本文来源:三菱电机自动化中国微信公众号
在进行机床调试时,是否遇到过这些问题:
加工程序路径是否合理?
各轴进给速度是多少?
主轴负载有多大?
PLC输入输出信号是否有变化?
概述 任意程序测试功能
任意程序测试功能是三菱电机CNC伺服主轴调试软件NC Analyzer2中的一项测试功能。通过该功能可对三菱电机CNC系统中的伺服轴、主轴、PLC等信息进行采样,方便调试人员查找及确认问题。
任意程序测试功能可对应的测试项目如下:
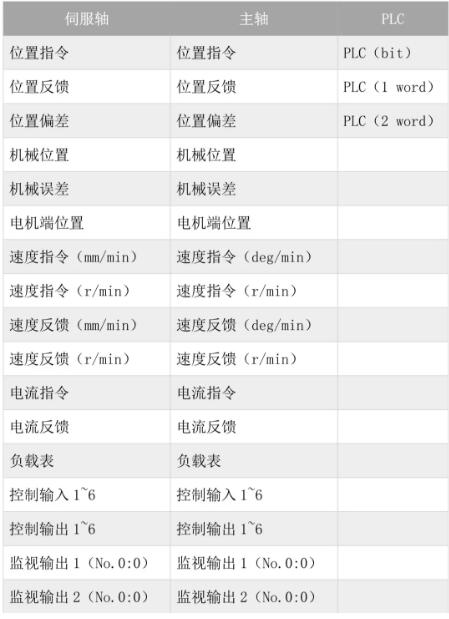
使用方法
01、CNC侧设定
在使用任意程序测试功能之前,我们需要将确认以下几个参数的设置:
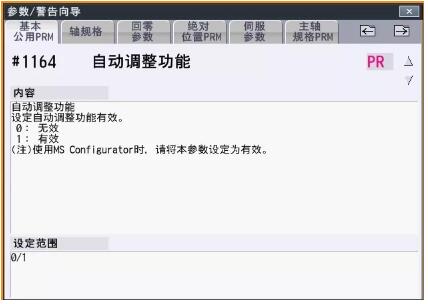
图 1
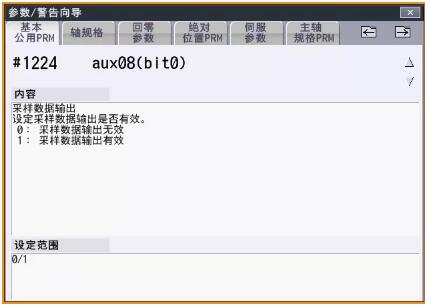
图 2
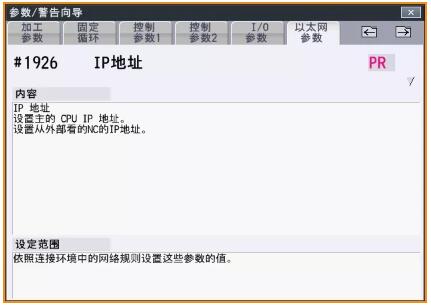
图 3
CNC侧需要确认上述三个参数,#1164需设置为“1”,开启自动调整功能;#1224bit0位设置为“1”,使采样数据输出有效;最后确认CNC测试LAN1口IP地址,需要与PC建立以太网连接。
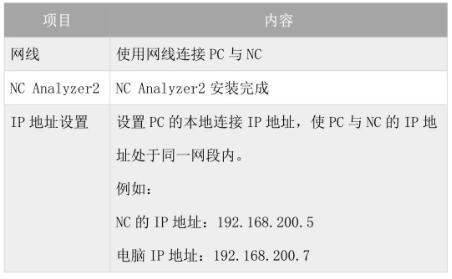
02、PC侧设置
CNC侧参数设置完成后,进行PC侧设置,需设置项目如下:
03、新建工程
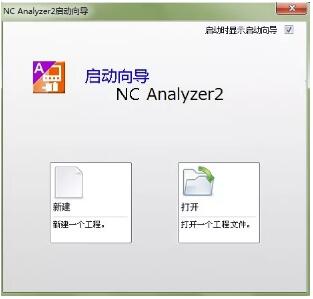
图 4
在完成CNC与PC侧设置后,可在PC端打开NC Analyzer2软件,在弹出的“启动向导”画面上选择“新建工程”。
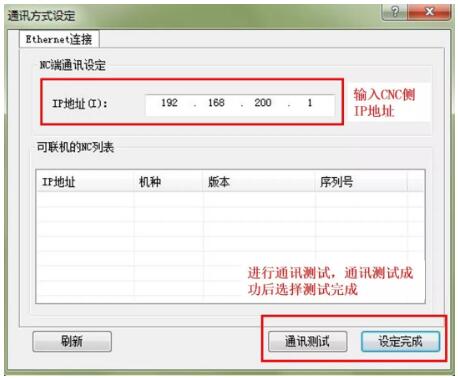
图 5
在弹出“通讯方式设定”画面上,首先输入CNC侧IP地址(即CNC参数#1926),之后进行通讯测试,通讯测试成功后,选择设定完成,最后输入工程名及保存位置,新工程创建完毕。
04、任意程序测试
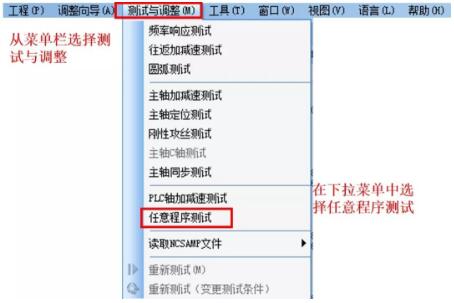
图 6
从菜单栏选择“测试与调整”,在下拉菜单中选择“任意程序测试”,即可开始使用任意程序测试功能。
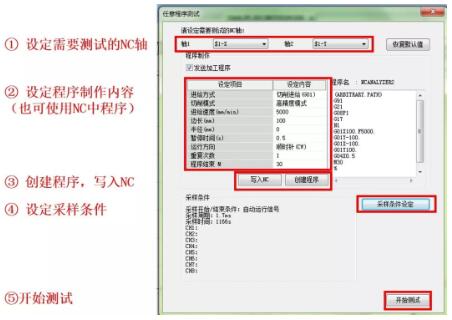
图 7
开始任意程序测试后,首先需要设定测试内容,如测试轴、加工程序、采样条件等设置,对于采样条件的设定,可根据实际需求进行选择,如下图所示:
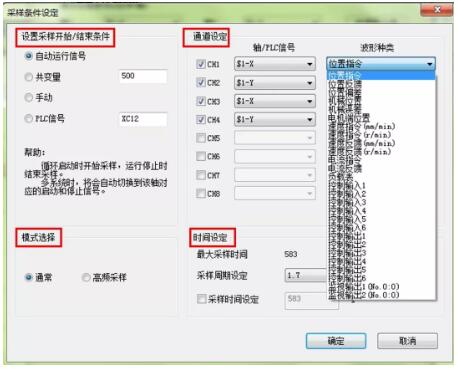
图 8
需要对采样条件的“设置采样开始/结束条件”“模式选择”“通道设定”“时间设定”四部分内容进行设置。设置完成后即可以开始进行任意程序测试采样。
功能演示
01、X、Y轴位置指令及位置反馈
使用CNC系统已有程序进行采样,采样条件为X轴、Y轴的位置指令及位置反馈。测试条件设定如下:
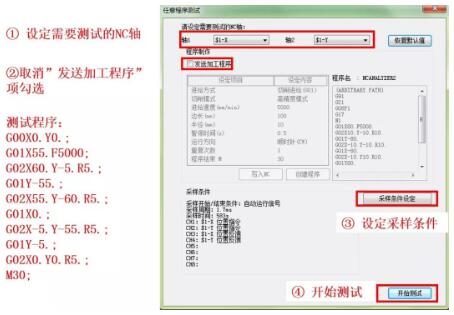
图 9
采样条件设定如下:
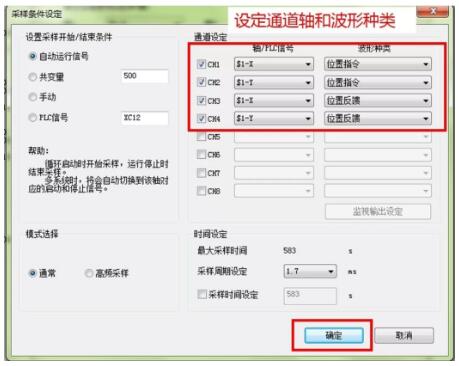
图 10
采样结果如下:
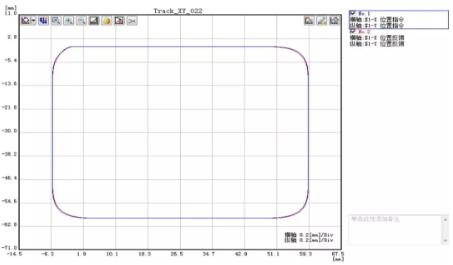
图 11
通过“切换图形模式”功能,可显示时序波形,时序波形如下:
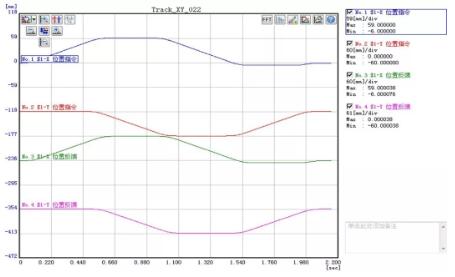
图 12
02、PLC(bit)测试
在进行PLC相关测试时,仅需设定“采样条件”即可。PLC(bit)测试时,采样条件设定如下:
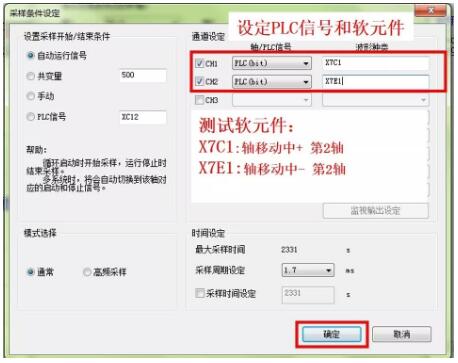
图 13
在“轴/PLC信号”中选择PLC(bit),“波形种类”中输入要采样的软元件即可。
测试后,切换为时序列波形,采样结果如下:
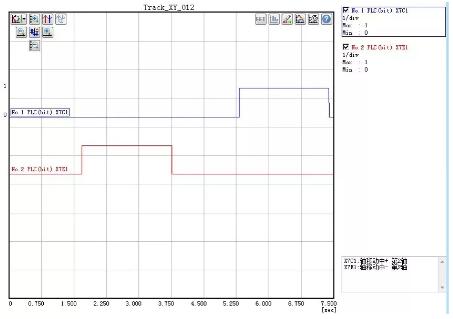
图 14
如需了解更多技术和产品,欢迎留言建议,我们将更有动力和方向进行约稿!感谢您的支持和关注!