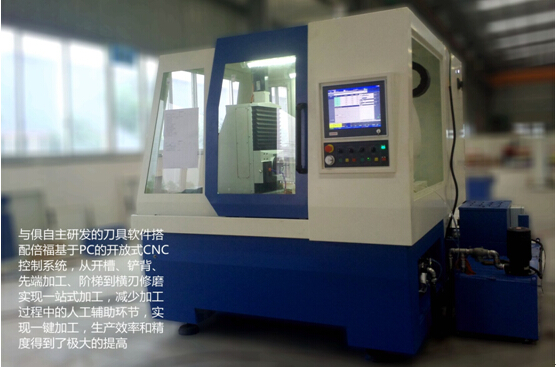
引言:与俱科技的母公司是位于中国上海的名古屋刀具有限公司,是业有较高影响力的专业刀具和集成夹具生产厂家。由于近年来客户需求的不断提高,传统机床和加工方式已经不能满足生产需要,亟需对原有生产设备进行技术更新,从而提高加工精度和生产效率,与俱科技采用BECKHOFF基于PC的开放式CNC技术完成了对刀具磨床的创新性开发。
EtherCAT和OCT技术简化现场布线
与俱公司此次使用的是CP6202面板型PC,前面板IP65防护等级非常适合机床行业,强大的Core2 2.0GHz双核CPU为CNC软件和客户开发的工艺软件复杂的算法运算提供了可能。X、Y、Z轴采用AX5000驱动器和AM8000电机,A、C轴采用AX5000驱动器和第三方力矩电机,电主轴同样也采用了带EtherCAT接口的变频器。“从顶层到底层均采用EtherCAT一网到底技术,一条EtherCAT链路连接了所有设备,并且提高了抗干扰能力和减少了现场接线出错的可能。AM8000的OCT技术简化了驱动器布线,节约了成本。”现场电气工程师袁工告诉我们。
电气控制柜
开放的AX5000驱动器架构
倍福AX5000 系列伺服驱动器开创了驱动性能的新标准。这种全新系列的伺服驱动器除了支持单通道和多通道技术之外,更在性能和经济性方面得到了飞跃。它所集成的快速控制技术使得电流控制周期最快可达 31.25us,支持快速及高动态性定位任务,为磨床这样的高精度应用提供了一个理想的平台。除此之外,AX5000开放的电机接口和丰富的编码器接口(Sin/Cos,EnData,Hiperface等)为客户定制的第三方力矩电机和编码器的稳定接入提供了保障。
倍福开放的CNC系统为特殊功能开发提供了可能
倍福开放的CNC系统除了传统数控系统包含的基础功能之外,如果探针、手轮等,还能根据客户要求定制特殊功能,如手轮模拟和第二主轴功能。手轮模拟功能可以让用户在自动模式下,通过摇动手轮控制G代码的运行倍率,并可以进行G代码的回溯运行,非常方便第一次执行G代码时进行调试。第二主轴功能是将A轴在特殊情况下转换为主轴运行,在刀具的加工过程中主轴的砂轮磨损是不可避免的,为了增加砂轮的使用寿命,因此就需要对磨损的砂轮进行修磨,倍福的CAX功能为旋转轴轴转换主轴提供了可能,通过CAX功能将平时夹装工件的A轴转换为主轴,用A轴对对C轴上的砂轮进行加工。
探针正在探测工件坐标
.Net技术支持的CNC界面
倍福标准CNC界面包括状态显示转换,在线语言切换,全局数据通信,设备数据,功能设置,用户管理等,无需编程就可以对CNC界面进行基本的配置。如果需要进行定制化界面,倍福CNC界面是基于.Net技术开发,并且源代码开放,倍福在提供了种类繁多的标准接口和模块,非常方便客户进行二次开发。
客户定制的CNC界面