

与进口产品同台竞技的威科达标签印前、印后设备控制系统
http://www.gkong.com 2018-11-01 09:23 来源:
说到标签印刷、模切行业印前、印后设备,因其高精度、高频次、多轴联动的工艺特性,控制系统一直是进口产品的天下,现在终于有国产的控制系统打破其垄断地位了。
深圳市威科达科技的研发与应用团队,下沉标签行业客户现场,深入了解设备特点和生产工艺要求,历时两年,开发完成了基于威科达VEC-VA系列运动控制器和VEC-VC系列伺服组合的平压平回拉式标签模切机和走停式标签模切机的控制系统。并通过该技术延伸,开发出了全轮转柔印机、回拉式圆刀模切机、回拉式丝网印刷机、烫金机等标签印刷和印后设备。
平压平模切机的动作时序介绍简图:
【控制系统简介】
上位机:HMI

核心控制:VEC-VA运动控制器

执行机构:VEC-VC 系列伺服

各工位控制简介:
•收放卷:磁粉离合器,由运动控制器通过运算计算出当前对应卷径并控制张力。
•前牵引:VC系列伺服驱动。首先计算出基准速度并以比例联动模式跟随主轴旋转,再通过检测蓄纸量的多与少对其速度进行补偿。
•压合轴(系统指定主轴):VC系列伺服驱动。此轴为模切刀板放置位置,通过检测它的抬压角度来规划走停牵引轴走停动作的起止位置;基本原理是设压合一周对应360度,运动控制器可以规划在任意角度开始启动纸张行走,并可以在任意角度规划纸张停止行走位置。使得在走停的效率和柔和性之间得到最合理的平衡配置。
•后牵引:VC系列伺服驱动。首先计数出基准速度并以比例联动模式跟随主轴旋转,再通过检测蓄纸量的多与少对其速度进行补偿。
系统果效:
•走停式模切机——线速度:每分钟70M。模切次数:最快每分钟模切450次。模切精度:匀速误差±0.10mm,加减速误差±0.15mm。
系统特点和核心优势:
•可以任意规划送纸轴在主轴上对应的点,使得动作到达最优;
•在送纸曲线上优化了加减速过程,使加减速更平稳,在高效率的同时减少机械磨损;
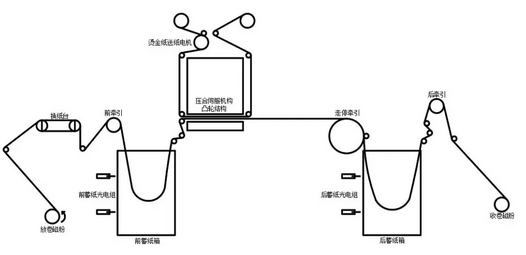
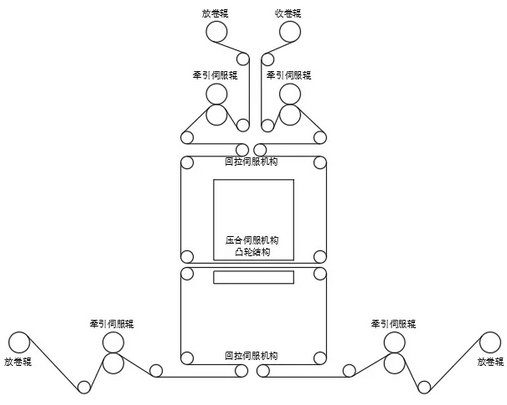
附1:回拉式平压平模切机动作时序简图:
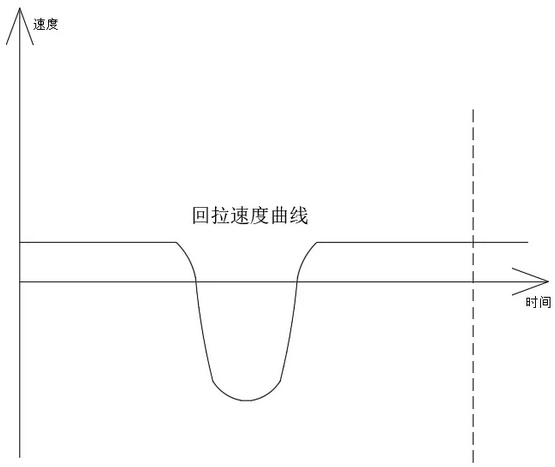
附2:回拉速度实测曲线
•回拉式模切机——线速度: 每分钟60M。 模切次数:最快每分钟模切350次。模切精度:匀速误差±0.15mm,加减速误差±0.2mm。
•回拉式烫金轴(模切轴)的启停动作对应压合(模切)位置和走停牵引一致,并且送纸长度可以随意设置;
•回拉式模切(烫金)的优势是通过调控牵引之间的张力大小,使收放卷能够平 稳的收放纸张,并减少了蓄纸的工序。
相关新闻
- ▪ 皮尔磁:石油开采设备的安全
- ▪ 台达伺服驱动器ASDA-B3系列荣获“2021EM电子行业创新奖”
- ▪ 台达高阶运动控制器AS500系列喜获“CEC 2020年度最佳产品奖”
- ▪ 台达落实智能制造受肯定 揽获“新世纪20年产业成就奖”评选三项大奖
- ▪ 十四载殊荣再续 台达斩获“中国自动化产业年会”三大奖项
- ▪ 用于实现无控制柜自动化的集成式伺服驱动器
- ▪ 罗克韦尔自动化全新伺服系统助力企业节省开支、精简规模
- ▪ HMS 将第700万个Anybus产品交付给IAI公司
- ▪ 西门子推出集成驱动控制功能的全新运动控制器Simatic Drive Controller
- ▪ 德国SPS展丨正运动技术即将亮相2019德国纽伦堡工业自动化展
编辑精选


