宋航伟
四川雅安金安浆业有限公司,地址:四川省雅安市 邮编;625000
摘要:
我单位是制浆造纸厂,碱回收炉有 14台吹灰器,用于定时对锅炉内部的管道积灰通以蒸汽进行吹扫清除。原来设计用 钮子开关逐台顺序启动,启动每台吹灰器上的 1.1kw电机,电机带动跑车及吹管沿轨道前进 3.5m撞到机械(前)限位开关 后,电机停止并反转返回到起点(撞到起点限位开关后)停止,完成一次吹灰。由于现场环境不好,灰尘大,并有碱灰腐蚀 限位开关,致使开关经常失灵,跑车到位后不停止而出轨,撞坏。为此决定减少限位开关的数量,减少故障点,取消前限位, 后限位用接近开关(不怕灰尘)用 LOGO!进行定时控制,控制跑车的通电时间进而来控制跑车的行程。另外,由 LOGO实 现 7台吹灰器自动按顺序起停控制。
关键词:跑车行程控制;替换机械行程开关;边沿触发脉冲继电器进行顺序控制。
1 项目简介
原来对 14 台吹灰器,是使用机械式行程开关控制,由于环境灰尘大且有腐蚀,控制经常失灵,(到前限位不返回继续向前跑,或返回到后限位不停止致使跑车撞坏,而且每年都要更换大量的行程开关,电工维护工作量大,为解决该问题,决定用 LOGO的时间继电器控制跑车的行程取消易出故障的行程开关。
现在,经过近一年的使用解决了跑车经常因开关触点接触不良造成不能启动和停止和跑车掉道的问题 。
现在,经过近一年的使用解决了跑车经常因开关触点接触不良造成不能启动和停止和跑车掉道的问题 。
2 工艺流程介绍
跑车轨道长 3.5M,从起点走到前限位用时 1分 15秒,返回与前进相同,到后限位应停止否则发超时报警
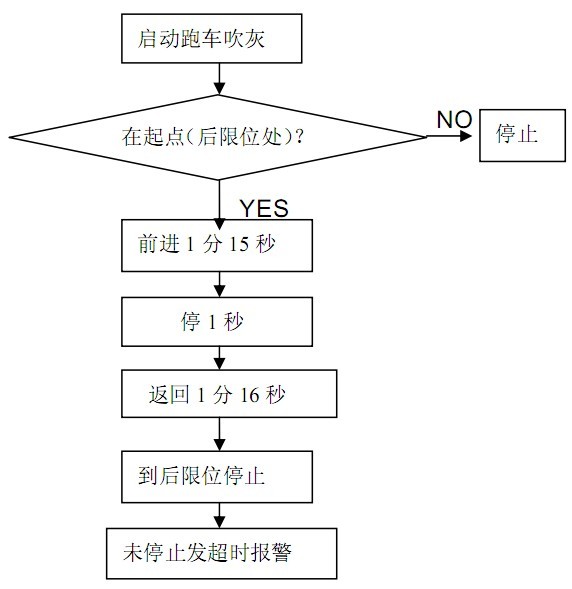
图 1 吹灰器跑车单台自动控制流程图
3 方案确定
因 LOGO!控制器工作可靠,编程方便,可代替大量的各种继电器故选用。现有 14台吹灰器(分左右 各 7套排列),每列要用 16个输入,15个输出点,因此,要用两套 LOGO!装置,每套由一个 LOGO !230RC AC 挂 3个 DM8 230R组成,每套控制 7台吹灰器。
4 产品硬件配置
每台跑车要 2个输入,2个输出信号,7台需要 14个输入,14个输出另加一个顺控启动一个报警复 位总共要 16个输入点,15个输出点。选用 LOGO!230RC另加 3个扩展模块 DM8 230R。
注 : 所 附 线 路 接 线 图 图 片 中 一 套 使 用 的 是 LOGO!230RCo+3 个 DM8,另 一 套 实 际 使 用 的 是 LOGO!230RC+DM16 +DM8。
5 软件开发

碱炉吹灰器 LOGO!程序说明
1 完成前进回退计时控制,前进由盘上的钮子开关启动,后退到位由接近开关检测;
2 只有当接近开关检测到跑车停止在后限点上时才可以启动前进(保证行程精确);
当 I1 ,I2 同为高电平时 B001(上升沿触发与门)输出为高电平,启动 B002(断开延时继电器)启 动 Q1前进接触器动作,经 1分 15秒后 Q1停止,同时 B003等待 1分 16秒后输出为高电平 B004置位 Q2动作开始后退,B006置位 B008(延时接通继电器)开始计时,当跑车经 1分 18秒后仍未使 I2动作发 出发出超时报警(B008输出高电平 B041 B042 Q11动作)。
当跑车后退到位使 I2动作经 B005使 B004触发器复位 Q2停止,
当跑车后退到位使 I2动作经 B007使 B006触发器复位 B008停止计时,不会发出超时报警。 I11为超时报警复位按钮,复位 B006 B008。
3 程序分 7段,每段控制 1台跑车,其中第一段有超时报警程序,其余相同。
4 自动顺序控制 7台跑车由 I16启动,由 I16,B044,B045(起 2#);B054,B050(3#);B055,B051(4#);;B056,B052 (5#);B074,B075(6#)B076,B077(7#)完成,其中,B045,B050,B051,B052,B075,B077为上升沿触发时间继电器,当 I16为 1时启动 B045开始计时等待 3分钟(为一台跑车完成一次吹灰所用的总时间)然后输出一个时长为 1秒(保证可靠触发)的脉冲去启动下一台的定时器 B050依此类推,直到第 7台走完,程序停止。
6 应用体会
LOGO! 控制器的使用使硬件设备减少,线路简化,维修方便,故障减少,提高了我单位碱回收锅炉效 率,维修费用大幅下降。以前,每年都要撞坏 3,4个跑车,更换一个跑车的费用要 4000余元。
7 意见与建议
希望 LOGO! 控制器以后能挂更多的扩展模块,现在数字量输出?大仅 Q1-Q16。 参考文献
[1] 参考文献:LOGO!手册

