刚性攻牙是通过控制伺服和主轴位置同步,实现螺纹加工的一种方式,也称为同期攻牙。
这也是三菱数控系统的重要功能之一,攻牙的调整,可以优化攻牙的精度,效率与稳定性。本期小编主要向大家介绍,使用三菱伺服调整软件NC Analyzer2进行刚性攻牙调整的应用。
攻牙指令
攻牙精度
01
刚性攻牙循环的指令说明:
攻牙循环指令(G84/G74)编程格式如下:
G84 Xx1 Yy1 Zz1 Rr1 Qq1 Ff1(Ee1) Pp1, Rr2
Xx1 指定钻孔点位置( 绝对值或增量值)
Yy1 指定钻孔点位置( 绝对值或增量值)
Zz1 指定孔底位置( 绝对值或增量值)( 模态)
Rr1 指定R点位置( 绝对值或增量值)( 模态)
Qq1每次的切入量( 增量值)( 模态)
Ff1 刚性攻牙时,主轴每1 转的钻孔轴进给量( 攻牙螺距)( 模态)
Ee1 刚性攻牙时,( 每英寸的螺纹数)
Pp1 孔底的暂停时间( 模态)
,Rr2 同步模式选择
G84 右旋螺纹指令,G74左旋螺纹指令
02
电气攻牙精度说明
刚性攻牙电气控制精度表(JIS标准)

表1 刚性攻牙电器控制精度表
NC Analyzer2的使用
NC Analyzer2软件界面如下,分为四大功能块:
01
控制菜单栏:软件相关功能选择
02
工程目录区:测试的内容分类显示
03
波形观测区:显示采集的波形
04
关联参数区:显示测试项目的关联参数

图1 软件界面
在“测试与调整”菜单,选“刚性攻牙测试“
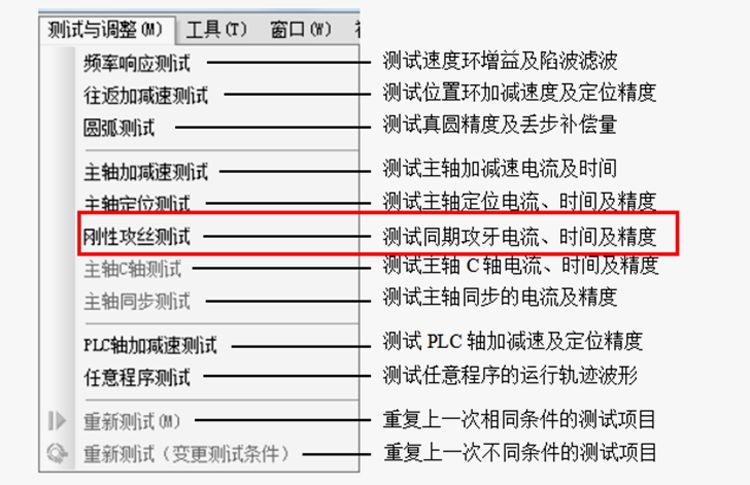
图2 测试与调整菜单
刚性攻牙
调整步骤
01
调整前准备:
a) 完成伺服轴(通常Z轴)的(#2205)速度环增益调整.
测定并设置伺服轴摩擦扭矩;垂直轴、倾斜轴的扭矩偏置(#2232).
完成伺服轴Z-X(Y)轴的真圆度调整.
b) 将机械侧补偿参数背隙补偿、螺距补偿设置无效,调整结束后恢复原设置值.
c) 确认刚性攻牙测试条件,螺距及攻牙最高转速.
d) 准备软件及工具:NC Analyzer2,螺纹量规(止规、通规).
攻牙调整
参数设定
以攻M6的牙为例,设定攻牙最高转速S3000[r/min]进行调整说明。

表2 刚性攻牙相关参数设定
主轴加速
时间测试
测试后按照下图,进行区域选择操作,电流的上升沿开始,到达设定速度为止,确认B-A 的时间。
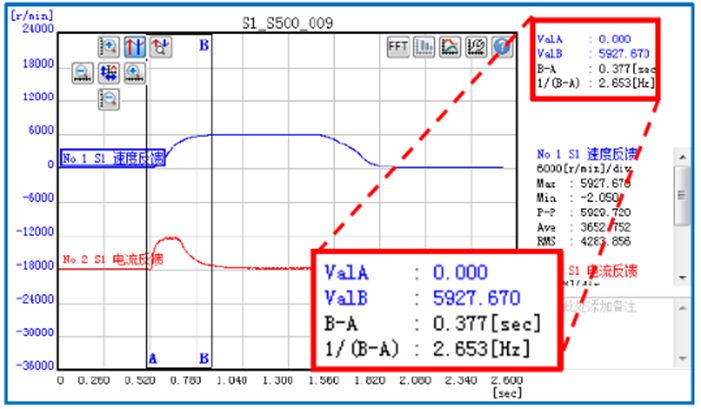
图3 加速时间波形图
上图中显示为B-A:0.377秒,约等于380毫秒。
攻牙时间
常数设定
01
主轴参数#3013~#3016(攻牙转速)
根据需求,结合主轴电机扭矩,转速特性设定各段攻牙最高转速
注:本示例统一设为3000 r/min
02
主轴参数#3017~#3020 (时间常数)
设定1-1.2 倍已测得的加速时间(390毫秒)
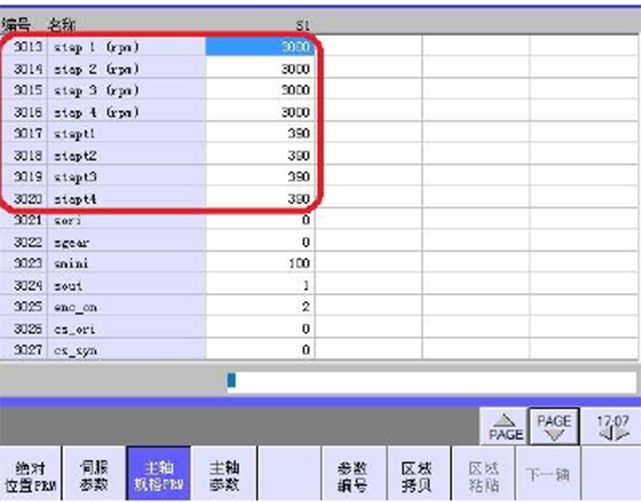
图4 刚性攻牙时间常数设定
制作攻牙
测试程序
01
在“测试与调整”,选择“刚性攻牙测试”
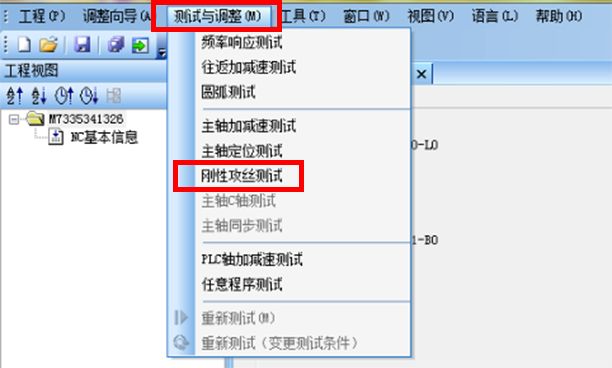
图5 刚性攻牙测试选项
02
“主轴转速(r/min)”,设攻牙最高转速。为达到设定转速,请在“螺孔深度”设定合适的深度数据。
03
完成设定后点“开始测试”。
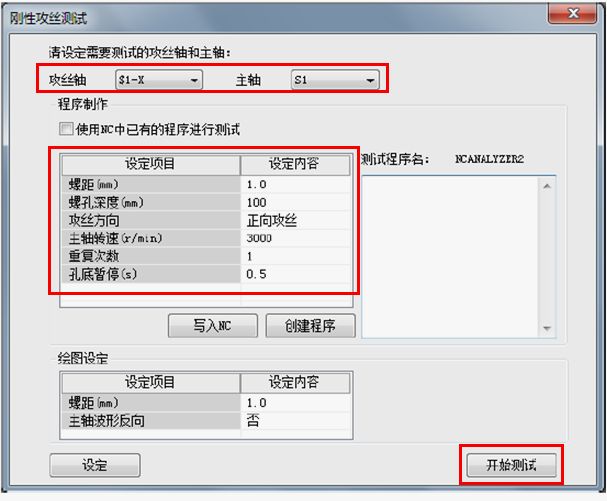
图6 攻牙程序制作画面
<波形设定>
攻牙测试时软件默认设定如下,无需变更
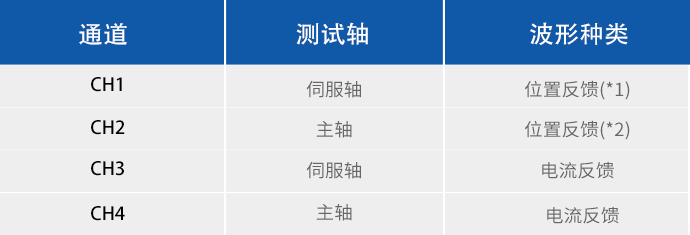
表3 刚性攻牙默认波形设定
(*1)软件绘图时,会根据两根轴的位置反馈进行计算,显示刚性攻牙误差和各轴的速度转换值。
(*2)高速刚性攻牙时,自动切换为负载表。
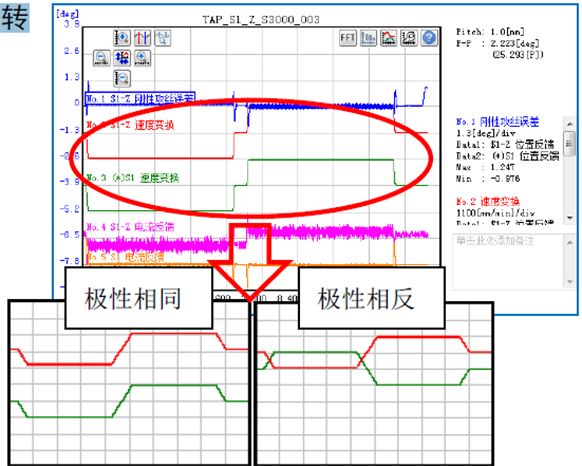
主轴位置反馈极性设置
■ 确认波形No.2($1-Z 速度转换)和No.3(S1 速度转)的波形极性是否相同。
■ 若极性不同,按下面的步骤进行设定。
图7 主轴位置反馈极性确定
【处理方式】
1. 点击图形上的“图形转换”按钮。
2. 点击“波形反向”。
3. 将希望进行极性转换的波形打勾。
4. 点击“确定”。
5. “S1 位置反馈”变为“(*)S1 位置反馈”。
6. 点击“确定”。
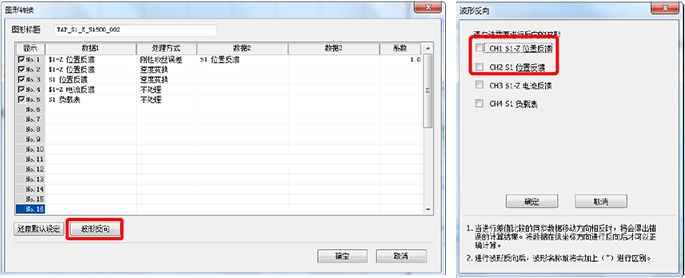
图8 攻牙波形极性转换
攻牙误差
波形确认
01
确认攻牙时电流反馈极值(No.5 S1)。
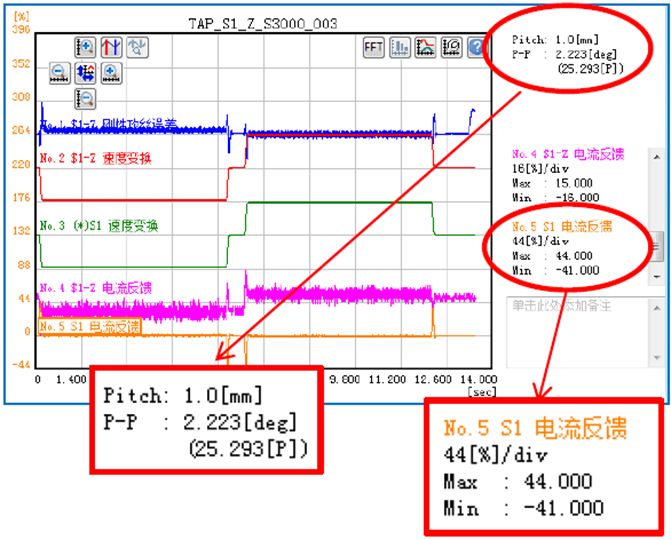
图9 刚性攻牙电流波形
【判定标准】
■ 测试时电机电流正负极值应限定在±70%以内。
■ 电流极值超过上述范围,增大时间常数设定(#3017~#3020),使电流极值符合上述要求。
■ 如电流极值绝对值远小于70%时,逐步减小时间常数设定值,可以缩短攻牙时间。
■ 上图中电流极值Max:44%、Min:-41%在限定内。
02
确认No.1 刚性攻牙误差的P-P 值。
【判定标准】
■ 判定参考上文表1“刚性攻牙电气控制精度”。
■ 当处于判定标准外,可参照下表,调整位置环增益。

表4 刚性攻牙位置环增益设定
■ F1.0(M6)时,误差值在12.96[deg]以内,判定合格
■ 图中P-P 值2.223[deg],在标准以内
03
确认电流波形。

图10 刚性攻牙电流波形
■ 若红圆圈中的波形高度不同,可缩短攻牙时间常数。
■ 电流值或波形没有余量时,刚性攻牙调整完成。
关于三菱电机自动化(中国)有限公司
作为全球自动化领域的领导厂商,三菱电机以其优秀的自动化产品和技术服务于全球各行业用户。在中国,三菱电机的PLC、变频器、伺服、CNC、低压电器、工业机器人、加工机等产品运行在各行各业,e-F@ctory智能制造解决方案构建出智能化工厂的框架并落地实施,为中国经济发展积极做出贡献。
更多请详见网站:https://www.mitsubishielectric-fa.cn/