|
随着制造业的发展,五金、广告制品加工等行业对高速高精度雕刻机的需求与日俱增,而适合驱动高速电主轴的驱动器也在不断发展,电主轴通常采用变频调速方法,其驱动控制特性为恒转矩驱动,输出功率和转速成正比,基频以上的调速也在越来越多的场合得到应用。
高速主轴电机能够实现高速运转,除了凭借电机本身优秀的高速特性,还需要有一台能够驱动其稳定运行的高频输出变频器。台达C200系列变频器是包含高频输出功能的通用变频器,丰富的功能和良好的驱动适应性使它在多种应用场合表现出色。
本文将介绍C200变频器高频输出功能应用在某厂牌雕刻机所配置的主轴驱动系统,变频器在900Hz加工工件,达到完美效果。
调试设备我国华南某品牌雕刻机,主轴电机为国产高速主轴,该电机极数为4极,功率5.5kW(VFD055CB43A-20),额定电压380V,额定频率450Hz,额定转速13500rpm,最高输出转速27000rpm,用户对变频器调试的要求为:主轴工作在速度开环平稳启动的前提下,电机转速达到27000转重载切削测试。
下面将介绍C200在雕刻机电主轴的调试过程。

图1 变频器主回路配线图
调试步骤:
(1)变频器上电前,检查配线是否正确,接地布线是否良好可靠;
(2)00-02=9恢复出厂设置(基底频率50Hz);
(3)检查机种代码00-00是否与机型相符;
(4)基本参数设置:VF控制模式是依照电机本身适用的VF曲线对变频器进行参数设置,最终达到变频器输出电压频率曲线符合电机的VF特性。
01-00=900 最高操作频率900Hz(设置前需确定当前变频器为高频版本);
01-01=450 电机额定频率450Hz;
01-02=380 电机额定电压380V;
高速电主轴带载工作时,一般需要作过转矩限制或电流限制,以确保主轴不会因过转矩或电流过大而损坏,所以一般在机器运转前需要设置保护参数:
06-06 出现过转矩OT1报警后,立刻停止运转
06-07 过转矩报警电流准位
06-08=1 过转矩时间准位1s
06-12 变频器输出最大电流限制
01-12=5 01-13=5 加减速时间均为5s
参数设置完成。
用监控软件查看0~900Hz加速和减速运转时的波形。
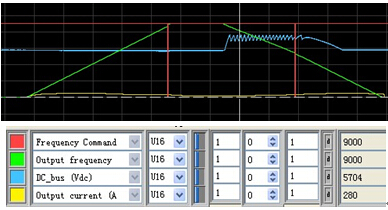
图2 加减速时的变频器频率命令、实际输出频率、DCBUS电压波形
由图2中所示为电机加速、减速运转时的波形,可见由于减速时电机回升能量造成变频器直流母线电压上升,触发变频器刹车电阻工作,直流母线电压维持在可接受范围内,说明变频器在快速加减速时能够有效控制变频器输出,在刹车电阻的辅助下,保证了系统的安全正常运转。
本次调试也进行了C200重载切削测试,相同机台同样测试条件下,5.5kW C200与台达B系列5.5kW变频器驱动相同主轴电机,对切削工件效果进行对比,发现切削效果没有区别,C200驱动主轴电机的加工性能与同文件B系列一致,C200变频器在现场得到了用户的肯定。

图3 C200与台达B系列同样测试条件下切削效果对比,效果相同
台达C200变频器支持高频输出,驱动高速电主轴的典型应用,能够完全满足雕刻机行业对主轴系统的技术要求,进一步拓宽了C系列变频器在该行业的应用范围。
作者简介:
贺海星, 男,生于1982年10月,毕业于北京信息科技大学,自动化专业。现就职于中达电通股份有限公司变频器产品开发处,从事变频器产品的技术工作,具有多年变频器产品的行业经验。
|

