本文来源:三菱电机自动化中国微信公众号
什么是伺服同期控制?
指定主动轴和从动轴,将主动轴的移动指令同时发送到从动轴,按照相同的移动指令对主动轴和从动轴进行控制。即:只用一个位置指令实现两个轴同时移动。本功能适用于需要用两台伺服电机(双电机双丝杆)驱动单个轴的大型机床。

图 1
注:1.作为同步基准轴的轴称作主动轴;跟随主动轴的轴称作从动轴。
2.系统中最多可以设置3组伺服同期控制;部分资料译作伺服同步控制。
伺服同期控制方式
伺服同期控制方式有3种:位置指令同期控制、速度指令同期控制、电流指令同期控制。每种伺服同期控制方式有自己的特点,请选择合适的同期控制方式。
01位置指令同期控制方式(位置串联)
◆对各轴补偿机械误差(螺距补偿、背隙补偿等),然后输出位置指令;
◆各轴独立执行位置控制,因此可高精度控制机床姿势;
◆根据轴间机械精度(直度、平行度),轴间易产生扭矩干涉;
◆使用2个直线光栅尺时,可以执行位置串联控制
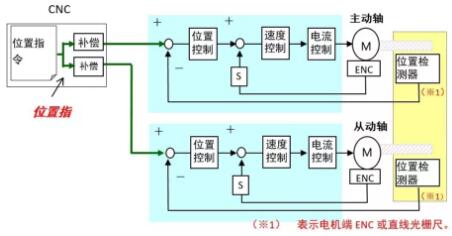
图 2
02速度指令同期控制方式(速度串联)
◆轴间共用位置FB信号,在轴间执行同期速度指令;相比闭环的位置指令同期控制方式,可删减直线光栅尺数量;
◆通过各轴的速度FB信号控制进给速度;
◆不易受轴间机械精度影响,可执行稳定控制;
◆使用1个光栅尺时,可执行速度串联控制;
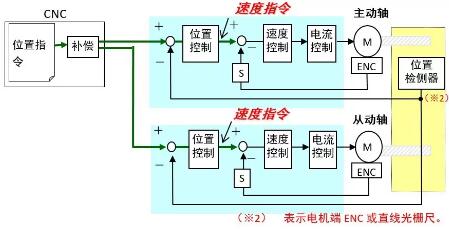
图 3
03电流指令同期控制方式
◆轴间公用位置、速度FB信号,在轴间执行同期电流指令控制;
◆从动轴不具备自身速度FB,因此易引起振动;
◆从动轴不受外乱影响,因此不适用于要求定位精度、插补精度的工作机械;
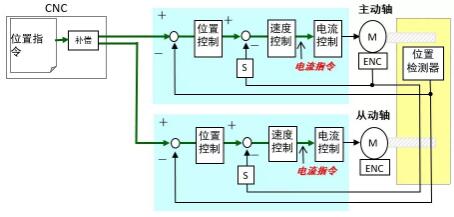
图 4
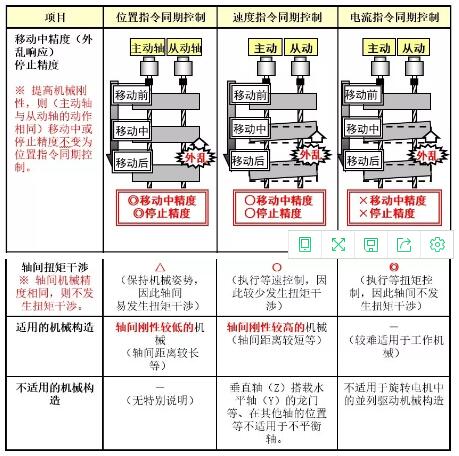
三种伺服同期控制方式比较
伺服同期控制应用推荐
01半闭环时
半闭环时建议使用位置指令同期控制方式
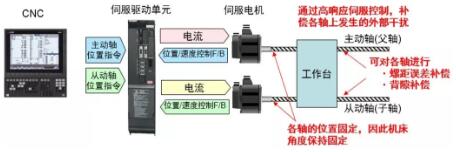
图 5
■可在CNC上对各轴设定丝杆螺距误差补偿、背隙补偿等;
■通过高相应伺服环对摩擦等随时变化的外部干扰进行补偿;
■监视各轴位置,因此可保持机床姿势固定;
■监视2轴的偏差,在偏差过大时输出报警。
01全闭环时
全闭环时建议使用速度指令同期控制方式
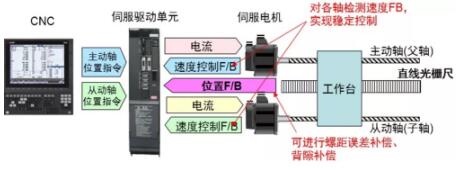
图 6
■速度控制FB分别使用各自的电机端检测器数据,因此可以实现稳定的控制;
■可将直线光栅尺作为2轴共用的位置检测器使用;(使用2台1轴驱动单元时,需要使用检测器FB的信号分配单元)
■由于共用1个位置的FB,因此2轴间不会碰撞;机床的角度依存于机床的刚性。
伺服同期控制设定方法
01相关参数

设定同期控制中的从动轴号。
轴号是除主轴、PLC轴之外的NC轴轴号。1个主动轴不能设定多个从动轴。不能对从动轴进行本参数的设定。在多系统情况下,不可以跨系统设定主动轴与从动轴的对应关系。
0:无从动轴
1~32:第1轴~第32轴
例如:设定第2轴和第3轴伺服同期,第2轴为主动轴,第3轴为从动轴,则参数设定:
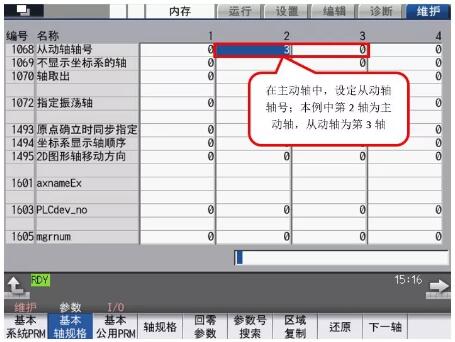
图 7

Bit 3 :同期控制动作设定
选择在同期控制对象轴从伺服OFF转为伺服ON时,是否自动将从动轴位置调整到与主动轴位置同步。
0:不调整。
1:调整。
Bit 6 :同期控制中的外部机械坐标补偿、滚珠丝杆热膨胀补偿的补偿方式
选择在同期控制中进行外部机械坐标补偿、滚珠丝杆热膨胀补偿时的从动轴补偿方式。在通过同期控制运行方式选择信号选择了同期运行方式时有效。
0:分别对主动轴和从动轴单独进行补偿;
1:以主动轴的补偿量对从动轴进行补偿;

Bit 5 :通电时同步偏置自动修正
在通电时,自动修正从动轴的位置,使其为上一次断电位置的同步偏置位置。
0:无效
1:有效

0:主动轴和从动轴分别进行原点确立操作。
1:通过主动轴的原点确立操作,确定主动轴、从动轴两轴的原点。

设定主动轴在同步误差检查时的最大允许同步误差。
设置为”0“时,不进行误差检查。
——设定范围——
0~99999.999(mm)
简易C轴同步控制时:0~99999.999(°)
02相关PLC信号

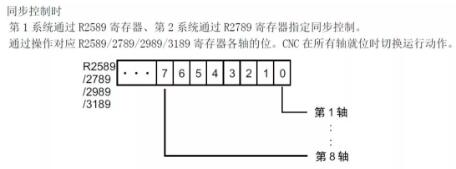
同期控制时,第1系统通过R2589寄存器、第2系统通过R2789寄存器指定同期控制。
a.指定同步运行方式
根据基本规格参数“#1068 slavno”,将对应存在主动轴·从动轴关系的轴的2个Bit位设置为1。
(例如)同步运行第2轴(主动轴),第3轴(从动轴)时

b.指定单独运行方式
将主动轴的指令下希望移动的轴的任意一方设置为1。
(例如)希望移动第3轴(从动轴)时

机械结构上,需要通电后始终同步状态时,请在梯形图通电第1次立设定R2589寄存器(第2系统开始的寄存器变号为R2789~)。
梯形图创建例:
同期控制功能示例
目标设置第一轴(X轴)和第2轴(U轴)同期
步骤一:设定参数
设定#1068确定主动轴和从动轴,如图;按需求设定#1281 bit3、bit6 ,#1282 bit5 ,#1493和#2024的值;
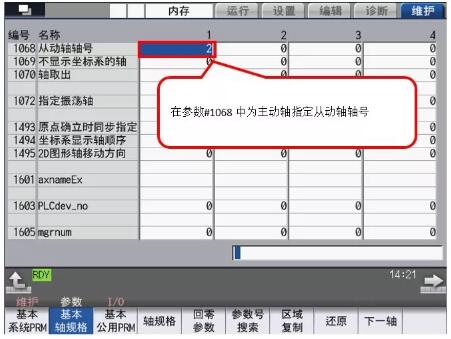
图 10
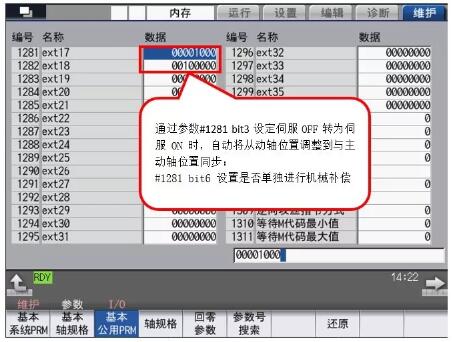
图 11
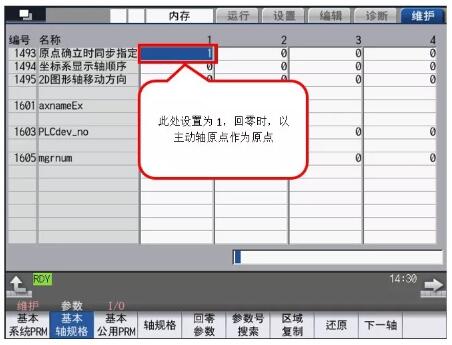
图 12
步骤二:PLC设定
此处为了方便大家观察轴移动现象,写3个M代码:
M16 接通时将H3赋值给R2589为即 00000011,指定第1轴和第2轴同期;
M17 接通后,将H2赋值给R2589,即 00000010,系统发出的主动轴移动指令后,第二轴移动(从动轴移动,主动轴不动);
M18 接通后,将H0 赋值给R2589,取消同期控制;
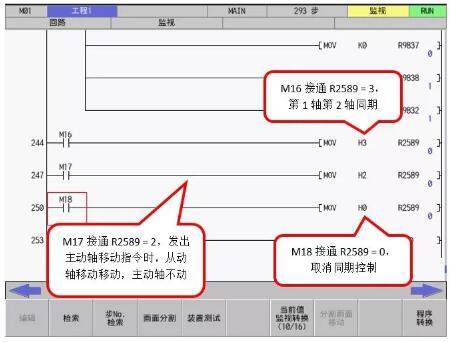
图 13
运行如图所示程序,观察轴移动:
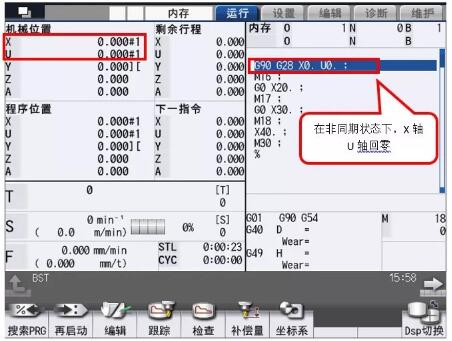
图 14
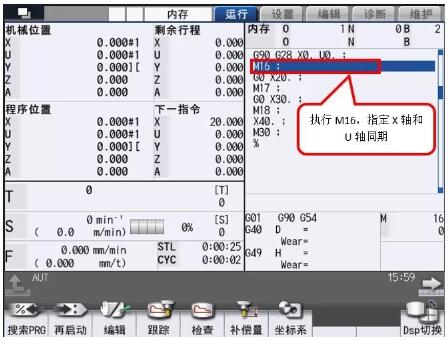
图 15
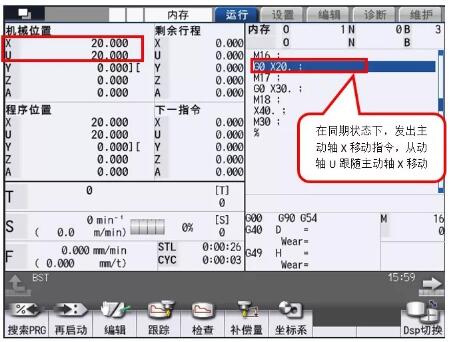
图 16
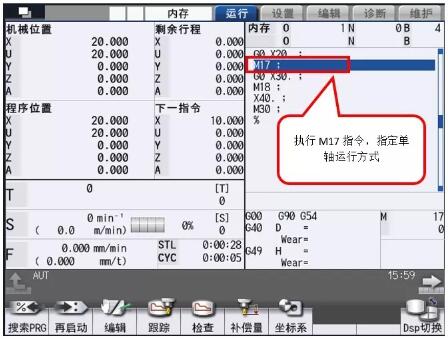
图 17
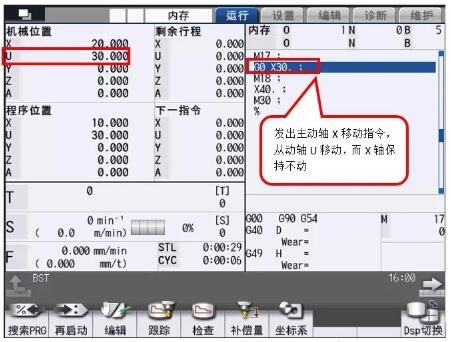
图 18
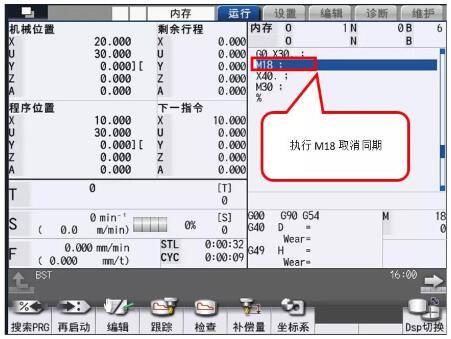
图 19
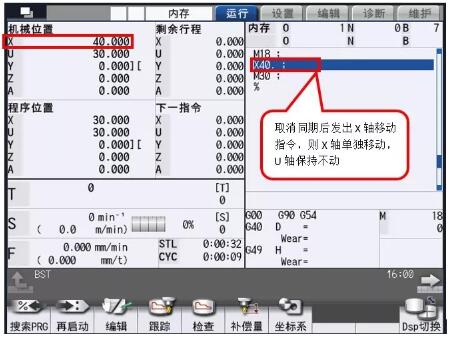
图 20
总结
伺服同期控制的优点
1.和单轴机械相比,导轨的晃动减少,机械端的定位精度提高;
2.由于机械两端同时驱动,机械端的振动降低,可以提高机械的定位精度和联轴节的使用寿命;
3.导轨之间的空间可以被有效利用;
4.使用电机的组合驱动,可以使用两个小容量电机取代单个大容量电机,可以应用于大型机械;
伺服同期控制的注意事项
1.系统中最多可以设置3组伺服同期控制;
2.轴取出功能不能应用在伺服同期控制的轴;
3.请不要设定同期轴在伺服关闭时的误差修正;
4.增量控制的系统中,需先回参考点,后指定伺服同期控制;
5.其他注意事项请参考伺服同期控制规格书;