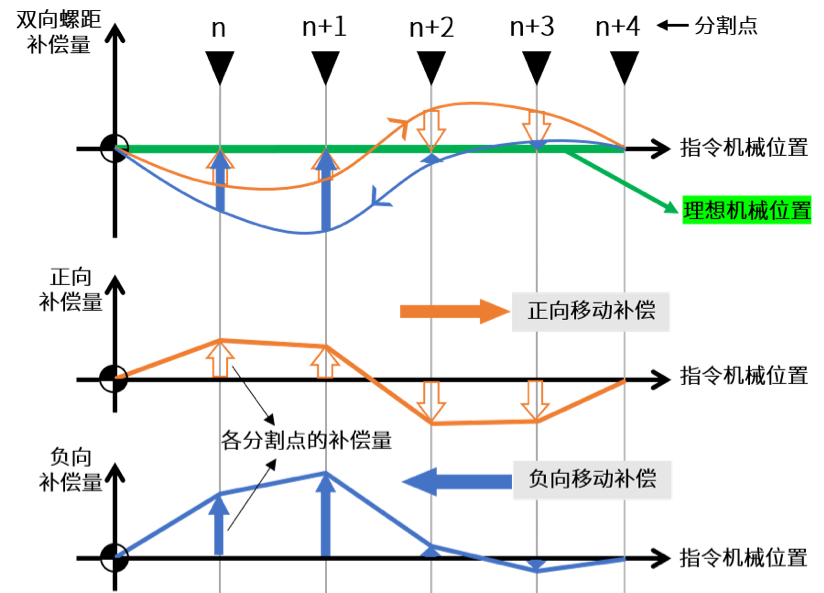
图1
02 设定方法
2.1 双向螺距误差补偿的设定
以具有螺距误差的直线轴为例。
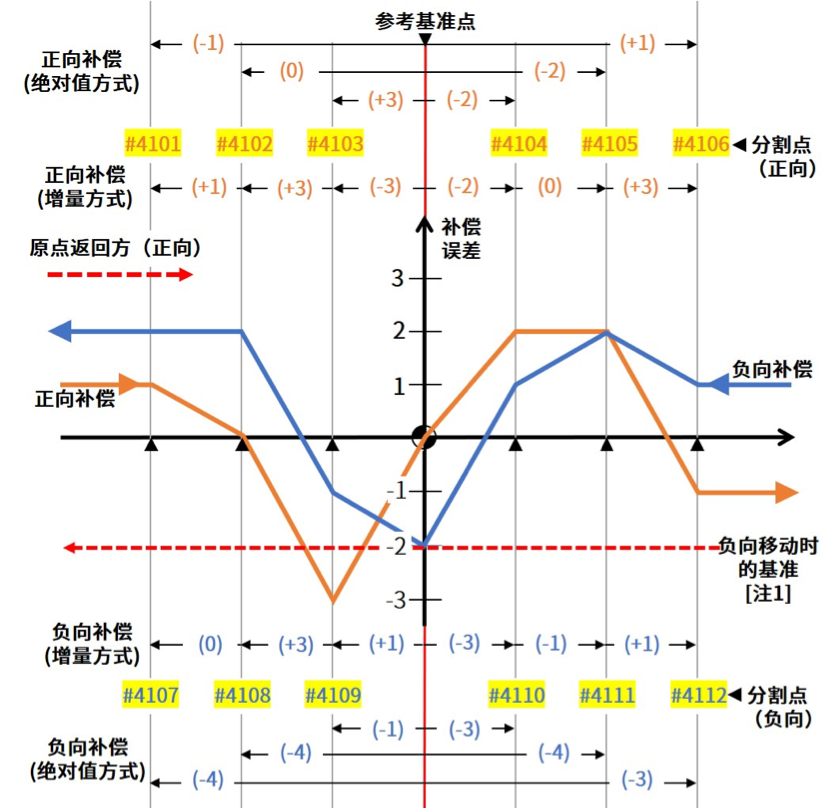
图2
2.2 设定类型补偿参数
1、 通过参数#4000来选择绝对值与增量值方式。
2 、将参数#4008设为「1」,开启双向螺距误差补偿功能。
3、参数#4009为正负方向在参考点处的偏差值,如图2中 [注1]。
正向原点返回时,请设定负向移动中的参考点中的补偿量。
负向原点返回时,请设定正向移动中的参考点中的补偿量。
2.3 确定正负补偿范围及参考点
1、设定范围(最负位置的编号#4004~最正位置的编号#4005)。
2、设定相当于参考点位置的补偿数据编号(#4003)。实际参考点为基准点,但它不存在对应的补偿编号,因此设为一个负侧的编号。当双向螺距误差补偿有效时,设为与正向移动时的参考点位置相当的补偿数据编号(上述案例编号为 #4103)。

表1

图2
2.4 补偿编号的分配
1、正向螺距误差补偿在 #4004~(#4005 + #4004 - 1)/2 的范围内、
负向螺距误差补偿在 (#4005 + #4004 + 1)/2~#4005 的范围内。
2、为了使补偿点数在正向、负向的数量相同,请设为偶数。
3、无论正向还是负向,负向向正向要以连续编号进行分配。
2.5 补偿数据的计算设定
【绝对值方式】
参考点至各分割点之间移动时的补偿量数据。
(指令机械位置 - 实际机械位置)× 2
【增量值方式】
需区分移动的方向,所对应的计算方法有差异。
1、机械位置从参考点移动至正侧时,从分割点 n-1 向分割点 n 移动量为分割间隔时的补偿量数据(以参考点为开始的基准点)
(前一分割间隔点位置 - 实际的移动量)× 2
2、机械位置从参考点至负侧时,从分割点 n+1 向分割点 n 移动量为分割间隔时的补偿量数据(以参考点为开始的基准点)
(前一分割间隔点位置 + 实际的移动量)× 2

表3
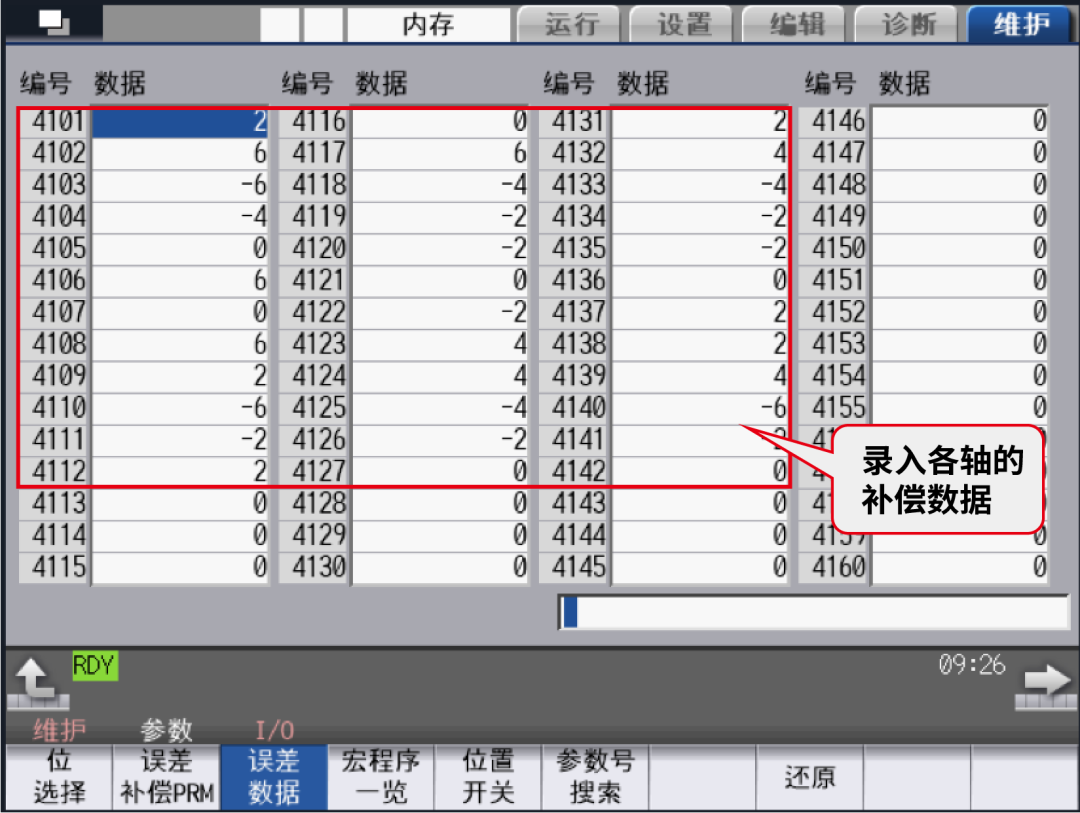
图4
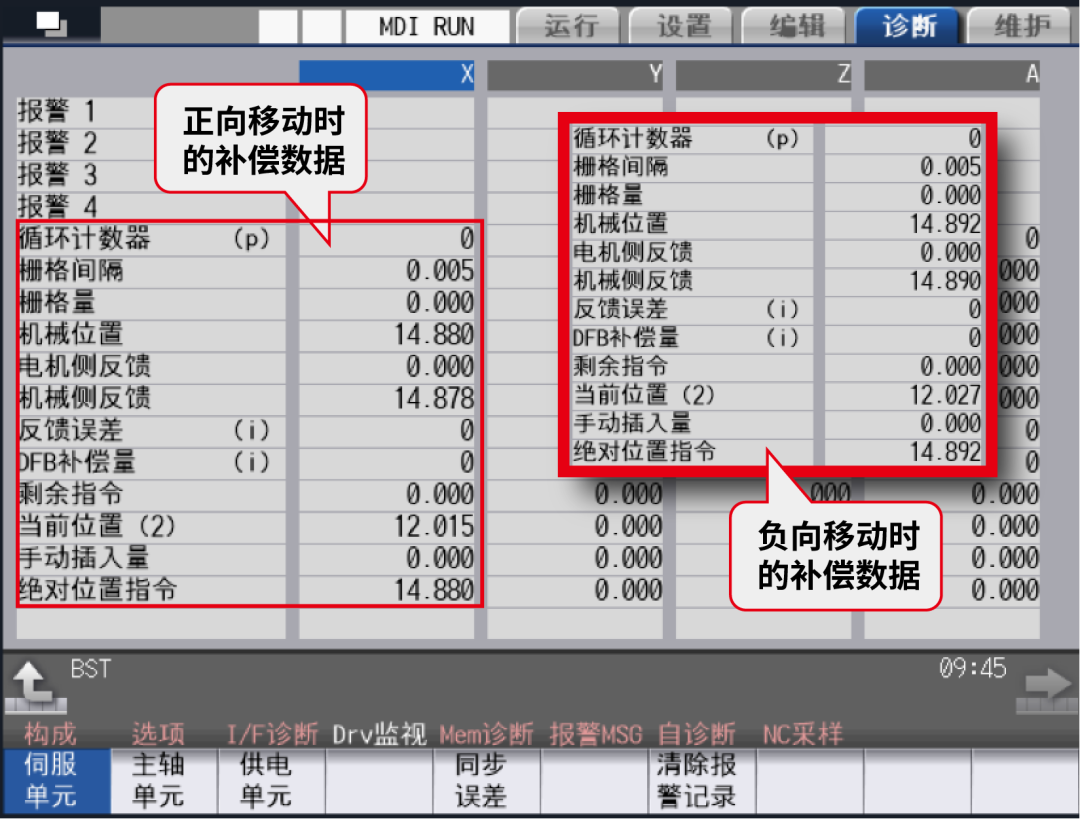
图5
03 参数
第一轴补偿参数

设定第 2 轴以后为各自对应的第 1 轴的#4001~#4009 的参数。
根据系统不同规格,最高规格的系统最大支持32个轴,后第9~32轴所对应参数不作详细编写,如有需要可咨询三菱电机公司。
