近日,机床制造商格劳博集团为帮助客户应对消费者对电动汽车需求的快速增长局面,打造了大批量生产和装配系统。格劳博采用倍福基于 PC 和 EtherCAT 的控制和驱动技术解决了最大限度地缩短加工周期并相应加快工艺顺序等关键问题,成功完成了这一任务。一台精密的发卡电机(因为电机定子绕组的线圈形状像发卡而得名)专用机床很好地说明了这种优化的可扩展自动化解决方案所具备的优势。该解决方案不仅采用一台安装有 TwinCAT 3 软件的 C603x 超紧凑型工业 PC 作为中央控制平台,而且还配备了 XTS 磁驱柔性输送系统。
灵活的、具有快速循环时间的控制技术
助力提升发卡电机定子生产线效率
格劳博集团是一家在全世界范围内运作的家族企业,总部位于德国明德海姆市,自 95 年前成立以来,一直致力于为全球知名的汽车制造商及其供应商研发和生产各种系统和机床,其产品系列包括通用加工中心、复杂的生产系统,以及手动装配工位和全自动装配生产线。这其中也包括电机生产系统,以及动力电池和燃料电池生产和装配系统,格劳博电动车业务部控制技术部门负责人 Fabian Glöckler 解释道:“我们的产品可以覆盖该领域的整个产业链,为客户提供完整的定制化动力总成系统。”

紧密的团队合作(从左到右)是成功研发出精密的发卡电机加工专用机床的关键:Tilman Plaß 和 Darius Wala(来自倍福),Oliver Schernau 和 Fabian Glöckler(来自格劳博),Karsten Schätzle(倍福),Thomas Thurnhuber、Daniel Gugenberger 和 Florian Pichler(来自格劳博), Florian Schütt(倍福),Martin Ellenrieder、Andreas Reißer 和 Thomas Greißel(来自格劳博)。
电动汽车需要性能强大的控制技术
据格劳博电动汽车业务部门的功能开发组负责人 Martin Ellenrieder 介绍,电动汽车的发展趋势也对控制技术提出了新的要求:“与针对发动机的系统相比,这些系统具有工位更加精密、PLC 周期时间更短、装配线中配备的驱动产品比例更高以及耦合运动更加复杂等特点。”发卡电机(第二代)也具有上述特点,它完全配备了倍福的控制和驱动技术。除了 4 根格劳博主轴之外,它总共还配备了 57 根 NC 轴 — 40 根实轴和 5 根虚轴,以及 XTS 磁驱柔性输送系统的 12 个动子(作为独立的伺服轴运行)。此外,还有一个由 EtherCAT 和 TwinSAFE 端子模块或端子盒(270 个数字量输入和 150 个数字量输出)组成的 I/O 层。
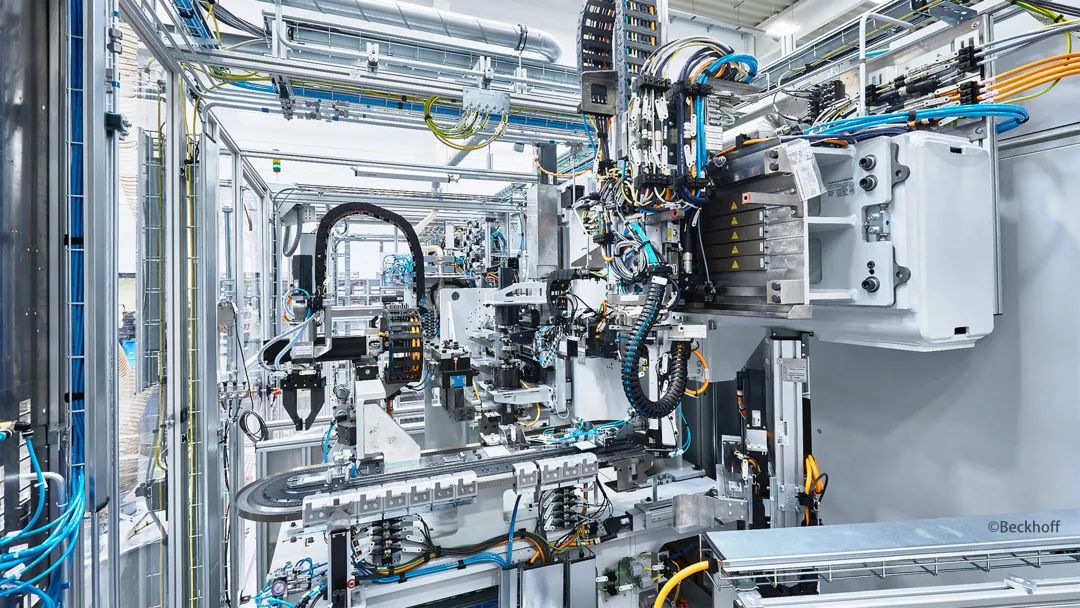
从机床内部结构图可以看出运动序列的复杂性和多样性,一直到 XTS 磁驱柔性输送系统(前景)
C6030 或 C6032 超紧凑型工业 PC 和 TwinCAT 软件用作控制系统核心部分,机床在每个发卡绕组加工周期仅为 2.3 秒的基础上实现了极高的输出率。每个定子需要单独生产约 200 个发卡式绕组。整个加工过程非常复杂,涉及的控制任务范围也很广泛:从铜管线材进料到矫直、复杂的弯曲和剥线,再到精确预插入到插槽中:
供线(从线圈到直铜线,进行或不进行铜线绝缘层的电气测量):基于 PC 的控制技术应用于张力控制
- 实时剥线:轴定位、凸轮和飞锯
- 送线:轴与第二个编码器系统耦合,根据系统的运行状态切换编码器系统,以及通过用于专用操作模式(带线或不带线运行)的接口切换轴
- 铜丝检测:输送和定位
- 压装/切割:凸轮以及在压装/切割过程中通过虚拟齿轮功能的动态耦合系数对材料位移进行补偿
- 2D 弯曲:由发卡式绕组参数产生的动态凸轮通过虚拟齿轮功能的动态耦合系数进行耦合
- 3D 弯曲:由发卡式绕组参数产生的动态凸轮通过虚拟齿轮功能的动态耦合系数与 XTS 动子耦合
- 预插入发卡式绕组:凸轮或协调运动
- 多样化的进料方式/预插插槽和夹紧手指的定位运动:耦合虚拟轴和实际轴
格劳博电动汽车业务部门电气设计组组长 Daniel Gugenberger 在解释绕组的生产与发动机生产的区别时说道:“如螺栓连接、压装和手动装配操作等传统装配工艺已经在很大程度上实现了自动化,如果采用手工操作方法,则无法达到要求的质量、精度和速度。”由于系统的吞吐量非常大,详细的设备和过程数据至关重要,而这也正是倍福基于 PC 的控制技术的用武之地:“如果一个完整的生产过程花费的时间仅为两秒钟,则需要使用合适的分析工具和高速相机实现生产检测和误差分析。因此,我们经常使用 TwinCAT Scope View 示波器软件。”
制造一个定子需要约 50 种不同设计的 200 个发卡式绕组。它们按照放置在预插插槽中的顺序依次生产。因此,在线误差检测具有非常重要的意义。Fabian Glöckler 解释道:“如果出现材料或几何形状误差,则必须再次生产相应的发卡式绕组,并通过自动进料装置将其插入到系统中,以便插入到正确的位置中。运动轴数量较大,发卡式绕组规格较多,这也意味着控制技术需要及时计算各种参数、弯曲角度和凸轮曲线,这是一项庞大又艰巨的任务。”

格劳博的点击定子(右)包含多个由发卡式绕组组成的绕组轮毂(左)
成熟的自动化系统和创新的 HMI
早在 2004 年,第一台格劳博加工机床就采用了倍福技术,Martin Ellenrieder 回忆道:“首先是试验台,随后是附加刀库,到 2017 年,第一条装配线也采用了基于 PC 的自动化控制系统。系统具有控制周期短,以及在未来应用和需求满足方面高度灵活等特点,同时拥有与不同总线系统连接的大量接口以及丰富的运动控制和诊断功能。TwinCAT 软件的最大优势在于它具有良好的开放性(例如可以集成 MATLAB®),从而可以加快系统开发过程。因此,工艺工程师可以将仿真功能轻松集成到测试设备中。TwinCAT 软件的其它优点包括从 E-CAD 系统到 HMI 的代码自动生成,简单集成自主开发的运动控制功能块,以及集成版本控制、错误跟踪和软件测试。此外,TwinCAT 软件还具有很高的灵活性,让我们能够更轻松地实现软件开发的标准化。”

一台 C6030 超紧凑型工业 PC 为集中控制所有工艺顺序提供最佳算力
超紧凑型工业 PC C6030 或 C6032(如果需要更多的接口)与带客户定制的按钮扩展件的 CP3918 多点触摸控制面板连接起来使用。“工业 PC 提供了足够算力,帮助我们可靠地实现了将 PLC 周期时间缩短到 4 毫秒的目标。此外,它的设计非常紧凑,安装选项灵活。”Fabian Glöckler 说道。在人机界面方面,重点是方便和无差错的机器操作,因此公司很早就已经开始使用倍福的 TwinCAT HMI 软件。“我们从一开始就与倍福,尤其是倍福慕尼黑分公司密切合作,才能够成功实施这样一个大型 HMI 项目。我们之间的合作富有成效,例如在 HMI 和 PLC 程序之间的自动关联和多语言实施方面,最后倍福根据我们对人机界面的直观性、易用性、一目了然的参数显示和丰富的诊断功能等需求定制了一个 HMI 软件,最终为我们所有的系统提供了统一和创新的操作方案。”
通过伺服轴和 XTS 实现复杂的运动控制

除了倍福的紧凑型驱动产品之外,格劳博还使用了 AX5000 伺服驱动器,主要用于控制采用单电缆技术(OCT)的 AM8000 伺服电机,以便最大限度地减少安装空间和布线工作量
AX5000 伺服驱动器用于控制多个旋转轴,部分旋转轴由结构紧凑的 EL72xx 和 EP72xx 驱动端子模块和 AM8000 伺服电机控制。Martin Ellenrieder 认为,单电缆技术在这种情况下为他们带来了特殊优势:“单电缆技术可以显著减少布线工作量,并最大限度地降低出错风险。AX5000 伺服驱动器兼容多种编码器接口并配备 AX5805 TwinSAFE 选项卡,能够实现安全驱动功能,这也是我们选择使用 AX5000 的重要原因。”除此之外,TwinCAT 软件平台还能提供 TwinCAT NC PTP、NC Camming 或 NC Flying Saw 等丰富的功能组件,最重要的是,这些功能组件可以自由组合。
倍福的 XTS 系统为旋转轴提供了功能上的补充。一个配备了 12 个动子的 3 米长椭圆形导轨系统将各个发卡式绕组输送给一个线性龙门,完成最后的插入工序。Daniel Gugenberger 认为,XTS 提高了系统的灵活性,并且能够轻松添加新功能,带来了显著的应用优势。他补充道:“除了传统的输送任务之外,我们还使用 XTS 在不同的加工位置(折弯和相机工位)灵活进行定位。XTS 系统采用模块化设计,结构紧凑,让我们能够轻松整合不同的工位。输送系统还能够根据组件状态(无组件、第一次弯曲、第二次弯曲)进行灵活的距离控制,缩短周期时间,解耦了各个加工过程,为我们带来了进一步的竞争优势,例如,加工时间的不同不会直接影响整个机床。”
据 Martin Ellenrieder 介绍,TwinSAFE 系统集成式安全功能在安全应用方面具有高度灵活性。除了基于驱动器的安全技术之外,TwinSAFE 逻辑模块 EL6910 也被用作专用安全控制器。整条生产线上的各个机床和系统的分布式安全应用通过 EtherCAT Automation Protocol(EAP)相互通信。“这种跨控制系统的安全通信是确保机床安全的一个非常重要的方面,因为我们的客户通常都会使用大量的互联系统。”Martin Ellenrieder 总结道。
关于德国倍福
倍福(Beckhoff)公司总部位于德国威尔市。作为全球自动化技术的驱动者,倍福定义了自动化领域的许多国际标准。公司所生产的工业 PC、现场总线模块、驱动产品和TwinCAT自动化软件构成了一套完整的、相互兼容的控制系统,可为各个工控领域提供开放式自动化系统和完整的解决方案。倍福于1997年进入中国市场,致力于帮助制造企业提升竞争优势,加速转型升级。倍福在业内享有“创新引擎”的美誉,公司所倡导的PC控制技术具有良好的开放性,将IT技术、互联网和自动化技术完美融合,助力实现工业 4.0 和智能制造。凭借领先的技术优势和丰富的行业知识,倍福的创新产品和解决方案广泛应用于风力发电、半导体、光伏太阳能、电子制造、金属加工、包装机械、物流输送以及楼宇自控等众多领域。
更多信息,请登录 Beckhoff 中文官方网站:www.beckhoff.com.cn