位置坐标信息应用
功能概述
可在加工程式中,通过调用固定的变量来读取系统各轴的位置坐标信息,包括终点坐标值、机械坐标值、工件坐标值、跳跃坐标值、工件位置补偿量、伺服偏差量等,根据坐标信息来实现与位置相关的功能。
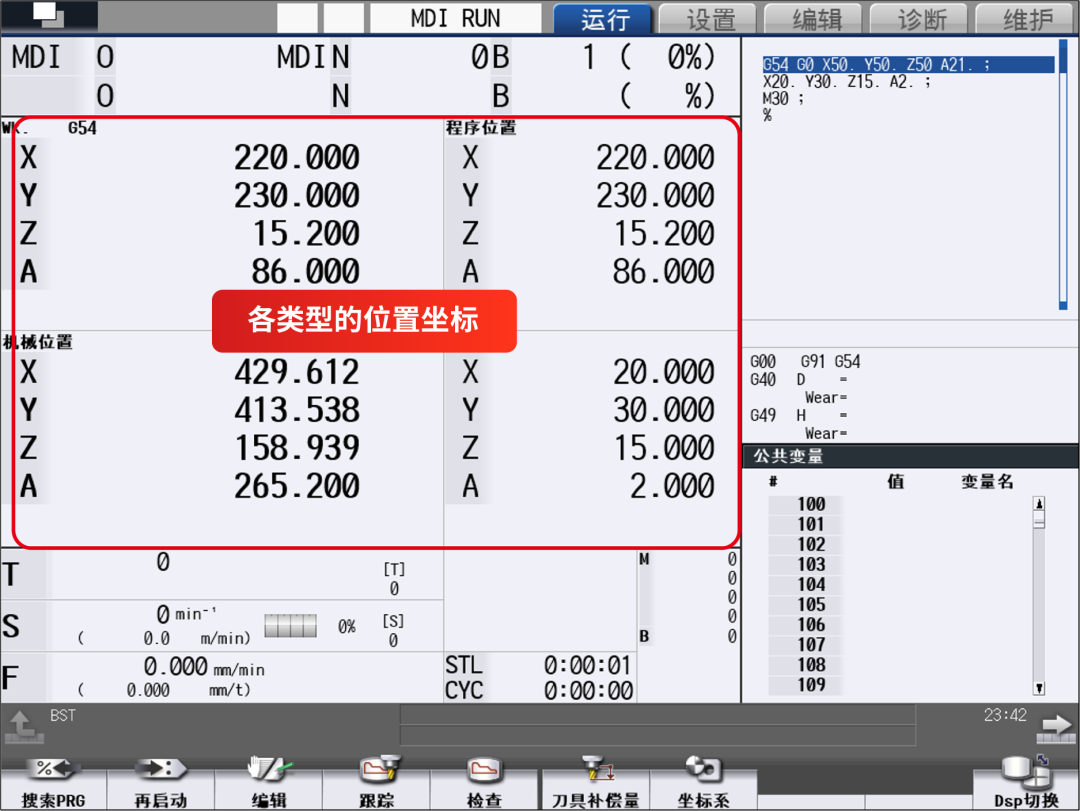
图1
设定方法
2.1 变量说明

表1
2.2 注意事项
① 可控制轴数因规格而异。
② 变量编号的最后1位数字对应控制轴编号,如#5001中的「1」,代表第1轴(常见如「X」轴)。
③ 终点坐标、跳跃坐标、伺服偏差量即使在移动过程中也可读取,但机械坐标、工件坐标需在确认移动停止后读取。
④ 终点坐标表示不考虑刀具补偿等的刀尖位置,但机械坐标、工件坐标、跳跃坐标表示考虑到刀具补偿的刀具基准点位置。
⑤ 跳跃坐标表示G31 的程序段中跳跃信号接通的位置。若跳跃信号未接通,则为其终点位置。
使用案列
3.1 跳跃信号获取位置坐标
自动对刀应用是通过对刀仪中的感应信号来获取刀具的位置坐标,主要应用在多刀多坐标的场合,辅助刀具库的管理。
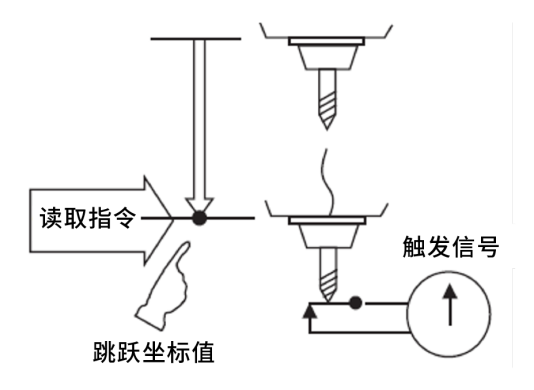
图2
在配合使用G31 指令的直线插补,输入外部跳跃信号,则立即停止机床移动,读取坐标值,计算后赋值到坐标系或刀具系统中。
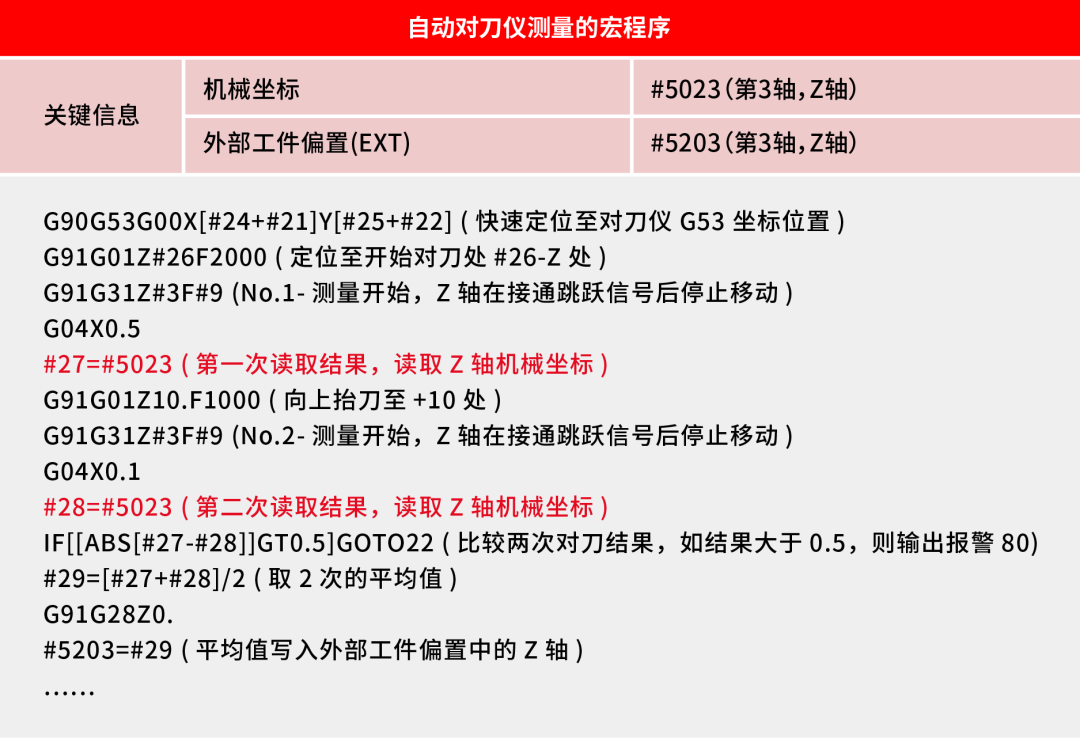
表2
结语
使用宏来调用系统的位置坐标信息,可以更多地实现与位置相关的功能应用等。如需要了解更多此功能的规格及应用,请联系三菱电机CNC及授权代理商。
关于三菱电机自动化(中国)有限公司
作为全球自动化领域的领导厂商,三菱电机以其优秀的自动化产品和技术服务于全球各行业用户。在中国,三菱电机的PLC、变频器、伺服、CNC、低压电器、工业机器人、加工机等产品运行在各行各业,e-F@ctory智能制造解决方案构建出智能化工厂的框架并落地实施,为中国经济发展积极做出贡献。
更多请详见网站:https://www.mitsubishielectric-fa.cn/