
台达VJ驱动器在大型注塑机中的应用
http://www.gkong.com 2014-01-17 16:24 来源:中达电通股份有限公司
1 大型注塑机液压系统应用现状
大型、超大型注塑机的液压系统为满足几千克甚至几万克塑胶的注射和熔胶,往往配置比较庞大的液压系统,通常使用多泵组系统。在开合模、熔胶、射胶等流量需求大的工序时,多泵组同时供油;在座进退、中子、调模等小流量需求时,通过接触器或溢流阀将其中的一个或多个泵组切除,减少供油泵组台数,通过这种方式实现流量的控制。这样的液压系统不可避免的存在溢流情况,且在冷却阶段电机依然空转耗能。在提倡节能的今天,这种液压系统正逐步被油电伺服油压系统所替换。
2 某企业1800T注塑机的节能应用需求
某企业新开发了某型号的1800T大型注塑机,针对液压系统,设计时要求通过油电伺服系统实现节能,需求为:系统压力140Kgf,系统流量1000L/min,系统具备主从泵分合流控制功能。该设备性能参数见表1。
表1 设备性能参数
|
螺杆直径 |
Φ140mm |
|
理论注射容积 |
11155cm^3 |
|
理论注射质量(PS) |
10150g |
|
注射压力 |
142Mpa |
|
锁模力 |
18000kN |
|
最大油泵压力 |
16Mpa |
3 台达VJ驱动器产品介绍
表2 硬件特性
|
控制方式 |
SVPWM |
|
|
速度检测器 |
Resolver(旋转变压器) |
|
|
速度指令输入 |
DC 0~10V,支持模拟输入三点校正 |
|
|
压力指令输入 |
DC 0~10V,支持模拟输入三点校正 |
|
|
压力回授输入 |
DC 0~10V |
|
|
泛用输入信号 |
5 ch DC24V 8mA |
|
|
泛用输出信号 |
2 ch DC24V 50mA, 1 ch Relay output |
|
|
模拟输出电压 |
1 ch dc 0~10V |
|
|
外围 配备 选购 |
速度回授PG卡 |
必配(EMVJ-PG02R) |
|
制动电阻 |
必配 |
|
|
压力传感器 |
必配(限使用输出信号0~10V之压力传感器,最大压力值可由参数00-08设定) |
|
|
EMI滤波器 |
选配 |
|
|
电抗器 |
选配 |
|
表3 功能特性
|
控制模式 |
V/F、FOCPG、FOCPM |
|
压力控制模式 |
压力控制、流量控制、压力/流量切换控制 |
|
PID功能 |
三段式PID、三组式PID |
|
分合流功能 |
一拖多、双拖多 |
|
底压控制 |
保持油路系统始终处于满油状态 |
|
大小泵切换功能 |
针对双排量柱塞泵 |
|
从泵反转泄压功能 |
油路系统泄压更迅速, |
4 某企业1800T注塑机的节能应用
针对该机台设计要求,选择5台台达37kW VJ驱动器配合同步电机及100CC的内啮合齿轮泵构成5泵分合流系统。通过分合流技术实现3个流量级别:400L/min,600L/min,1000L/min。
控制框图如图1。
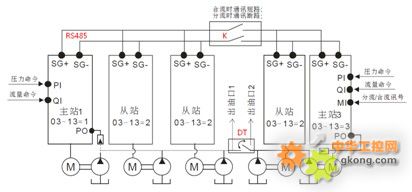
图1 控制框图
应用特点:通过K及DT的启闭切换,实现了400L/min、600L/min、1000L/min三种流量的输出。
1000L/min : 通过K及DT的闭合,上位机发送压力、流量命令给主站1,主站1通过RS485通讯控制其余4台驱动,用于执行合模、熔胶、射胶等动作;
600L/min:通过K及DT的断开,上位机发送压力、流量命令给主站1,主站1通过RS485通讯控制其右侧的2台驱动,用于执行开模等动作;
400 L/min:通过K及DT的断开,上位机发送压力、流量命令给主站3,主站3通过RS485通讯控制其左侧的1台驱动,用于执行顶出、中子、调模、座进退等动作;
当上位机配置有双路压力流量命令通道时,开模动作可与顶出、中子动作同动。

图2 现场图片

图3 制品及制品细节
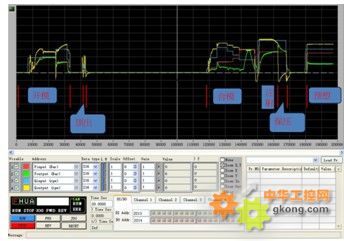
图4 分合流系统应用过程曲线
5 应用总结
台达VJ驱动器在大型注塑机上的多泵分合流应用具有省电、精确、高响应、成本适中等优点主要体现在:超省电节能,比传统定量泵油压系统省电30%~60%;系统油温低,油温降低5℃~10℃,可以减小冷却器规格配置;重复精度高,实现了精密的流量压力控制;耐恶劣环境,采用防震、防油、防尘的Resolver;调试方便、省配线,内置常用电机参数,直接调用;电机运行方向参数化,省却换线麻烦;从泵的运行由主泵通讯控制、省却控制线路配装。
作者简介
郭光辉:出生于1980年4月,毕业于洛阳工业高专,自动化专业。现任中达电通股份有限公司变频器产品开发处高级应用工程师,主要从事台达系列C系列和VJ系列驱动器产品的市场拓展技术解决方案支持,制定与实施综合自动化解决方案,有着丰富的塑机行业经验,积淀了行业内的特色功能拓展技巧与行业工艺。
相关新闻
- ▪ 台达55周年“前行共好论坛” 汇聚业界领袖,分享台达中国大陆达RE100经验 推出可持续发展咨询服务
- ▪ 场景驱动,台达双城深耕智能制造落地之路
- ▪ 台达与东阳光签署战略合作协议,共建 SST 多级垂直供电应用标杆
- ▪ 穿越周期变局 台达以硬核智造构筑光伏效能新高度
- ▪ 瀚海U系列集中式电源举行发布仪式,台达携手百度赋能AI智算供电升级
- ▪ 以 SST 技术为锚,做“算电协同”时代的绿色筑基者
- ▪ 以永续之力,铸工业绿色增长 台达亮相第九届绿色工厂厂务大会并主办ESG专题论坛
- ▪ 台达亮相第九届绿色工厂厂务大会并主办ESG专题论坛
- ▪ 台达DIN Pro与DIN Eco双系列导轨型工业电源新品上市
- ▪ 台达RS-M系列模组机器人全新上市
编辑精选
工控原创
- ▪ 珍・赫夫纳当选国际机器人联合会新任主席
- ▪ 雷赛智能上半年净利预增超55% 定增募资11.44亿加码核心部件研发
- ▪ 上半年收官!2026年6月工业自动化月度资讯汇总
- ▪ 十年深耕国产测控,简仪科技发布AI时代新战略
- ▪ 5 月 RatingDog 中国通用制造业 PMI 为 51.8 通胀压力半年来首次缓解
- ▪ NVIDIA 和宇树科技宣布推出 H2 Plus 以推进人形机器人研究
- ▪ 2026 五月智造潮工业自动化月度盘点!
- ▪ 报告:物理AI发展提速,软件已成机器人创新最大瓶颈
- ▪ 乐聚智能创业板 IPO 获受理,拟募资 26 亿元
- ▪ 施耐德电气加入世界经济论坛灯塔运营系统顾问委员会,共推开源制造蓝图


