系统变量读写PLC数据
功能概述
通过宏程序等形式来编写系统变量,从而实现读写部分的PLC数据,以满足更多的系统功能应用。
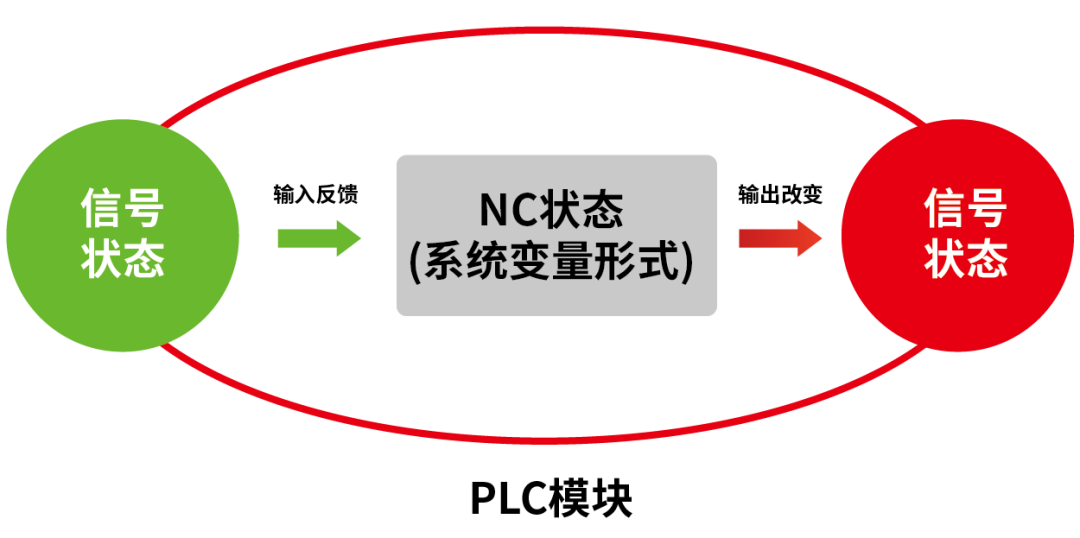
图 1
设定方法
▲功能说明
系统变量宏接口中,读写PLC数据有输入和输出2种形式,其分类及数据关系,可参考表1中内容。

表 1
宏接口的输入/输出数据与宏程序命令间的关系示例(如图2所示)。
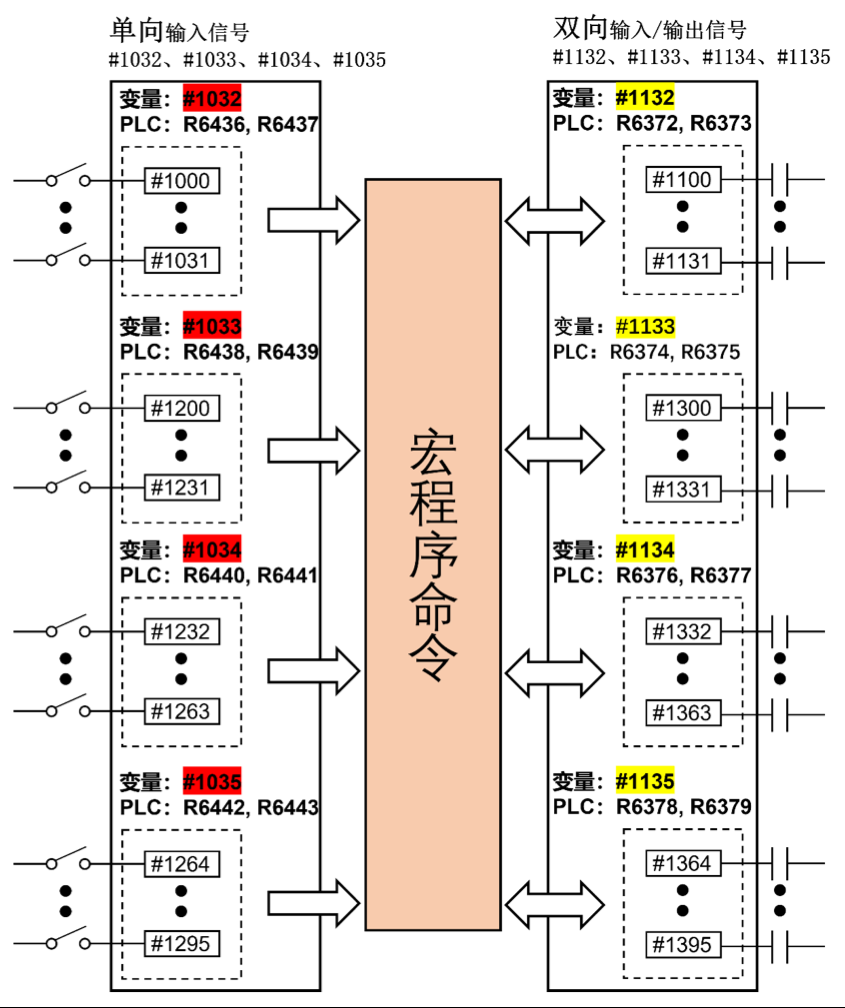
图 2
▲变量说明
宏接口输入(PLC→NC),系统变量与PLC寄存器对照表。
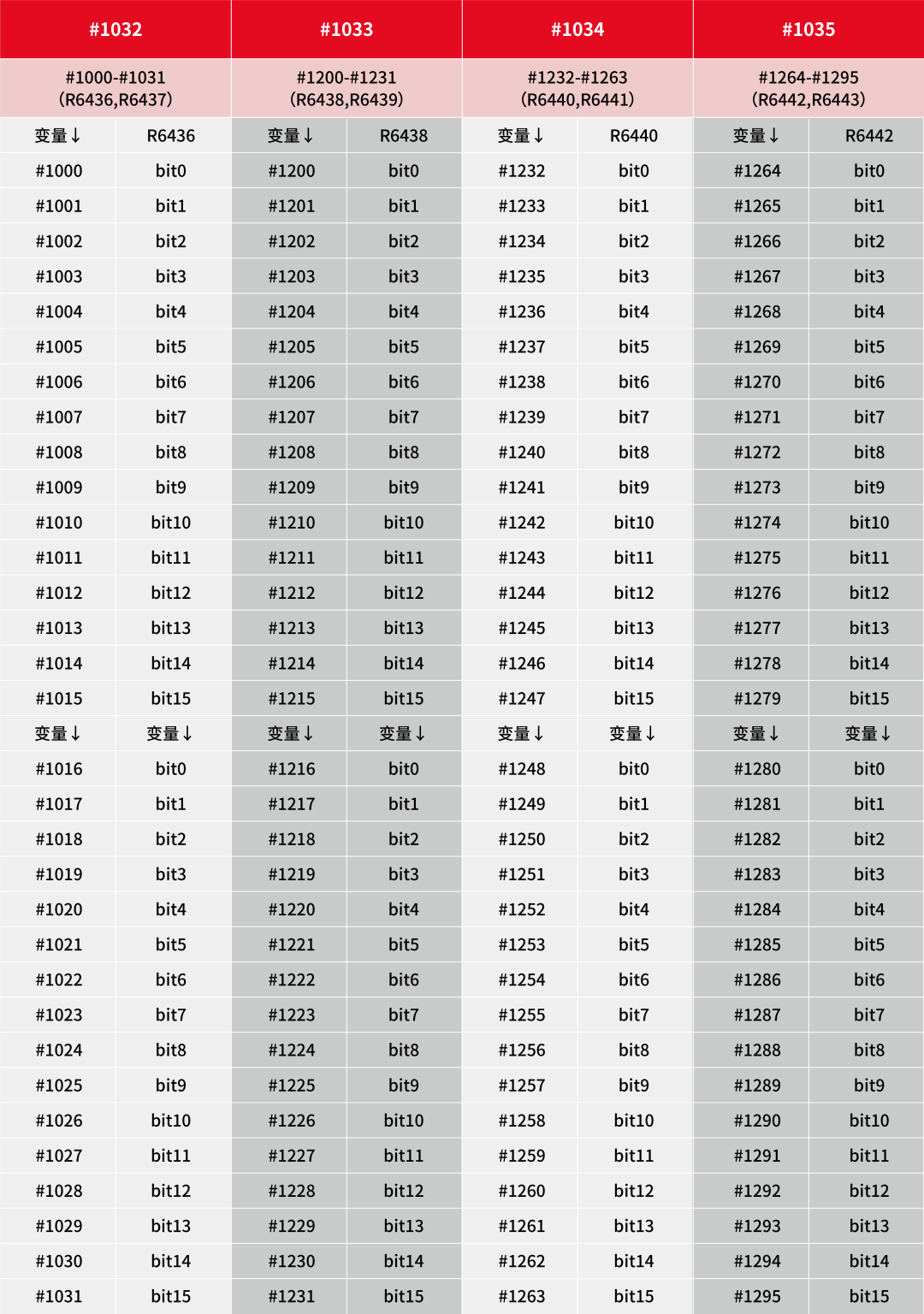
表 2
宏接口输出(NC→PLC),系统变量与PLC寄存器对照表。
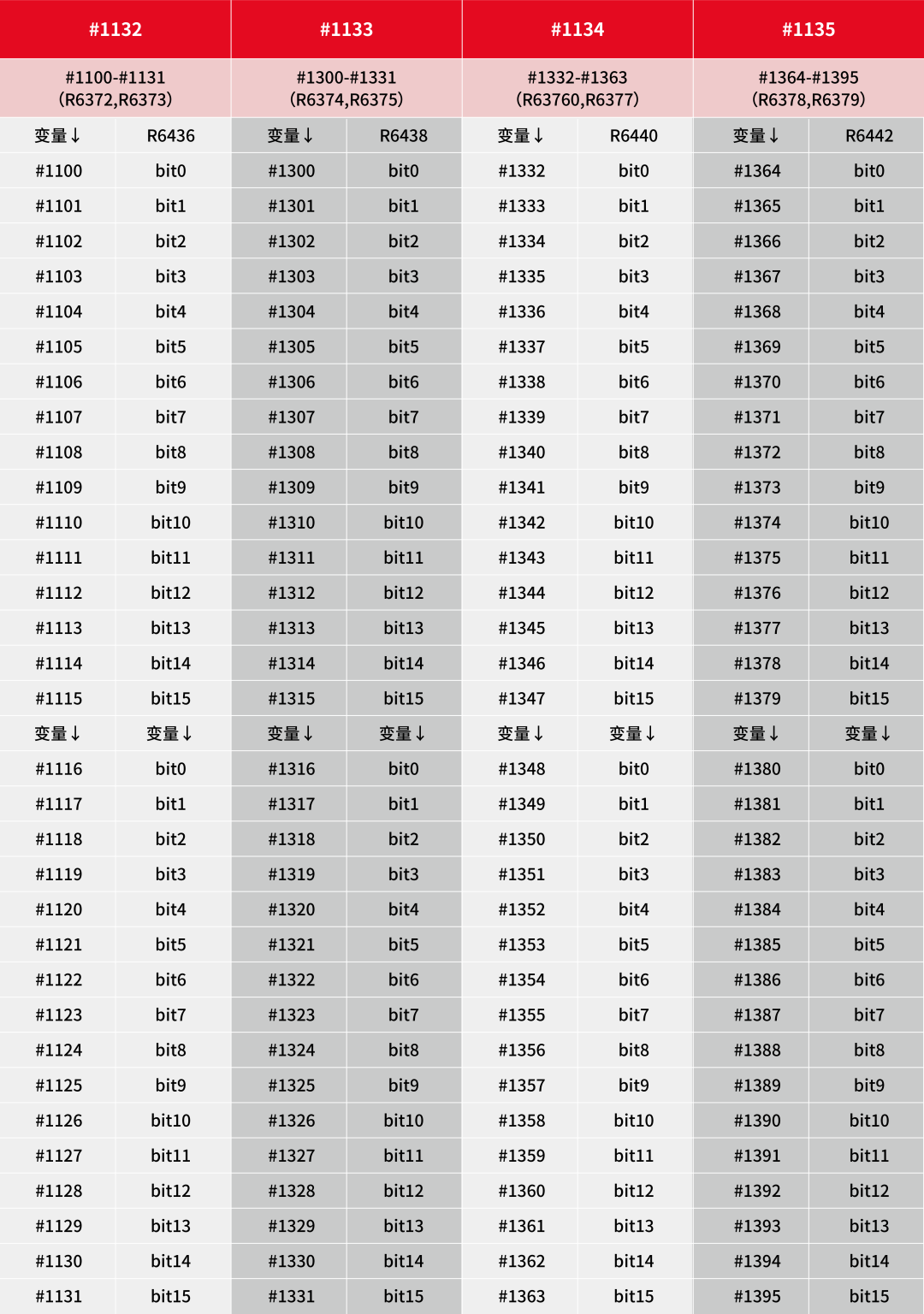
表 3
▲注意事项
①本资料内容只限于单系统控制(单通道),如使用多系统控制时,对应的接口有所变化,请查阅相关规格资料。
②多系统控制时,宏接口的变量是否共用,取决于机床制造商的规格(参数“#1230 set02/bit07”)。
使用案列
▲案例一:读取当前刀具编号
使用宏程序方式进行换刀或对刀时,需要判断呼叫调用的刀具是否为当前刀具,可直接忽略换刀动作。

▲案例二:信号动作输出
多工装夹具加工时,每个夹具均由单独电磁阀控制气缸动作,如在程序中使用M代码进行编写,不但会影响效率(编写及PLC处理时序变长),而且不够灵活。
可以使用宏接口批量输出方式,通过指定系统变量的值,就可以实现全部或局部工位控制。


结语
使用宏接口的输入输出功能,可以很方便通过程序,就能实现NC与PLC间的互通,让生产应用更为灵活智能。如需要了解更多此功能的规格及应用,请联系三菱电机CNC及授权代理商。
关于三菱电机自动化(中国)有限公司
作为全球自动化领域的领导厂商,三菱电机以其优秀的自动化产品和技术服务于全球各行业用户。在中国,三菱电机的PLC、变频器、伺服、CNC、低压电器、工业机器人、加工机等产品运行在各行各业,e-F@ctory智能制造解决方案构建出智能化工厂的框架并落地实施,为中国经济发展积极做出贡献。
更多请详见网站:https://www.mitsubishielectric-fa.cn/