什么是NC轴?
什么是PLC轴?
二者有何区别?
NC轴,是数控系统中,通过系统直接控制、可以实现互相插补的轴,如加工中心中X/Y/Z轴。
PLC轴,则是数控系统中,通过PLC程序控制的轴,如部分刀库轴。
二者的主要区别为控制方式的不同。另外,NC轴可以实现插补,而PLC轴不可以。
那什么是NC轴/PLC轴切换功能?
大家不要急,听小编慢慢道来:
NC轴/PLC轴切换功能
本功能指对1个驱动单元动态切换NC轴和PLC轴进行控制。在NC轴控制中可使用NC伺服轴的功能;在PLC轴控制中可使用PLC轴的功能,还可使用NC伺服轴的一部分功能/信号。

图 1
PLC轴缓存模式运行
在缓存模式下,通过多个程序段进行PLC轴指令( 控制信息数据),以切换指令。可对控制信息数据分别设定轴指定,最多可对3轴进行顺序控制(本文仅介绍1轴)。缓存模式下的控制数据,设为3段(ABC),每段内容与单段模式时的定义相同。运行时,按照A-B-C的顺序,即使PLC中三段同时接通。
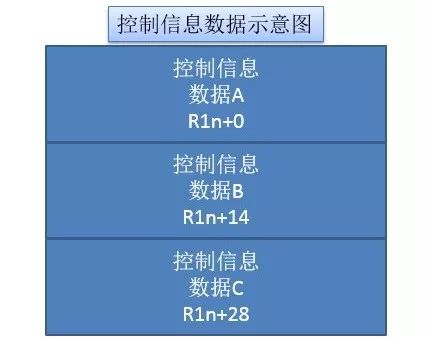
图 2
NC轴/PLC轴切换
及PLC轴缓存模式运行功能效果
在数控机床运行中,经常需要NC插补轴分别进行控制,如下图3例子中能够实现换刀过程中同时进行工作台定位,缩短时间,提高机床效率,同时为了减少振动,在换刀时需要Z轴进行多段速运行不减速。类似的功能需求还有双动力头机床同时加工等应用。

图 3
案例技术要求
换刀时为了缓解冲击,在中途变更Z轴速度,为了不减速至零从而耗费时间,希望在不减速的状态下变更速度。可同时执行XY轴移动与Z轴移动为前提条件,以实现上图3的效果。
通过组合以下2个功能:
?NC轴/PLC轴切换
?PLC轴控制(缓存模式)
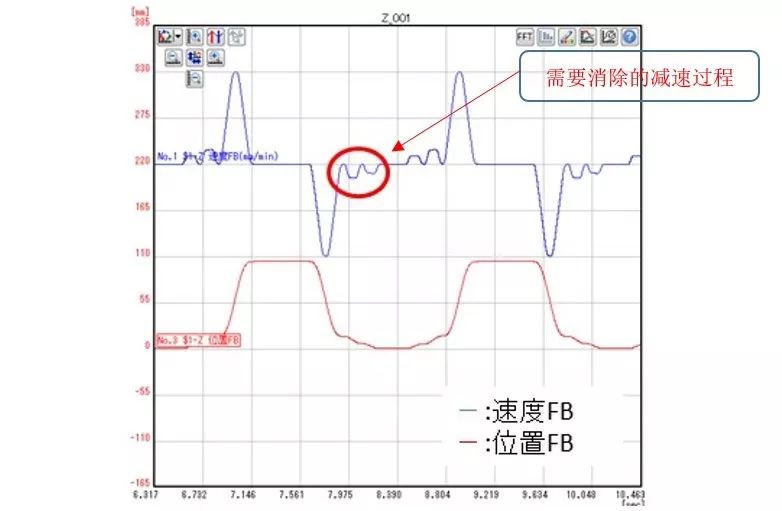
图 4
下表为分析PLC缓存模式寄存器数据的要求。

表 1
案例功能开发步骤
步骤1:参数设置
此例中将Z轴#2187=2(PLC轴I/F=1已被刀库轴使用)。
步骤2:梯形图编辑
1. YBC2(NC轴/PLC轴转换要求 第3轴)开启转换,使用M80开启,M81关闭。(本文M80、M81等M代码及辅助功能完成等内容请自行完善)

图 5
2. PLC轴缓存模式A段,使用M90为开启条件。
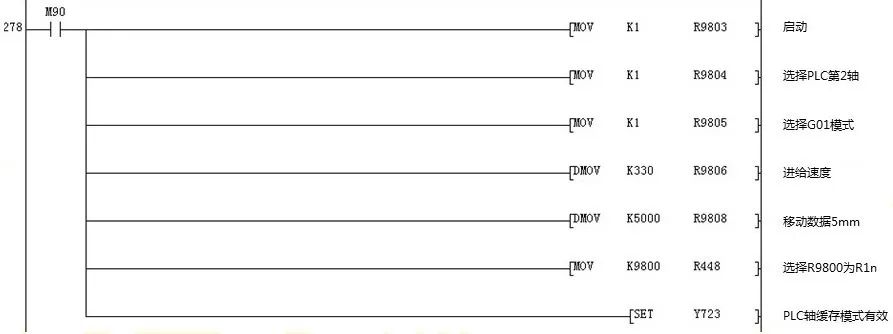
图 6
3. PLC轴缓存模式B段,使用M90为开启条件。
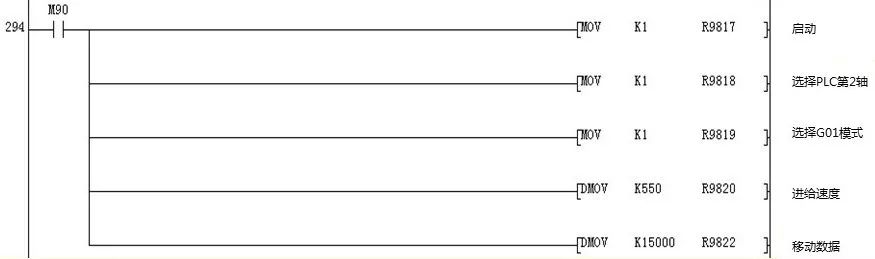
图 7
注意: B段中R9817为A段中R9803+14,其他R寄存器类推。
4. PLC轴缓存模式C段,使用M90为开启条件。
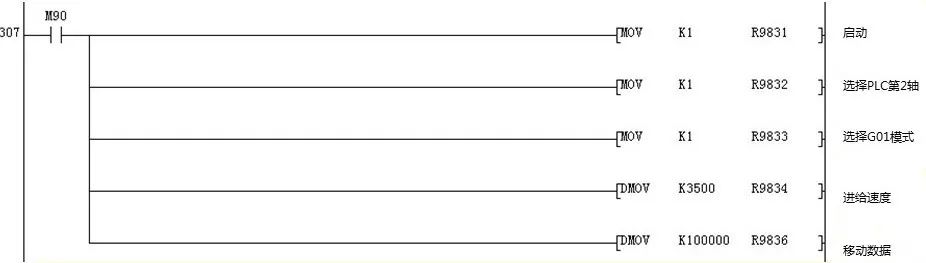
图 8
注意: C段中R9831为A段中R9803+28,其他R寄存器类推。
5. PLC轴缓存模式完成后,使用M81关闭。
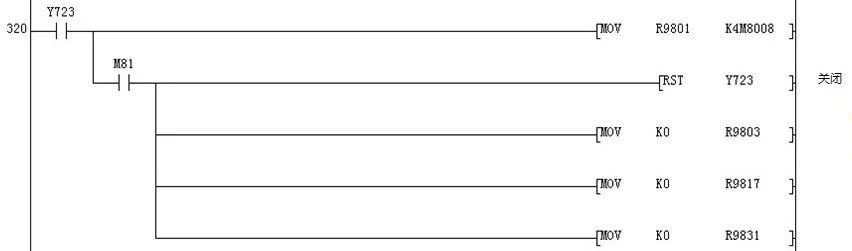
图 9
步骤3:功能验证程序

图 10
步骤4:波形图验证
1. ABC速度顺序升速,Z轴速度未见减速。

图 11
2. ABC速度升降结合,Z轴速度未减为0。
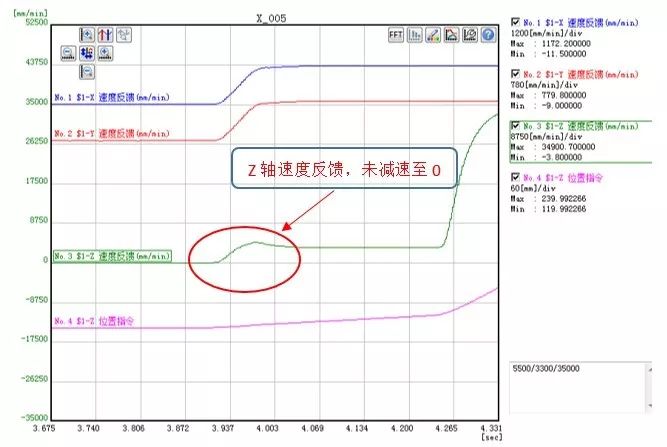
图 12
结语
通过上述例子的结果来看,活用NC轴/PLC轴切换功能和PLC轴缓存模式功能,可以实现缩短节拍、减少加减速时间等效果。同时,各种功能灵活组合或单独使用,能够实现更丰富的应用。公众号会陆续推出,敬请期待!
关于三菱电机自动化(中国)有限公司
作为全球自动化领域的领导厂商,三菱电机以其优秀的自动化产品和技术服务于全球各行业用户。在中国,三菱电机的PLC、变频器、伺服、CNC、低压电器、工业机器人、加工机等产品运行在各行各业,e-F@ctory智能制造解决方案构建出智能化工厂的框架并落地实施,为中国经济发展积极做出贡献。
更多请详见网站:https://www.mitsubishielectric-fa.cn/