|
功能介绍
用户以往编制轮廓程序时都需要明确各点位的至少两轴坐标数据,而通过【直线角度指令】、【几何指令I】功能编程时只需通过指定一轴坐标和角度或仅角度的方式实现轮廓程序的编制。
使用说明
一、直线角度指令
①.使用场合:
中间点位已知一轴坐标值及直线斜率角度
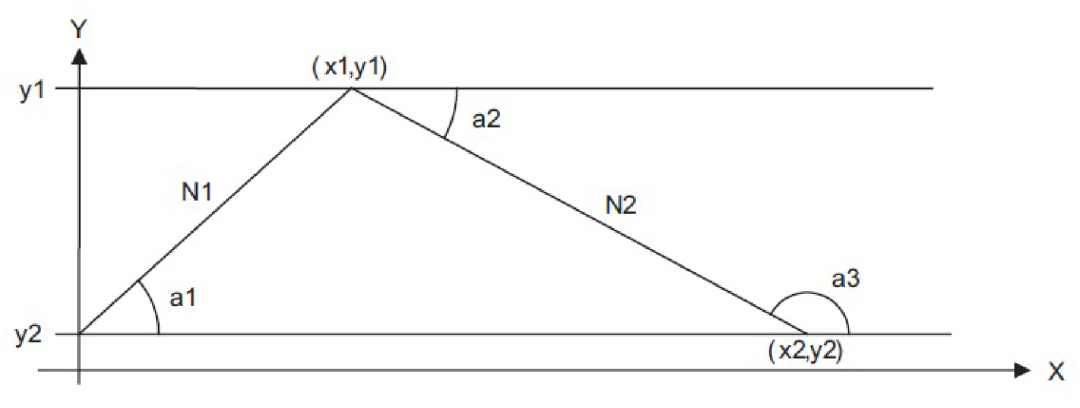
②.指令格式:

指定X轴或Y轴的坐标和角度(用G17~G19指定轮廓平面)
注:如果轴名称或第2辅助功能中使用了地址A,请用“,A”指定角度
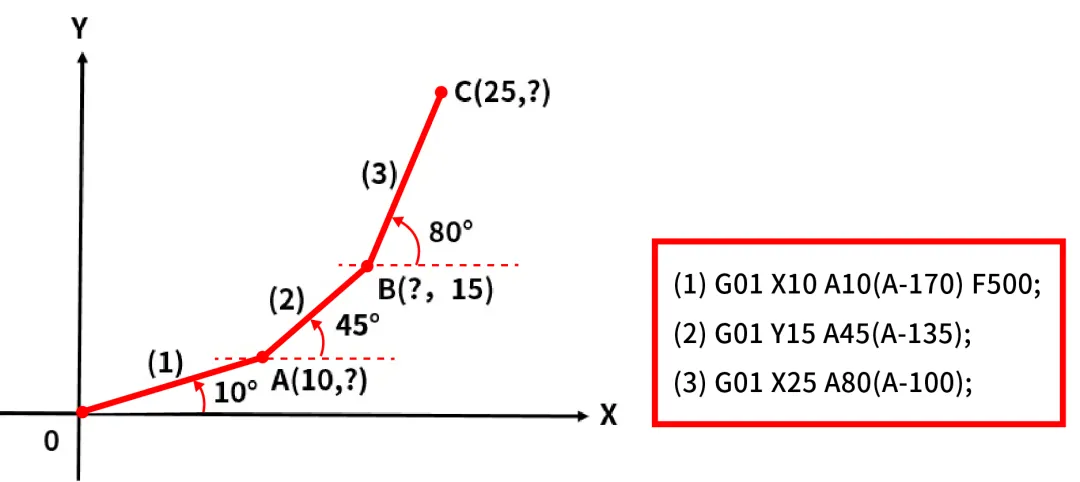
③.编程实例:
④.其他使用说明:
? 同时指定了角度和两轴的坐标时,忽略角度;
? 仅指定了角度时,视为几何功能指令;
? 角度可使用起点(a1)的角度或终点(a2)的角度;
? 本功能仅对G01指令有效,对其它插补和定位无效;
? 如果“A”和“,A”存在于同一个程序段中,则将",A" 视为角度。
二、几何指令I
①.使用场合:
在连续的直线插补指令中,无法计算2条直线的交点时,可通过指定第1条直线的斜率角度和第2条直线的终点绝对坐标值和斜率角度,通过NC内部自动计算第1条直线的终点坐标。
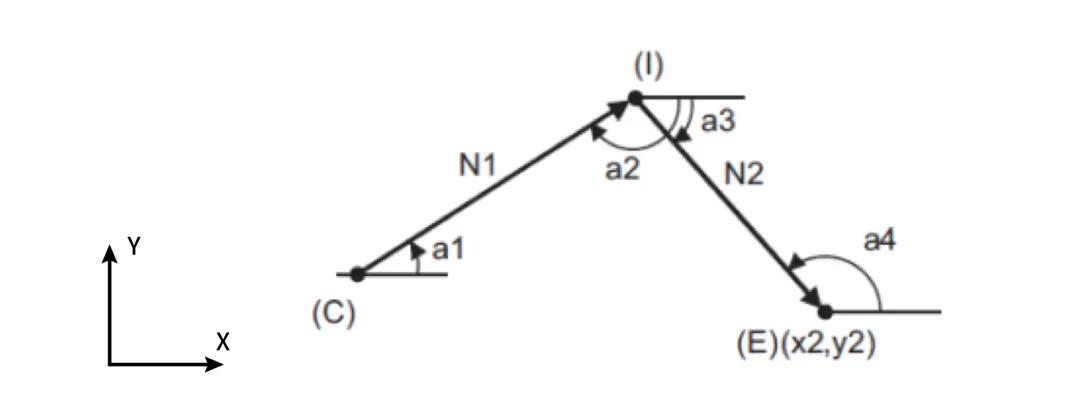
(C):当前位置 (E):终点位置坐标 (I):交点(自动计算)
②.指令格式:

注:当#1082=1时,几何功能I有效
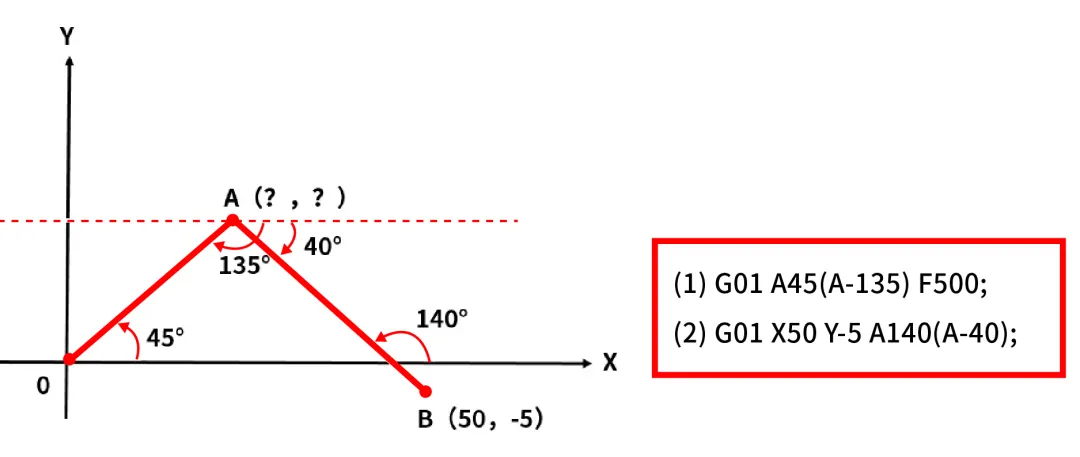
③.编程实例:
④.其他使用说明:
? 如果2条直线所成的角度在1°以下,将会发生程序错误(P392)报警;
? 对于第2程序段的终点坐标,请用绝对坐标指令,使用增量值指令时将会发生程序错误(P393)报警;
? 在第1程序段中不能进行轴指令,若有轴指令则视为通常的直线/圆弧指令,不作为几何功能指令;
? 如果在轴名称或第2辅助功能中使用了地址A,则不能使用本功能,视为通常的直线指令,不作为几何功能指令。
其他补充说明
① 角度为与所选平面的横轴正方向所成的角度,逆时针方向为“+”,顺时针方向为“-”;
② 角度a的范围为-360≤a≤360,如果指定超出范围的值,则指令值为原值除以360后的余数;
③ 在G05P10000、G05P20000或#1148=3、4模式下使用【几何指令I】时将发生程序错误(P33)报警;
④ 更多功能使用说明请参考《M800M80系列编程说明书》。
关于三菱电机自动化(中国)有限公司
作为全球自动化领域的领导厂商,三菱电机以其优秀的自动化产品和技术服务于全球各行业用户。在中国,三菱电机的PLC、变频器、伺服、CNC、低压电器、工业机器人、加工机等产品运行在各行各业,e-F@ctory智能制造解决方案构建出智能化工厂的框架并落地实施,为中国经济发展积极做出贡献。
更多请详见网站:https://www.mitsubishielectric-fa.cn/
|

