
自动控制系统在水泥行业的应用
http://www.gkong.com 2009-01-16 11:00
一、水泥行业自动化简介:
建材行业是一个重要的基础产业,它与人类的生活息息相关。在建材行业中水泥是一个主要的组成部分。中国对基础建设的大力投资对高标准的水泥提供了持续的需求。
经过长期的发展,我国水泥产量已多年居世界首位,年产量超过6亿吨。但我国并非一个水泥强国,高标准的水泥依然供不应求,能耗指标相对较高。由于落后的生产工艺,水泥制造对环境也带来了不利的影响。为此,国家有关主管部门提出了用先进技术的新型干法水泥生产来淘汰落后的立窑生产,提出了控制总量、调整结构、淘汰落后的方针.

现代水泥生产工艺设备的单机容量大,生产连续性强,而且生产过程要求较高的快速性和协调性。为了提高企业竞争力,自动控制的实施至关重要。自动控制能保证生产稳定、提高质量、降低能耗、降低劳动强度以及减少环境污染。同时,先进的生产控制管理,也要求有可靠的自动控制系统和完善的控制技术水平做为前题和保证。
水泥的生产过程通常可分为三个阶段:石灰石、粘土质原料与少量校正原料经破碎后,按一定比例配合、磨细并调配为成分合适、质量均匀的生料,称为生料的制备;生料在水泥窑内煅烧至部分熔融,所得以硅酸钙为主的熟料,称为熟料煅烧;熟料加适量石膏、混合材料共同磨细成粉状的水泥,并包装或散装出厂,称为水泥制成及出厂.
水泥生产自动化已成为水泥生产技术发展所不可缺少的环节。水泥生产及工艺自动化水平的提高,将使生产过程稳定在一个更合理的的工艺参数和工艺条件下,以取得最佳的经济效益。
水泥生产的自动化系统具有很强的分布性,一个典型的水泥生产线控制系统由如下几个部分组成:
■原料粉磨控制站:完成从石灰石进厂、石灰石预均化、原料调配、原料粉磨及
生料入库输送所有设备的控制。
■煤粉制备控制站:完成从辅助原料进厂、辅助原料堆场、煤粉制备、煤破碎及
输送和生产循环水泵站的控制。
■窑尾控制站:完成烧成窑中、烧成窑尾、生料入窑系统、空压机站、废气处理。
■烧成窑头控制站:完成烧成窑头、熟料库及水泥输送等。
■水泥磨控制站:完成水泥粉磨、水泥调配站、水泥库、石膏破碎及输送、水泥包装及散装、水泥磨空压机的控制。
最早的水泥生产自动化从马达开停逻辑控制和仪表控制开始,随后发展为分布式的网络控制系统。现代的水泥自动化一般采用EIC综合化的解决方案,所谓EIC综合化,即E(Electrical)电控、I(Instrumentation)仪控与C(Computer)计算机的综合化。现阶段,顺序控制和回路控制在控制器级别实现了集成。EIC综合化的进一步目标是要与计算机控制和管理系统相结合,最终达到在系统体系上亦即在硬件和系统软件上实现真正的集成化。
[page_break]
二、水泥行业采用变频控制系统的必要性:
回转机械、风机、水泵、搅拌机械、破碎机械等设备在水泥行业应用十分普遍。这些设备的容量一般较大,且大多数是常年连续运行,故进行节能和自动化改造的潜力非常大。
由于这些设备不能排除在满负荷状态下长时间运行的可能性,所以在设计系统时只能按最大工作需求决定电机的容量,故设计裕量一般偏大。在实际运行过程中轻载运行的时间所占的比例是非常高的,如无调速装置对其转速进行控制,电机的轴功率不能变化而导致的能源浪费是非常严重的。
根据流体力学原理我们可以知道:风机水泵等设备的流量Q与电机的转速n成正比,压力H与电机转速n的平方成正比,电机的轴功率Ps与转速n的立方成正比。用公式表达为:Q ∝ n;H ∝ n2;Ps ∝ n3。所以当电机的转速降低时轴功率呈同比立方关系下降,由此可见节能效果非常明显。
大功率水泥生产设备如无变频器拖动,在启动时的电流对电网的冲击非常大;在工作时只能进行简单的电气保护,不能完全保证系统安全稳定运行,增加了设备维护工作量;能源消耗非常严重;严重影响生产工艺的改进;设备工作噪音较大,对现场工作人员影响较大。鉴于以上原因,对原有设备进行变频调速改造的需求越来越多。随着交流电力电子技术的不断发展和普及,变频调速器及控制系统以其无可比拟的优越性正越来越多地应用在各种形式的水泥设备拖动系统上并取得了非常好的效果。
三、变频器的工作原理:
交流电动机的转速n用公式表示为:
n=60f(1-s)/p
式中:n为每分钟电机转速 f为电机接受频率
p为电机磁极对数; s为电机转差率
由公式可见:只要改变电机的供电频率即可达到调整电机转速的目的,这比改变电机的磁极对数和转差率更简便可行而且有效的多。
交—直—交型变频器的工作原理为:将输入的单相或三相交流电通过整流单元变成直流电,直流电进行滤波后通过逆变单元逆变为输出电压和频率可调的交流电。随着电子元器件、电力功率器件、计算机微电子技术和计算机软件技术的不断完善和发展,无速度传感器矢量控制方式正成为先进变频器控制领域的主导方式。它可分别对电机的磁通和转矩电流进行检测和控制,并实时自动改变变频器输出电压和频率从而达到精确的矢量控制效果。这种控制方式具有以下优点:转矩/信号响应速度快、调速范围宽、调速精度高、低速状态下启动力矩大、电动机工作噪音小、节能效果更加理想、保护功能强等。
[page_break]
五、自动控制系统功能简介:
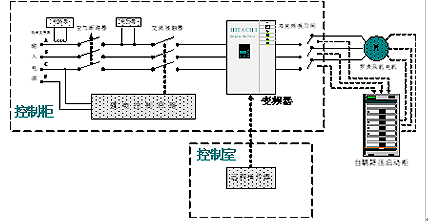
A、风机变频控制系统:
风机变频控制系统采用就地变频运行和远程控制(可手操,也可接收控制系统的通讯和控制指令)的方式对风机进行调速及控制。变频器一般安装在控制柜内,系统原有的自耦降压启动装置仍然保留。 系统在变频器输出侧加装双向转换刀闸或电气旁路,如变频器需要维护检测或出现故障时可人工或自动将风机切换至原自耦降压启动装置工频运行,这样可充分保证系统可靠不间断运行。
下图为风机变频控制系统原理示意图:
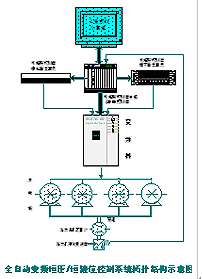
B、 变频恒压供水控制系统:
变频恒压供水控制系统以出口总管网水压、流量或温度差为控制目标,以供水时间、季节、生产状态为参考值,合理组合开泵台数,减少开停泵次数,达到稳定水压、节电供水之目的。
1、 通过调节开、停泵组数量和变频控制水泵的转速达到调节管网水压/流量目的,稳定供水压力/流量。
2、 调节精度:-0.01Mpa~+0.01Mpa。
3、 以24小时为周期,根据水泥生产用水量的不同和用户的需要分段设定供水压力/流量,控制系统内的PLC依据设定值自动运行。
4、 水泵机组均为软启动工作方式。软启动方式减少了单泵启动电流、冲击和水泵机械磨损,延长设备的使用寿命。
5、 以“先入先出”为准则,对水泵进行优化组合,循环投切。通过对变频机组负荷的实时计算,确定各泵的开、停时间,使各泵在高效区段工作并磨损均匀。
6、 通过PLC精确控制,使泵组的变频和工频运行实现无扰动切换,并保证各泵的磨损均匀。
7、 通过对供水量的计算,限制水泵组在临界状态的频繁起停。
8、 每台泵组后备手动软起控制功能,确保故障的情况下不间断供水。
9、 水压异常报警,水池水位过低自动停机,用水量极小时自动停机。
10、PLC可与上位监控站(工业控制计算机、触摸屏人机界面等)和下级执行机构(变频器、电动调节阀等)进行通讯。
11、设定自动运行、远程运行、手动运行组合控制方式,其中手动运行为最高优先权。
12、监测所有设备的相关参数:电机电压/电流/温度、运行时间、运行状态、出口水压、出口流量、循环水温度差等。
下图为变频恒压供水控制系统原理示意图:
C、 DCS控制系统:
随着计算机技术的高速发展、成本的大幅降低以及可靠性的不断提高,使计算机及相关技术在水泥生产控制领域获得了极为广泛的应用,分散控制系统—DCS( Distributed Control System )亦随之诞生。 DCS系统集计算机技术、测量控制技术、网络通讯技术和CRT/TFT图象显示技术为一体,在结构上将管理监控、实时控制、数据采集等功能分散到不同的计算机中,每台计算机均采用高性能的专业工业控制计算机,必要时采用冗余热备技术,从而保证了系统的可靠性。利用计算机组态和图形化技术可以方便地实现整个系统功能的模块化组态,以适应不同工业过程的控制要求和算法,便于实现系统的调试和投运。DCS系统又可以记载过程数据并通过网络将数据自动传输到生产管理计算机系统实现计算机集成化的管理和控制。
[page_break]
现代水泥厂是大约有数千个开关量、数百个模拟量测点和数十个PID 调节回路的控制对象,也就是说是需要一个以开关量为主,模拟量为辅并伴有少量调节回路的控制系统。由于水泥生产的连续性高,现代水泥生产企业要求设备运转率达到90%以上,这样就对自动化设备的可靠性提出了很高的要求。在DCS硬件设计和电源设计上应充分考虑系统的抗干扰性,同时也应考虑水泥生产现场高粉尘的环境,以保证系统在水泥生产现场可靠运行。
随着计算机网络技术的广泛应用,管理信息系统—MIS也逐步在水泥厂中推广应用。生产控制DCS子系统也被纳入MIS 网络的一个部分,相互间进行通讯及信息交换。
水泥自动控制系统在硬件配置和软件编程应具备以下的功能和特点:
■中控室与操作站之间互为备用,任何一台或几台的硬件故障都不会影响整个系统的正常生产。工程师在任何操作站上只要输入自己的姓名和密码,就可以进入操作系统,生产车间只可在系统授权范围内进行控制和操作。
■主干通讯网采用光缆作为介质,增强系统的抗干扰能力,避免高压设备、变频控制设备及通讯设备等可能造成的信号干扰。网络系统采用环行结构,具有冗余功能,当环路一个节点断开时,系统能自检故障并正常运行。整个网络系统应做到结构简单、可靠、硬件维护方便。
■上位机操作画面集监视、报警、操作、报表等功能于一体。采用三维彩色画面,形象逼真、显示直观、操作方便。操作可用鼠标操作相关生产设备,配合键盘修改工艺参数值。当工况发生异常情况,系统会发出声光报警,上位机可以通过历史数据的记录分析故障原因,寻找最佳的解决方案。
■由于水泥厂用电设备功率大、类型杂,为了系统的可靠性和维护方便,全厂所有信号在进入现场处理单元或上位机之前应转换为统一信号,模拟量一般采用直流4-20 mA,所有数字量均为交流220V,保证整个控制系统的I/O模板仅为四种。
■设备采用组启停方式。由于水泥厂各种设备情况不一且功率较大,系统应根据工艺要求保证开关顺序正确,应最大限度缩短启停设备的时间。
■为了便于工厂管理,控制系统应能编制班报/日报/月报/季报/年报等多种报表。操作和管理人员可查询原料、燃料消耗量、半成品、成品的产量、设备的运行时间等,这样可对设备管理和人员考核提供一定的参考依据。对于报警历史、事件记录及历史数据,除了可以通过显示器在线查询外,还必须可以拷贝留存。
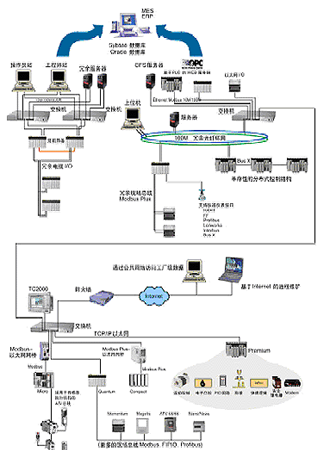
DCS系统一般由控制站、操作员站、工程师站、通讯/控制网、过程控制单元和控制软件组成。
下图为水泥厂DCS控制系统及MIS管理系统原理示意拓扑图:
六、系统可靠性分析:
水泥设备变频控制系统的可靠性取决于系统内所有执行机构、强弱电回路控制器件、显示及控制仪器仪表、控制软件的性能、电线电缆的质量和相互匹配性能。本公司采用的所有电气元器件、组态软件、智能仪表和执行机构均为国内外知名品牌,产品制造体系均已通过了国际和国内 ISO9001认证,其可靠性得到市场的广泛认可。通过大量的水泥行业业绩分析,本公司所选用的产品和系统使用寿命一般在10年以上。
由于变频控制系统的自动化程度较高,变频器又是精密电力电子产品,其对工作环境的要求较为严格。系统对外部环境的大致要求如下:环境温度:-10℃~50℃;湿度:25%~90RH(无凝结);振动:5.9m/s2(0.6G) 10~55Hz;无刺激腐蚀性气体;无灰尘;无静电;海拔高度低于1000米(注:如使用现场海拔高度高于1000米,海拔高度每高1000米应将变频器的功率放大一个等级)等。
编辑精选
工控原创
- ▪ 与哈金森达成战略合作,乐聚机器人何以持续获得工业巨头青睐?
- ▪ 珍・赫夫纳当选国际机器人联合会新任主席
- ▪ 雷赛智能上半年净利预增超55% 定增募资11.44亿加码核心部件研发
- ▪ 上半年收官!2026年6月工业自动化月度资讯汇总
- ▪ 十年深耕国产测控,简仪科技发布AI时代新战略
- ▪ 5 月 RatingDog 中国通用制造业 PMI 为 51.8 通胀压力半年来首次缓解
- ▪ NVIDIA 和宇树科技宣布推出 H2 Plus 以推进人形机器人研究
- ▪ 2026 五月智造潮工业自动化月度盘点!
- ▪ 报告:物理AI发展提速,软件已成机器人创新最大瓶颈
- ▪ 乐聚智能创业板 IPO 获受理,拟募资 26 亿元


