
CNC|干货满满!M60系列CNC数据备份与还原方法
http://www.gkong.com 2021-08-27 11:24 来源:三菱电机自动化(中国)有限公司
三菱电机CNC M60数控系列主要包括M64A/M64/M65/M66 /M65V 等机种,M60S系列包括M64AS/M64S/M65S/M66S 等机种。对于以上各种系统的数据输入输出主要是以RS-232C传输协议为标准配置,此系列数控系统到目前有二十年左右,许多电气部件出现老化等不稳定因素,因此及时定期进行机床数据备份就很有必要,本次主要以M64S操作界面为例具体说明。
PART 1
需要备份的主要数据包括参数,程序,梯形图等
1、参数包括选项参数,系统参数,轴参数,机械参数,PLC相关参数等。
2、程序主要包括宏程序,一般加工程序和特定加工程序等。
3、梯形图一般会存储在NC系统主板的ROM区,一般情况下不会丢失,但是当NC主板硬件损坏或者长时间断电并外界干扰等因素也会导致数据存储区紊乱而无法正常运行。
PART 2
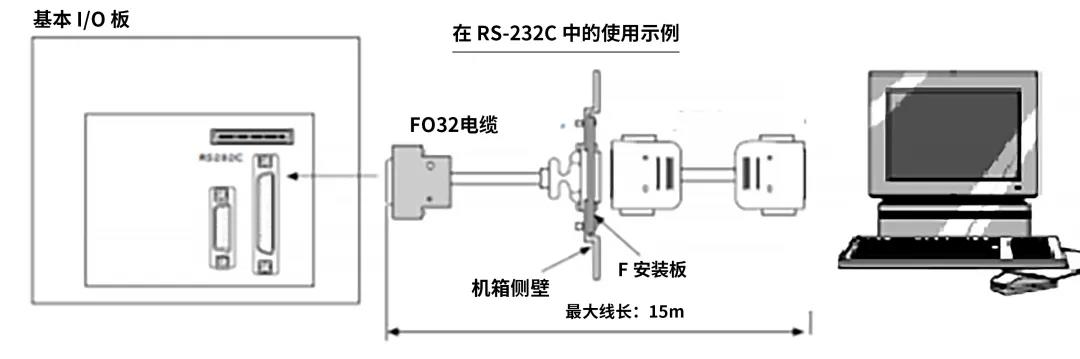
RS-232C数据传输硬件连接及线缆接线方式
一般传输线缆连接都分两段,一段为NC单元侧的HR211板上的SIO端口到机床侧,此部分线缆一般在机床出厂时厂家已经连接好,另一端为机床侧到PC侧线缆一般为标准RS-232C线缆。
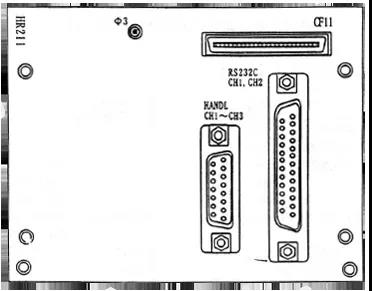
关于HR211板的详细接口如右图,其中RS-232C端口中主要有两个通道CH1(三菱电机维修服务人员专用),CH2(机床制造厂调试人员使用)用做数据输入输出串口通道。
关于两段线缆具体的连线方式:
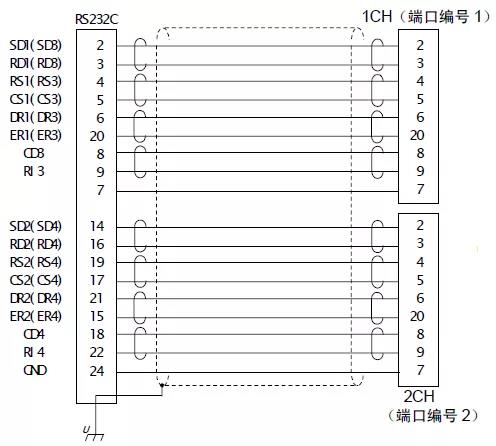
三菱电机标准F032双通道线缆接线方式
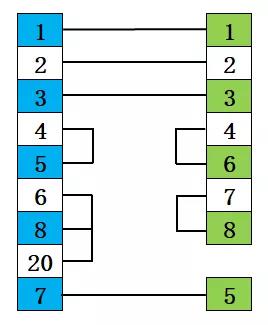
机床到PC端标准RS-232C线缆接线方式
PART 3
RS-232C数据传输参数设置及电脑侧软件设置
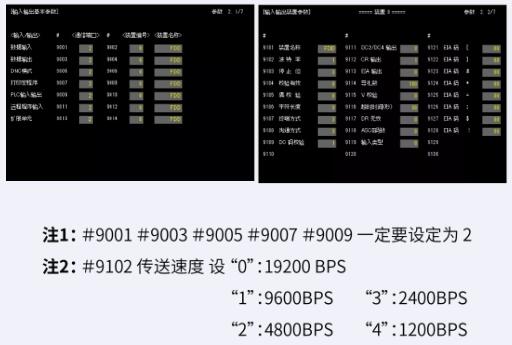
NC数据输入输出画面参数设置
电脑侧设置
因传输软件很多,无一致的用法,本次主要以当时台式机操作系统WIN98/win200/WINXP内的超级终端(HYPER TERMINAL )来做说明。(一般只做参数的资料的备份),目前WIN7以后系统内已无此软件,可以网络下载绿色版直接运行进行传输。
具体设置如下:
1)WINXP之前系统执行:“附件-应用程序”内的“超级终端”。
2)WIN7及以后系统选择HYPERTRM.EXE图示。(第一次使用须设定)
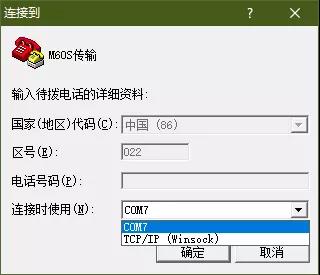
3)选择“名称”,输入“M60S传输”,按“确定”。
4)弹出窗口选择通讯COM端口,如右图。
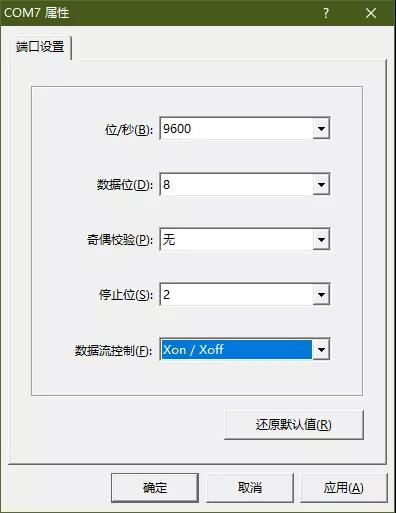
5)按确认键后在弹出窗口中设定相应参数,如右图。
6)在设置传输速度时,请与参数#9102设置一致。
7)点击“确定”保存设置。
8)选择 “档案(F)”、“内容(R)”、“设置”。
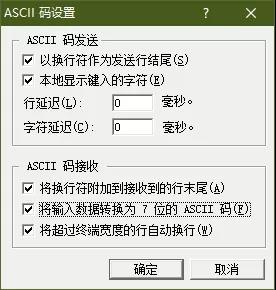
9)按“ASCII设定(R)”会弹出ASCII设定窗口。
10)窗口中所有选项按如下打 “√”并确定,如右图。
PART 4
资料的输入输出操作(RS-232C数据传输步骤)
NC数据的输出
1. 电脑侧HYPERTRM.EXE软件画面依次点击:
传送(T) → 捕获文件(C) ,并选择保存路径及设定文件名,然后输入文件名,按“开始”。
2.机床NC侧操作
1)依次按下功能选择键

进入输入输出参数设置画面,并根据前面说明设定传输参数。
2)PLC STOP 方法有两种,只需执行如下任何一种操作即可停止PLC。
A : PLC界面将PLC STOP(按F0-MENU-FILE-4RUN/STOP)输入“1”。
B : M60S控制器“NC SYS”旋钮旋至“1”(关闭电源状态旋动)。
3)按下功能选择键

进入数据输出画面
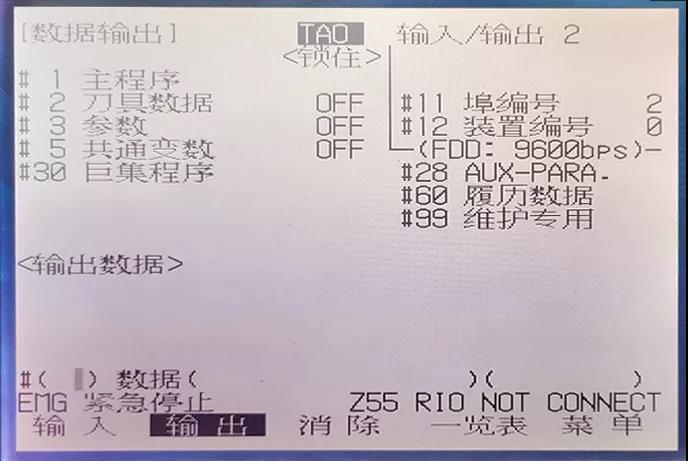
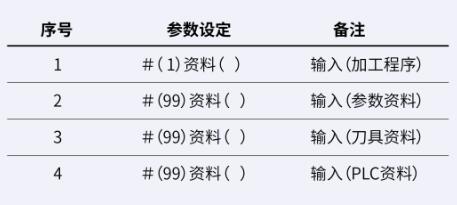
4)安下表项目逐个分别将加工程序、参数、刀具及PLC等资料输出到电脑保存,具体信息如下表:

当在输出界面中输入每项内容并按下input键会自动传输开始。每项传输完成后,选择“传送(T)”、“捕获文字(C)”、“停止(S)”,传出数据会自动保存。全部输出完成后重新启动PLC运行状态(旋钮开关恢复至0).
注:传输程序时如果涉及到宏程序请确认参数#1121及#1122设定值
NC数据恢复
1.NC系统设定
1)依次按下功能选择键

进入输入输出参数设置画面,并根据前面说明设定传输参数。
2)PLC STOP方法有两种,只需执行如下任何一种操作即可停止PLC。
A : PLC界面将PLC STOP(按F0-MENU-FILE-4RUN/STOP)输入“1”。
B : M60S控制器“NC SYS”旋钮旋至“1”(关闭电源状态旋动)。
3)按下功能选择键

进入数据输入画面
#(99)资料( )后按下输入钮。
4)根据下表加工程序、参数、刀具及PLC等资料输入到NC。
2.电脑侧HYPERTRM.EXE软件画面依次点击:
传送(T) → 发送文本文件(S),选择之前备份到计算机的资料逐项发出。
在数据输入到NC系统时需要注意以下几点:
1)数据回传时需要先NC侧开始接收,后电脑侧发送。
2)数据输入需要首先输入ALL1参数数据,并在输入前需要设定#1060( 64 )( S )按下两次INPUT,此项输入完成后需要系统断电重启。
3)在ALL1输入完成后需要做#1060(1)()按下INPUT根据提示依次操作 “N”input→“Y”input,做程序存储区FORMAT并重启系统。
PART 5
数据传输故障现象及解决方法
1、PC接收到数据显示乱码
解决方法:检查传输线是否受干扰,更换传输线已经更新传输软件
2、PC接收到数据满屏幕乱飞
解决方法:检查传输参数 #9112、#9118
3、NC接收到某一段提示错误后中断
解决方法:检查奇偶效验参数及波特率参数,检查数据出错字段是否有隐藏非法字符
4、提示E04报警
解决方法:数据通选线故障,接线方式不正确,传输设备232接口损坏,更换通讯线,通讯设备。
5、数据传输中时好时坏
解决方法:检查传输软件,刷新电脑缓冲器,检查传输线是否过长、打卷、线径不均匀、信号干扰等因素。更换传输设备,线缆。
6、E06 无此规格
解决方法:资料不在规格范围之内,传输文件内部标记超出NC识别的范围,重新索取原始备份资料。
编辑精选
工控原创
- ▪ 黑湖科技完成近 10 亿元 D 轮融资 加速工业AI应用落地和全球扩张
- ▪ 思科工业AI报告:规模化落地全面提速 三大核心要素决定转型成败
- ▪ ADI:人形机器人爆发背后,连接与感知仍是关键挑战
- ▪ 春启智造新篇!2026年3月工业自动化资讯全览
- ▪ 当AI跨越虚实鸿沟,西门子如何在物理世界重写工业规则?
- ▪ 会造成工控系统失控等安全风险!工信部旗下单位发布工业领域OpenClaw应用风险通报
- ▪ ABB机器人携手英伟达 加速工业级物理AI规模化落地
- ▪ 舍弗勒宣布乐聚为首个中国具身智能合作伙伴,人形机器人走向全球产业协同
- ▪ 营收首破400亿欧元大关 施耐德电气2025财年交出强劲业绩
- ▪ 高效电机市场强劲复苏,2030年规模预计翻番至31亿美元


