钻攻机刀库PLC专用指令介绍
钻攻机刀库简介
钻攻机作为3C产品加工的主流机型,其市场保有量常年处于较高水平。钻攻机所配的刀库通常为下图1所示的斜盘式刀库(也叫太阳式刀库),刀库一般安装在主轴上端正面,刀库容量一般不超过21把,其主要特点是换刀速度较快。

图1
钻攻机刀库控制方式主要分类:
① 普通电机+计数开关控制的凸轮结构普通刀库
② 通用伺服电机控制的伺服刀库
③ NC伺服电机控制的伺服刀库
不同控制方式的刀库在三菱电机系统中PLC编程差别较大,其中以普通刀库的PLC编写难度相对最大,下面以普通刀库为例进行介绍。
刀库PLC专用指令介绍
钻攻机刀库存放的刀具与其所处的刀套(刀爪)为固定的一一对应关系,不随刀库旋转换刀而发生变化(如图2)。针对这种刀库特点,可采用三菱电机系统的固定式指针方式对其进行数据管理。
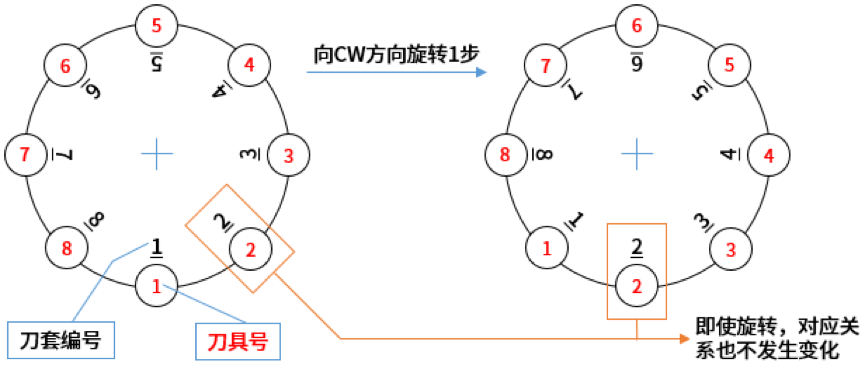
图2
1 钻攻机普通刀库换刀时PLC专用指令使用顺序如下:

图3
2 刀库PLC专用指令详述
(1) S.ATC K1搜索指令
指令说明:在刀库(刀具数据表)保存的刀具中搜索目标刀号,输出匹配的刀具在刀具数据表中的位置
指令格式:[S.ATC K1 Rn Rm Mm]
Rn - 搜索数据存储的R寄存器编号
Rn+1 - 搜索结果(匹配刀具位置)输出的R寄存器编号
Rm - 刀库刀具数量存储的R寄存器,即R10610
Mm - 结束信号,错误结束时为1
示例:

图4
(2) S.ROT K1旋转体分度指令
指令说明:计算刀库的旋转方向和分度步数等
指令格式:[S.ROT K1 Rn Rm Mm]
Rn - 指定ROT K1指令参数R寄存器编号
Rn+1 - 指定当前位置的R寄存器编号
Rn+2 - 指定目标位置的R寄存器编号
Rn+3 - 指定输出数据存储的R寄存器编号
Rm - 旋转体分度数R寄存器,即刀库容量R10610
Mm - 旋转方向,0为CW、1为CCW
S.ROT K1指令参数R寄存器的具体内容如下图5所示:
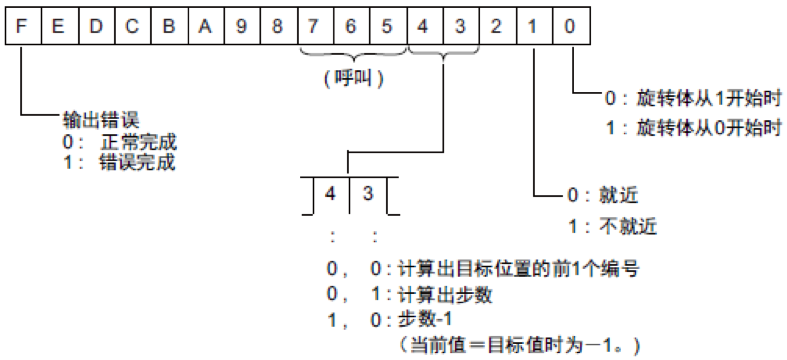
图5
示例:
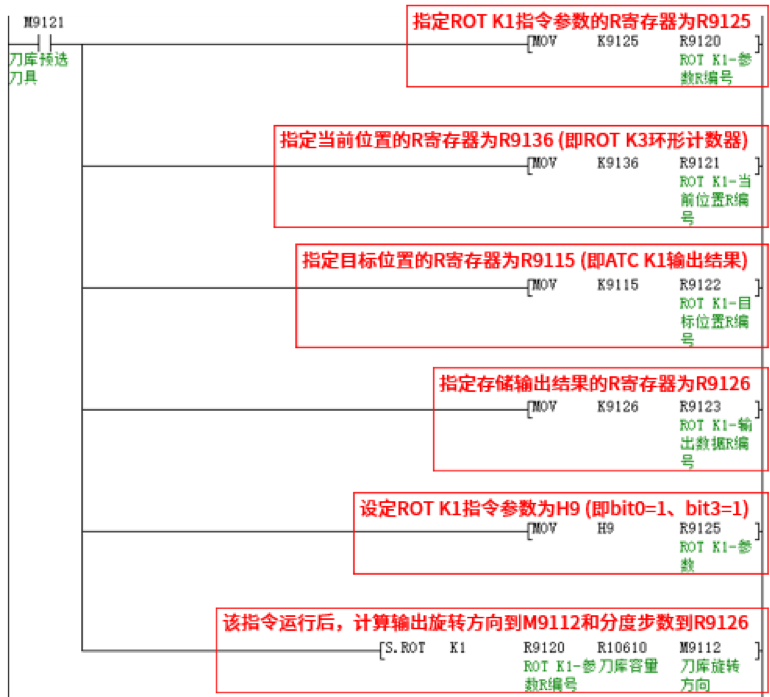
图6
(3) S.ROT K3环形计数器指令
指令说明:刀库旋转过程中进行环形计数,即实时更新当前位置
指令格式:[S.ROT K3 Rn Rm Mm]
Rn - 指定ROT K3指令参数R寄存器编号
Rn+1 - 指定环形计数器R寄存器编号
Rm - 旋转体分度数R寄存器,即刀库容量R10610
Mm - 结束信号,错误结束时为1
S.ROT K3指令参数R寄存器的具体内容如下图7所示:
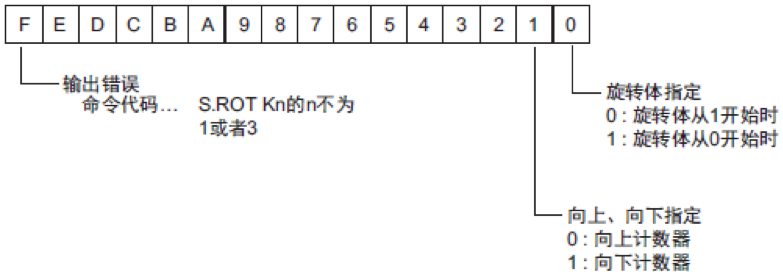
图7
示例:
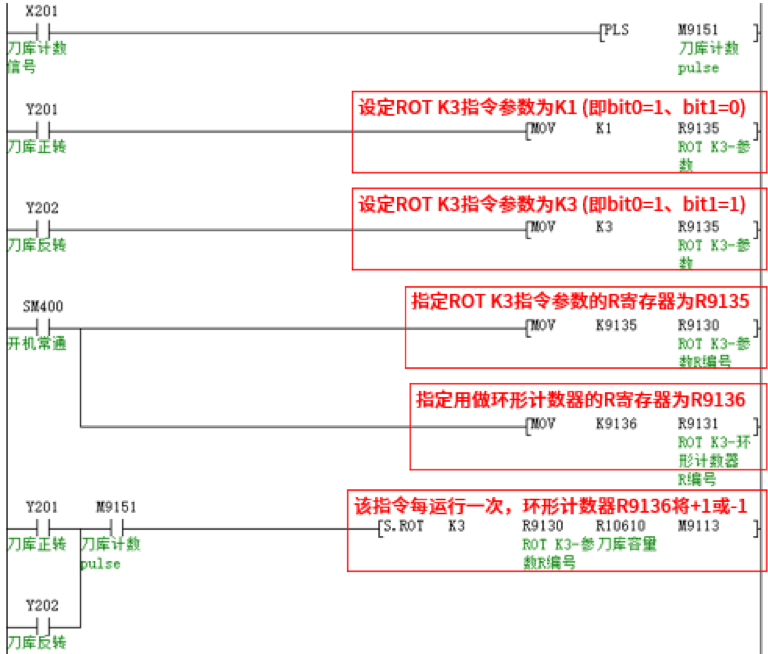
图8
(4) S.ATC K11刀库初始化指令
指令说明:用于一次性写入刀号,一般在刀库初始安装或刀库混乱后需要对刀库刀具进行重新整理时使用
指令格式:[S.ATC K11 Rn Rm Mm]
Rn - 指定刀库初始值存储的R寄存器编号
Rm - 旋转体分度数R寄存器,即刀库容量R10610
Mm - 结束信号,错误结束时为1
示例:
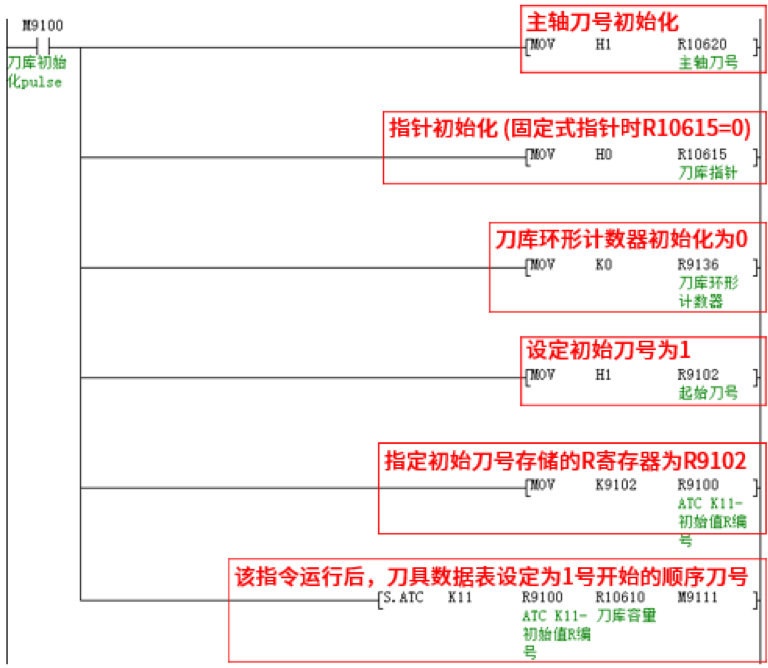
图9
关于三菱电机自动化(中国)有限公司
作为全球自动化领域的领导厂商,三菱电机以其优秀的自动化产品和技术服务于全球各行业用户。在中国,三菱电机的PLC、变频器、伺服、CNC、低压电器、工业机器人、加工机等产品运行在各行各业,e-F@ctory智能制造解决方案构建出智能化工厂的框架并落地实施,为中国经济发展积极做出贡献。
更多请详见网站:https://www.mitsubishielectric-fa.cn/