
现场总线应用的价值取向及它与工业以太网的互补
http://www.gkong.com 2007-04-29 21:53 来源:中国自动化学会专家咨询工作委员会
2004年PROFIBUS Trade Organization(PTO)和DeviceNet的国际组织ODVA都举办了成立10周年的庆典。PROFIBUS用户组织PNO还宣布PROFIBUS的安装节点突破了1 000万个。这两种在离散制造业系统占主导地位的现场总线,以及其它一些也占有相当离散市场份额的总线如CC-Link、Interbus等,都还是属于经典的远程I/O系统的升级换代,以适应分散的I/O系统由板卡或端子排向进一步的单个现场设备或单点I/O的分散。正因为如此,这一类的现场总线的应用推广相对比较容易,用户一般都是持支持态度,接受程度很高。这一类的现场总线已安装的节点都在好几百万个的数量级。
另外一类现场总线是从过程控制领域的仪表控制系统发展过来的,主要以基金会现场总线FF为代表。据悉,FF的安装量已超过30万个节点,虽远少于上述那类的现场总线,不过,近年来,以每年增长12.5万个节点的速度在发展[1]。这种现场总线的特征是:它不但具有基本的现场通信能力,还具有基本的检测和控制算法和功能,并能提供对现场设备进行诊断、管理的必要信息。可以说这是它最关键的技术跨越,也是构成它大部分优点的基础。由于它和现行的系统(如DCS)、现场设备,从业经验有质的差别,导致不少人持观望、怀疑或等待的态度。
由于FF是以一种全新的技术面貌出现的,而在当初介绍宣传现场总线时,也许是因为这类现场总线还处在它发展的早期阶段,人们对它的认识还比较表面,没有突出它的本质所在,因而许多人都认为FF和其它现场总线一样,可在节省电缆、节省接线人工和时间方面带来不错的经济利益。一旦了解到带FF的现场仪表(变送器、执行器等)价格远较一般的现场仪表昂贵(这也许是因为各种FF的现场仪表的生产数量还不够大),又看到或听到有些较早使用FF的项目投运以后暴露出一些问题,就误以为FF不足为道,还是用带HART的现场仪表来得可靠实惠。实际上有些设计院的自控设计人员就持这一种观点。
其实,HART只是现场仪表迈向分散型数字通信现场总线仪表的过渡技术,它是一种较为简单、能同时提供DC 4~20mA模拟量输出和数字式输出信号,但很适合从DCS系统延伸的通信协议。现在已安装了1400万个HART现场仪表,据预测在2002至2010年期间的增长率有望达到5%[1]。事实上,这几年来HART仪表的制造和应用在国内发展很快,很受用户和设计院的青睐。不仅在国内,就是在工业发达国家,HART技术的发展仍很健康:用户已广泛接受符合HART标准的I/O设备;能处理一定的智能信号;它并不像有些人认为的那样发展前景有限,很快会被其它现场总线所取代。HART 6.0将原来1200bps的通信速率提高到9600bps,容许在同一根双绞线网段上挂15个HART设备。除此而外,还开发了一个数字通信通道,扩充了HART传输的信息内容,增加了对现场设备附加信息的获取和诊断功能,从而使HART协议的内容与前相比更臻完善,更利于仪表和控制系统的信息集成。主要的改进有:在设备变量状态方面,改进指令9使它可轮循访问现场设备,各设备分别响应这个指令,这样便于进行自诊断和回送详细设备状态和维修建议。在设备变量分类方面,新版本对指令0 和8 作了改建,为管理应用软件提供了一个简单的机制,用以定义与过程相关变量的数目和类型。这样,管理应用软件可获取大量设备性能的信息。
还应该注意到,HART是第一个创造性地提出和应用设备描述语言(DDL)的通信技术。PROFIBUS和FF均使用了这一概念和技术。电子设备描述语言(EDDL)是一种文本语言,用来描述设备参数的显示特性,还包括复杂设备参数的算法关系、长时效保存的数据和实时性等内容。它符合IEC 61804-2标准。FF、HART通信基金会(HCF)和PNO正在共同努力以增强EDDL的性能。
总而言之,关于现场总线标准的竞争或争论早已烟消云散,代之而起的是努力地去应用,在应用中发现问题,积累经验,寻找尽可能完善的解决方案,更深入地发掘现场总线的潜力。各个现场总线的推广应用国际组织都很重视对于工程应用的指导和引导,FF组织继2003年12月出版了《基金会现场总线系统应用指南》后,又在2004年出版了《基金会现场总线应用指南31.25Kbit/s本质安全系统》,接下来还要出版有关HSE(高速以太网)的工程应用指南。据悉,PROFIBUS的推广应用组织也有类似的出版物。
2 用信息化技术改造现场设备是现场总线的价值所在
正确认识现场总线的发展前景,应该首先澄清什么是现场总线推广应用的原动力?FF最适宜用于什么样的过程控制系统?PROFIBUS用于哪些工业部门最合适?
2004年5月,美国ARC咨询集团发表白皮书[2]指出:“虽然使用现场总线可以节省安装和工程成本,但最大的利益还是体现在生产装置投运之后长期的维护和运行中。“
知名专家斯可克教授说过:“通过十几年的讨论和实践,大家逐渐认识到用信息化技术改造现场设备是现场总线的灵魂,而不仅仅是节省了电缆等表层的优点。所以,用户对系统底层信息化(控制、诊断、管理)改造的需求是现场总线技术推广的原始动力[3]。”
(1) 控制因素。为什么说控制算法和功能放在现场设备中会发生控制品质的质的变化呢?在调节阀的阀门定位器内实现回路控制,其控制的动态性能显然优于在多功能控制器中实现回路控制[4]。因为用PID算法对阀杆定位执行内环控制,就地补偿了滞回,再在外环对调节阀执行串级调节。阀门定位误差对内环控制回路的直接反馈,可消除由于阀门定位误差造成的积分饱和,从而稳定外环控制回路。再加上动态性能的改善,这二者的综合效果使得回路控制更为稳定。在此基础上进行设定值优化,获得平稳操作肯定会取得效益。这就是说,只有当调节阀的阀门定位器支持FCS的系统结构时,真正意义的优化控制才是可行的。实现这种控制策略的前提是,阀门定位器能提供至少两个PID功能块让系统工程师进行组态。
(2) 诊断因素。具有现场总线通信功能的现场仪表,在提供测量参数的信息的同时,一般还能提供测量器件的状态信息,再配合一定的软件手段可以大大丰富诊断的能力,并把诊断分类为:通信诊断、设备诊断、回路诊断和全厂诊断(如图1所示)。例如,设备诊断就是利用现场总线的设备描述文件对各种不同类型的现场仪表的电子电路、传感器等一系列器件进行诊断;全厂诊断则是利用长期的历史数据和相关的仿真软件予以实施。这样丰富的诊断手段不但为实施基于设备状态的预测性维护设置了前提,而且还为建立基于可靠性的维护机制[5]的维护系统创造了条件。
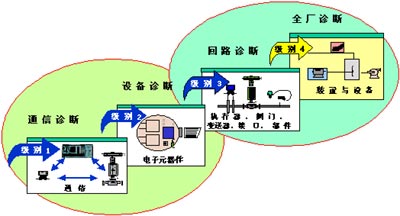
图1 现场总线技术大大提高工厂运行诊断的能力
(3) 管理因素。包括对现场仪表在内的设备进行资产管理是用信息化改进工业管理的一种有效途径。由于现场总线仪表的设备描述文件存储了该仪表的基本参数信息,人们得以知道生产厂商、型号、硬件和软件的版本等一系列对这些设备进行管理的基础信息。另外,通过现场总线仪表提供的运行信息和诊断信息,为实时降低成本和消耗,使工艺流程和工艺设备处于优化的运行状态创造了前提条件。
现在看来,只有在中大规模的连续流程的过程控制系统才最有可能淋漓尽致地发挥FF的潜力。至于在中小型装置上,尽管国内已安装和投运了数以百计的FF现场总线系统,但优越性就不够明显。甚至有的项目因上马早,暴露出一些早期FF现场设备的不足和因经验少而导致工程设计的缺陷。任何新技术的成熟应用都会有一个过程,出现一些非致命性的问题并不足为奇,反而可以根据问题的所在加以分析改进。
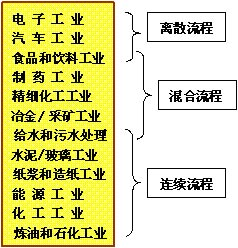
图2 PROFIBUS适合用在制药、饮料/食品和精细化工工业FF适用于连续流程工业
在离散工业和流程工业之间,人们常常把在同一个工厂中既有连续流程又有离散流程的称之为混合型工业(如图2所示)。制药、食品工业、饮料工业和精细化工都是典型的混合型工业。在这些工业中,为达到操作运行的优化,现场总线可以起到很重要的作用。特别是PROFIBUS,由于其体系结构能够以相同的通信协议既满足离散过程控制PROFIBUS-DP的要求,又能用PROFIBUS-PA满足连续过程控制的诸多要求(总线供电、本安防爆等)。此外,还有PROFIdrive的行规可满足交流驱动或伺服驱动的同步要求,PROFIsafe提供附加的安全协议层,符合IEC 61508国际标准的故障安全的要求。以上这些满足不同要求的现场总线技术都共享同一个通信栈协议,使这些行业的用户只用一种现场总线就能解决控制系统的各种要求。甚至已广泛使用的HART现场仪表,也可以用PROFIBUS HART规范使HART的客户—主站模型在PROFIBUS上映射,这样便允许设备之间的HART报文利用PROFIBUS来作透明的传输[2]。显然,在混合型工业应用PROFIBUS更加凸现其独特的价值。
3 工业以太网和现场总线的相互补充[6]
当从传输速率、传输距离、本质安全、无须有源交换式设备而能在同一条通信电缆上连接多个设备的能力等方面来审视,发现以太网和现场总线是相互补充的。对处在现场层的仪表设备有着其独特的、以太网难以满足的要求,而现场总线恰恰具有这些特性,这就构成了它们之间的理想的互补。
现场总线只有中等适当的传输速率,这是因为现场总线用来实现现场层的仪表和设备的通信,一般每个节点内不断在刷新的变量只有一个或两个,而其它要监视的信息通常都不要求频繁地去观察。而在较高的层次,控制器或链接设备要对来自许多变送器和执行器的数据进行综合或组合处理,以太网的高传输速率和高带宽便是通信网络的适当选择。要求一些像变送器、接近开关等小小的设备配备在100Mbps处理TCP/IP通信栈的能力,是没有必要的。这就是现场总线只要适中的传输速率和较为简单的通信栈的理由。
(1) 多节点。以太网每连接一个节点设备就要用一根电缆,还要求有源的交换式集线器。当在一个中大型工厂中有成百上千个变送器、传感器和执行器要联网,用这种网络连接,显然会变得昂贵和难以维持。但在此低级别,现场总线可以方便而高效地把仪表连接起来,用一根电缆连接好多个现场设备,不用附加有源的交换式集线器。这既减少了电缆和其它硬件,又为连接大量的小节点不必耗费过多的费用。
(2) 距离。由于分配给每个数据包的传输时间是有限的,所以在作为中继的局域网交换式设备之间,如果采用铜线电缆的话其间距不得大于100米。当控制室与现场仪表的距离很长,以太网也许就不能满足这样的链接要求了。但是,现场总线却能用一根电缆为控制室与现场仪表之间提供长达2000米的连接;若有必要,通过中继器还可获得几倍长的传输距离。当然,以太网可以通过光缆解决几公里的连接。不过,考虑到要连接的现场节点的数量很大的时候,成本过高的因素又会促使人们选择以太网和现场总线互补的方案。
(3) 供电问题。目前规范的以太网并不通过通信电缆集中提供电源。IEEE 802.3af虽然规定了以太网的集中供电的规范,但其DC 48V的最低电压等级并不适用于自动化产品。现场总线则不然,它具有这个功能。这再一次表明这二者之间的互补性。
(4) 本质安全问题。规范的以太网及其产品不具备本质安全的性能,因而不适合将它们用在有防爆要求的危险I区。而且在100Mbps执行TCP/IP通信栈,需要一定的处理功率,而这又恰恰超过了危险IIC区的允许范围。但是,对现场总线来说这不算什么大问题。
(5) 多协议问题。一个现场总线系统只能处理一种单一的通信协议,但为了链接不同的子系统,也许有必要支持多种工业以太网协议。好多工业以太网协议都在物理层和介质存取控制层MAC符合标准Ethernet,在传输层和网络层符合TCP/IP,只是在应用层和用户层有所不同。这就是说,HSE、EtherNet/IP和Modbus/TCP等可以在一条高速的Ethernet上传输,而到达各自的子系统。这是以太网和现场总线互补的又一证明。至于那些并非基于标准的IEEE 802.3,或并非基于TCP/IP的混合式的工业以太网协议,则不具备多协议的能力。
4 以太网和现场总线的可互操作性
IEC 61802给出了关于设备的兼容性的确切定义。图3和表1描述了控制网络中由不同制造厂商提供的设备之间所具有的共存性、可互连性、可协作性、可互操作性和可互换性的逻辑关系。由图3可以清晰地知道,所谓的互操作性是指设备具有相同的通信协议、通信接口、数据类型和数据存取,以及相同的参数语义、应用功能性。
显然,以太网和TCP、UDP和IP只不过是在OSI 7层模型中的低层协议,压根不是用来提供可互操作性的解决方案的。但是,如果在工业以太网的通信栈的顶层采用现场总线的应用层协议,是能够做到可互操作性的。就好像Ethernet/IP在其顶层与ControlNet和DeviceNet的顶层具有共同的CIP,FF的HSE在其顶层向下兼容H1的顶层协议,这样的工业以太网与现场总线的互补,才能实现在一个系统中的可互操作性。
图3 控制网络中设备的兼容性逻辑关系
目前出现了许多为解决不同领域的应用而开发的工业以太网协议,它们之间同样也不具备可互操作性,因为它们的顶层协议也是各不相同的。它们的低层协议往往一致的,这才是它们的共同点(如图4所示 )。
图4 工业以太网往往采用Ethernet的网络技术,但应用层协议各不相同
应该注意的是,以太网和TCP或UDP/IP绑在一起,要求适当的应用层目标结构以及用户应用程序。否则,所有有关标定(量程、零点和满刻度)、诊断、远程监控、连接选择和传感器类型等的实现,又变成专用的了。
使用OPC可以实现不同工业以太网协议的设备之间交换数据,但应该清楚地认识到这种数据交换绝非是处于现场层
的数据交换,而仅仅是在监控层的数据交换。总之,以太网具有现场总线所不具备的特性。现场总线具有的特性以太网又不具备。OPC提供的却是软件与软件之间的数据交换,而以太网和现场总线解决的硬件与硬件之间的通信。
表1 功能性的特性描述
例如,过程值的刷新速率会影响到控制算法。
现场总线属于设备级的网络,用一根通信电缆就可以解决供电、本安、多节点连接和连接距离的问题。以太网是控制系统的骨干网,它传输速率高、可承载多种应用协议,传输路径可利用路由器加以选择,必要时可采用全冗余的网络结构。不同的工业以太网设备之间利用OPC来交换数据。在生产执行层(MES)和经营管理层(ERP)同样运用以太网网络。这就构成了如图5 所示的系统结构图,图中还给出了不同的网络介质和网络协议。
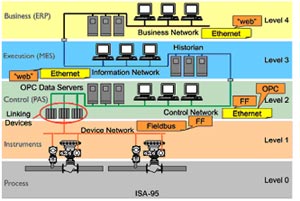
图5 现场总线、工业以太网、以太网结合成一个完整的系统结构
5 结语
希望通过以上的论述能够对现场总线应用的价值取向进行重新认识,促使更多的自动化技术工作者去挖掘现场总线的应用潜力,让现场总线在企业生产信息系统中体现出更多的价值,真正从生产的最基础的环节开始,用信息技术推动工业生产的高效、低能耗、长期可靠地运行。
相关新闻
- ▪ 285项!2025年人工智能应用典型案例名单公布
- ▪ 广东省工业和信息化厅关于进一步强化政策举措加快推进工业企业运用“四新”手段实施技术改造的通知
- ▪ 第十四届中国(西部)电子信息博览会在蓉开幕
- ▪ 2026世界人工智能大会前瞻:厚积八载,未来已来
- ▪ 腾讯发布两大具身智能基座模型 打通机器人感知与认知
- ▪ 当广东制造业产线装上AI大脑:智能体工厂加速落地
- ▪ 上半年我国规模以上工业增加值同比增长5.4%
- ▪ 我国外贸“含智量”稳步提升 工业机器人上半年出口62.9亿元
- ▪ 工信部等三部门部署做好科技型企业孵化器相关政策衔接工作
- ▪ 从“蓄势”到“起势” ——天津智能机器人产业延续快速增长态势
编辑精选
工控原创
- ▪ 与哈金森达成战略合作,乐聚机器人何以持续获得工业巨头青睐?
- ▪ 珍・赫夫纳当选国际机器人联合会新任主席
- ▪ 雷赛智能上半年净利预增超55% 定增募资11.44亿加码核心部件研发
- ▪ 上半年收官!2026年6月工业自动化月度资讯汇总
- ▪ 十年深耕国产测控,简仪科技发布AI时代新战略
- ▪ 5 月 RatingDog 中国通用制造业 PMI 为 51.8 通胀压力半年来首次缓解
- ▪ NVIDIA 和宇树科技宣布推出 H2 Plus 以推进人形机器人研究
- ▪ 2026 五月智造潮工业自动化月度盘点!
- ▪ 报告:物理AI发展提速,软件已成机器人创新最大瓶颈
- ▪ 乐聚智能创业板 IPO 获受理,拟募资 26 亿元


