

小产品大制造 工厂数字化转型的爬升
http://www.gkong.com 2020-09-01 10:43 来源:知识自动化 林雪萍
作者
林雪萍:南山工业书院发起人,北京联讯动力咨询公司总经理
这貌似是一家平淡无奇的法国工厂,生产几类日常不起眼的产品:小开关、接触器、工业按钮和指示灯。这应该是国内制造商最擅长的场景。而这个工厂2019年总产值已达12亿元,人均产值近200万元。那么这样一个看上去似乎并没有高科技含量的产品,如何能在中国制造拼出核心竞争力?或许在这个工厂中,可以找到答案。
从拼装开始的工厂进化
法国企业似乎难免给人留下奢侈和豪华的印象。然而这家工厂,最早还真是拼凑出来的家当。2011年跟随西部大开发而落地武汉的时候,一切从简,生产线都是从外地搬迁过来的:微型断路器来自天津,接触器则来自上海。这些装备拆卸后,搬运过来重新组装。
这里的工厂,似乎从来没有把最先进的机器当成最重要的投资。
2012年施耐德电气武汉工厂在临时厂房开始量产,当年产值就达到5个亿,2013年底迁入新厂房,仍然保持连续几年的双位数增长,产能也一直在跳跃式的发展。可以说,这个工厂激发了最昂贵“工具”的活力,那就是激活了人的思想。全员改善思想贯彻到人,利用好一切合手的工具,从精益,到自动化,到数字精益,再到绿色智能制造,在循序渐进中,同样的机器,可以撬动复杂的效率因果。
一门难啃的生产体系
通常,中国工厂最熟悉的质量认证体系主要有ISO14000和ISO9000等。但这种体系其实只是一个基本门槛,只要按流程走,就相对容易实现。而如果想要在行业内胜出,仅靠这些ISO体系,是完全难以胜任的。
施耐德电气有一套绩效体系SPS,这可以说是企业为自己挖下一个坑。因为据称这是全球工厂最难通过的审核。这原本就是一套生产体系,类似丰田生产系统TPS。它由内部专家团队结合外部经验和多年实践,提炼出来的一套工厂绩效规范。
它内部设立专门的审核委员会,进行每年的体系升级和定期审核。达到了先进水平的工厂,可以每3年进行一次审核;而如果只达到入门级,则需要年年被审核。最高分为1200分,但目前全球最好的工厂也只是大约900分。这种将标准化工业体系,像英雄揭榜一样明镜高悬,为推动工厂全员参与改善,提升了暗自比拼的动力。武汉工厂在第一次审核就达到了697分,现在已经超过800分,它就像一个身高指示器,标定了持续增长的空间。
机器慢一下,等人跟上来
方圆之前,规矩先行。
在迁入更多生产线之后,这里的工厂并没有立刻开始自动化设备的升级。而是大张旗鼓地导入了绩效系统,让每个人都能够熟悉工业体系的含义。
只要有大的投入,机器效率可以呈现出指数级的提升;但人的认识,则只能适应线性地扩容。如果说自动化是对机器的效率提升,那么绩效体系就是对人的思想改造。而思想的改造,则是一个缓慢的过程。这是一个机器等人的过程。如果不考虑其他因素,分期投资生产线的效率,其实比一次性投资要低。但采用分阶段、循序渐进的自动化和智能化,其实就是为了让机器同步伴随人的成长。
在武汉工厂,当绩效系统引入完毕之后,大规模的自动化改造才开始跟上。
用工具、设备来改造人,其实是很难搞定的。打卡,就是一种简单粗暴饱受争议的约束。而简单粗暴的KPI,也会让人产生应对性和消极性的举措。只有用工业思想改造,用管理工具协助,才能有效发挥员工效率。不是唯工具论,而是用系统论,来看待一个工厂、一台机器、一个员工的最大产出,是一次系统工程科学的大会。
供应链弹性,体现在三级物流
如果去观察这个工厂的供应链弹性,那需要从微观尺度、看到大尺度,再到宏观社会的三个尺度,就会发现内部物流的及时性,外部物流的韧性,和全局物流的预判性。
内部物流的及时性。供应链弹性,在一个工厂内部,可以在物料的及时性和生产线的柔性能力。这里的物流系统,分为三种。第一种是水蜘蛛模式,满载而来空载而去。生产车间各工位触发物料需求信息时,系统自动计算出最优的取料顺序,发送到水蜘蛛的PDA终端,并在最短的时间内完成取料,送料到需求工位。第二种是AGV,满载而来满载而去。它通过磁条导航连接原物料仓库、生产车间和成品仓库,定时带来物料,并带走成品。第三种模式为智能AGV,灵活的物流精灵。它有自己独立的物料供求管理系统,通过WIFI和地面二维码矩阵来代替人力,完成半成品运送、补货管理等。而这背后,机器的互联也是重要的支撑因素,600多台工厂设备,全部进行了连接。这使得物料的补充,可以根据整个生产线的机器效率而进行的平衡计算。
在厂房的边上,仍然保留着一个早期断路器的旧生产线,这是根据法国的原有设计建造的。它采用了悬空导轨的物流输送方式,思路别有新意。这个“老古董”的存在,意味深长地表明:工厂持续改善的边界,是没有的。它也指引着工厂精益系统的改善者,将眼光从地面物流,转向高阶悬空物流。那是一个更为高阶的挑战。
供应链的外部韧性,同样值得考量。经过多年的发展,武汉工厂已实现了95%的原材料在中国采购。2020年疫情期间,从3月份开始启动复工复产,用了3周时间就实现了从启动到跑满程的运营,而经过两个月就达到满产。供应链保持了顽强的柔韧性,在极端条件下仍然保持张力。这种外部韧性,得益于日常良好的规划。武汉工厂80家供应商,其中有一半的采购金额在武汉周边,很多只有30公里的采购半径。一个工厂的智能制造的效率,其实有两个天花板,一个在内,一个在外。工厂的自动化水平很高,但如果上游的原料、零部件供应跟不上,工厂再快没有用;同样,如果生产的大量成品,形成库存积压无法及时运出去,也会造成巨大浪费。良好的供应链设计,需要内外兼顾。
只有这两点,对于一个国际化公司,仍然是不够的。供应链的弹性,在全球化分布的体系中,会呈现出不可预测的风险。就像炸药的引线和爆炸点,并不在于同一个地点,延迟会产生巨大的误判。
武汉工厂这里有一个运输控制塔,与全球的物流体系保持紧密的关联。它监控多个指标,对物流的流动性保持预警;与此同时,增加社会事件性的异常点的监控,例如巴黎航空员工罢工,会对全球200个工厂,产生何种干扰。这是在中央控制塔要去解决的问题。
通过三级物流体系,让车间各种来往的物料小车,连接到宏大的叙事画卷中,构建一个有弹性的供应链体系。
工厂运营,就是围绕着人的系统
这个工厂的成长性,呈现年轮性的回归。这个8年前落地的工厂,也有了一个不断成长与发展的历程,其精益生产的盘旋上升令人瞩目。精益是一个工厂的立足之本,是驱动业务流程的基本逻辑。精益在自动化之前,而自动化之后,数字化精益再次登场。
这里并没有传统MES软件,而是以精益数字化系统LDS的软件形式出现。这里的MES系统跟精益直接结合在一起。这里主要由四个模块组成,包括安灯、效率、自动排单、电子看板,其它辅导性内容则包括电子作业指导书等。指导书以前是手册,现在都是数字化内容,操作员在操作的时候,通过平板电脑,成为摆手就来的工具。
电子绩效模块,可以对线下工人,进行异常提醒,定制的手表可以直接接受安灯的信息。而通过机器顾问和自动化解决方案,员工可以随时随地通过手机了解到全厂200多台设备的状态;工艺人员能够实时监测振动、噪音、温度、主机电流,一旦出现异常,会立即响应。
这里,并没有令人意外的特殊模块。如果说特色,加强现场的能动性,则随时可见。大部分决策,都在现场边上,“站着”把问题解决。
与一般工厂到信息中心“中央大脑”不同,这里更加强调 “线边小脑”。这里的生产线并不复杂,有的6-8个工序就完成一件产品。每一条生产线旁边往往有两个显示屏,一个是生产执行的数据,一个是机器异常的数据。这样,每条生产线的能耗、良品率,和设备运行状态,都是一目了然。这样,让身边的人,简单明了地完成判断。现场开会,就地决策,不需要报表。让员工的注意力,更多围绕在生产上。
那么员工如何跟企业领导沟通?这里设置了一个五步循环信息流,使得一线工人的问题,直达总经理。这便是即时管理体系SIM(Short Interval Management),可以认为是“趁热打铁管理法”。残余问题参与下一个循环。它由一系列会议组成,形成了从下到上反映问题、从上到下承诺和支持并解决问题的流程。
作为SPS绩效管理的一部分,它跟生产管理系统TPS的最大差异,就是为了跟人沟通。从SIM1-SIM3都是车间级的问题,每天解决每天改善;而所有未解决的问题,不会超过五天,就会流转到SIM5最高管理层。而SIM3作为一个前后连通的环节,起到把管理者“拉到现场看问题”的作用。
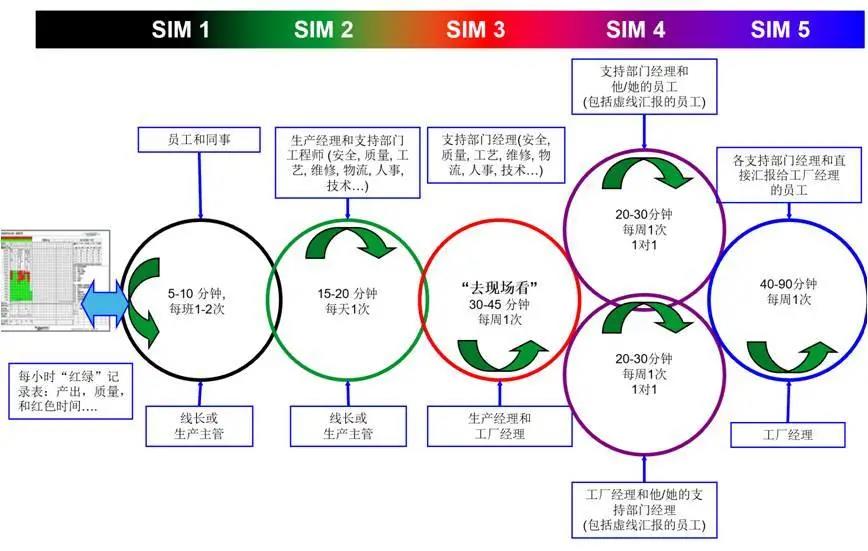
图1 SIM5管理
(Source:施耐德电气内部资料)
围绕人的活力而建设工厂系统的思路,大大推动了工厂现场创新。比如小开关产品的测试线,就经历了这样一个三级跳的过程。最初都是从法国直接进口的。后来从法国购买图纸,团队与本地集成商一起进行设备制造。几年实战,团队可以自己设计自动生产线。而到了2010年,新产品全球同步上市,全球生产线的设计也要标准化。中国团队决定对冷却生产线的工站进行改造。法国原始设计是龙门式,产品被提升到空中,在设备顶端的传送带上进行冷却,然后落回来进行检测。这种设计是典型的三高:费用高、停机率高、维护频率高。而中国工业化团队自主研发了一款游轮式冷却线,费用降低58%,停机率和维护频率接近0。法国团队看到后,也采纳了这个设计。在中国工厂的现场火花,所激发的中国制造能力,完成了反向输出。
制造现场创造的价值不容忽视。索尼当年制造晶体管收音机的时候,生产率非常不稳定,良品率只有5%。工程师反复调整工艺,也不得其法。最后还是一位女工凭借天分和恒心,仔细检查了所有的工序,才找出产品缺陷的原因:锑元素恶化了成品率。后来改换成磷之后,索尼的晶体管收音机大获成功。车间现场,总是充满了意外的蓬勃活力。
成熟只是下一个开始的跳板。当施耐德电气于2012年在武汉建厂之后,初期设备调试,要靠东部成熟工厂的支持。但随着团队的不断成长,武汉工厂也开始挑战那些已经成熟的生产线,最后生产线的速率再次提升达到15%。中国的工厂众多,如果能够着眼于就地改善,也会是一块等待开发的沃土。
漏不掉的新人培养
同样重要的问题是,如何快速让新人快速上手。这里根据培训难度,将岗位设立为ABCD四档,人员逐步升级。培训一般最短1周,最长1个月。工厂有专门的培训中心,而且培训技能站就设立在现场流水线之中。每一种展示的器具,都贴上了功能标签,例如脚踏板的高度设计上,会贴一张“人机工程让人更放松”标签。几十种技能的培训道具,其功能对新人可以说一目了然。

图2 新人培训技能站
这种快速培训,在疫情期间发挥了巨大作用。由于许多员工无法回厂,随着复工复产进程的加快和订单需求的增多,当时1个月需要招工300人。如果没有合理的培训管理,新人其实就是一种捣乱。成熟的人员培训机制,才会使得工厂人员在突然受到冲击的时候,可以做到慌而不乱。
就像是有旅客喜欢精美的美食而追随新加坡航空一样,许多来这里参观的人员,会喜欢上这里的培训课程。
走向绿色智能制造
从发展历程看,武汉工厂2014年实现精益提升SPS(Schneider Performance System),2015年上马自动化,2016年落实精益数字化系统LDS,2017年开始与全球工厂同步部署施耐德电气的智能制造EcoStruxure系统。
从绩效系统、精益思想出发,到自动化,到数字精益,历经三年。直到第四年,网络化与智能化升级,才开始推行。这是一个反复夯实地基的过程。
最难的不是机器的效率,而是工业文化的渗透与落地。2017年这里进行数字化智能化改造的时候,一开始工厂也不知道如何落实。而公司领导则反复开会,到处都是关于智能制造的宣传品、纪录片。自上向下,层层渗透。有了思想的意识,在工厂不能停工的情况下,工厂数字化升级采用了“数字化引领的能效与自动化双驱动”的一体两翼策略。通过分析全厂瓶颈,数字系统打全面战役,自动化系统打局部战役,能耗管理则采用最小颗粒度方式,逐层级、逐产线进行渗透智能化的改造。
从武汉工厂的生产线数字化改造看,数字化的渗透比较细。上通工厂级,下通设备级和产品级,包括生产设备的互联互通、车间无纸化、工厂网络升级、数字化精益系统LDS的应用、厂务设备智能化、机器顾问系统、能源精细颗粒度管控等。
能源转型和制造升级,是中国面临的一个双转型。一个工厂的能源管理,一类就是工厂的大型能耗设备,一类是厂房工程里面的厂房、楼宇等辅助设施。能源与自动化的融合,成为一个连体系统,会产生更大的价值。这里屋顶光伏可提供15%-20%的电能,而且完全接入企业能源监控系统,而第三方提供方的暖通、水和压缩空气,也都支持系统的通信协议,全部都接入到一套系统中。而为了实现这一点,这个工厂一共安装了五百多块电表,用于监控设备和生产线能耗,同时提供电力顾问专家系统,解决能耗的日常处理。这些精细颗粒度的能耗计量和监控手段,使得这里的能源消耗只占整体产值的3.9%。
而走向智能制造的工具,同样是无处不在。虽然工厂生产的零部件种类并不多,但生产过程中至少需要3000种备件。有些备件,紧急情况下就采用3D打印直接制造。这种方式已经解决了5%的备件替代。
人机协同的机器人,形成了移走式的工作站,可以快速编程,实现插拔式工位,有效地解决生产线瓶颈问题。而人机增强型操作助手AOA,作为一块平板电脑,既可以读取诸如运行状态、参数等数据,调用一台设备的数字孪生,也可以调用图纸包括Video。更重要的是,它可以看成是一个增强型的上位机SCADA,除了监控之外,还兼具了作业助手的功能。
在这里,似乎到处可以看到智能制造的影子;但又并非浓墨重彩。它们看上去并不是主角,而人,才是C位之焦点。
小结:循序渐进推绿色智能制造
在工厂转一圈出来,几点印象深刻:
第一条是工序可以逐步自动化,不求一步到位。也不必一次性投资过大。要寻找合理的成本估算点。
第二条:永不停歇的优化:先精益,后自动化,然后数字化精益;交织进行。人、机、料、法、环、测,相互交织,同进同上,螺旋上升。持续进行改善,永远不会驻足。显然,持续优化需要一个拉长的时间轴。从这个意义来看,单纯为一个工厂做数字化和智能化的评测,几乎毫无意义。必须立足于优化目标和投入决心,评测才是有价值的,因为它必须立刻指向一个优化的行动。
第三是能源管理的颗粒化细化。只有能测量,才能做管理。能效管理,最能体现这一点。一是让能耗可视化,就能起到很好的警醒作用;而进一步,则把能源碎片化和颗粒化,例如电表开关一体化,局部分布式计量,从而进行计量化。
第四是柔性工位,而不是柔性产线。寻找影响产能的瓶颈工位。采用插拔式工位,可以串联式的局部放大产能,从而使得全部生产线保持高效节拍。这可以通过增加移动机器人、移动工位等方式来实现。
最后一点,也是最重要的一点:设立宏大目标,然后上下同心。武汉工厂每年设定复合增长的目标。在能源节省方面,施耐德电气全球是3.3%的平均值;而武汉工厂能达到10%的优化。但即使如此,这里仍然每年要做到12%的直接工时节约,实现15%的质量提升,以及单位产值能耗降低10%。厂长每天都在想如何将这些指标分解及实现。有了这种商业向上的宏大目标,才能激发从工位、到车间、到供应链的全员响应。通过清晰可见的文化影响和KPI分解,落实到一线员工,从而形成全民合力。
不起眼的小产品,照样创造利润,绿色智能制造如虎添翼。这背后,是一套工厂现场的深度挖潜,以及对供应链的管控。这正是平淡制造的大学问。
编辑精选


