|
1����
�����ܷ�������������Ҫ�㲿��֮һ���㷺���ڳ��š����Ȳ�λ�����и���������������ˮ�ͼ���Ĺ��ܣ����ֺ�ά������С�������Ӷ����ŶԳ��ڳ�Ա������װ�ú�����Ʒ����Ҫ�������á�����������ҵ�ķ�չ���ܷ��������ۡ����������ʹ��ܵ���Ҫ�������֡������ܷ��������ߵ����һ�����ڱ��Ƕ��͡��и��ף�
��ͳ�ķ�ʽ���г̿��ظ���Ҫ�ȿ��ƺ����Զ��и����ʱ���£�ʵ����ˮ�������и���Զ��������ź�Ϊָ�����и�ȫ���̣����ܷ����и���Ϻ���װ��������ֶ���ף����ַ�ʽ��������Ч�ʵ��£��Զ����̶Ȳ��ߡ�
��ϵͳ����̨��20PMϵ��PLC���ƣ������װ���ܷ��������ߵ�ĩ�ˣ���ס��и�˳����ɣ�20PM�������ֹ��ܱ�֤�˴��������������ܷ�������ͬ����A2�ŷ��Ŀ�����Ӧ�������ϵͳ���е��ٶȼ����ܡ��������ز����˼�⡢�������Զ����ơ�
2����ϵͳ���
�����ܷ������������һֱ���ܷ�����������������϶�Ļ��ڣ�Ŀǰ������Ӧ�ý϶�ķ�����ͣ�ٺ���ף�ƫ�İ�����������ֻ�����ף���Щ���������ص㣬���Ƕ���һЩ��ͬ��ȱ�㡣
(1)������趨��Ҫ�����ֹ����ڻ��߸�����е�������dz������㡣
(2)���ڲ���������ͻ�е�ֵȻ������豸���˶�ĥ������ɿ��Բ�����������Խϲ
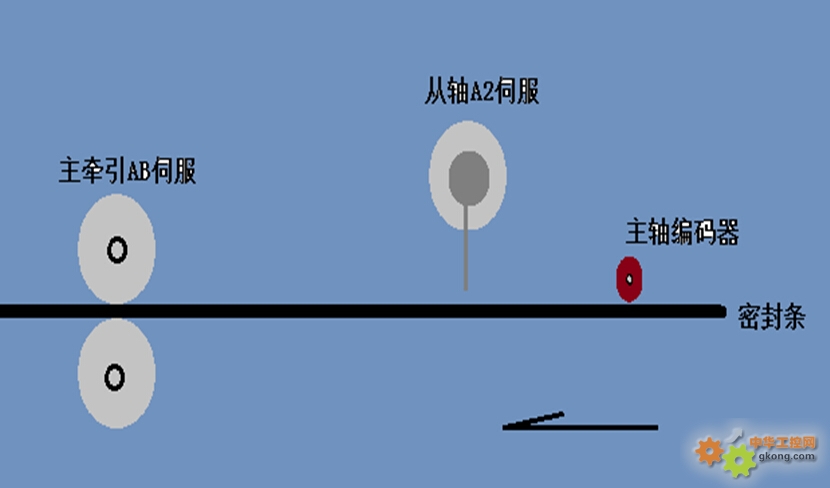
Ϊ�˱�����������ij��֣���ϵͳ�����˸����ܷ������������ߴ�ķ������������ʱ��ʵʱ���������ߵ��ٶȲ�ʵ�ֿ��趨������ס���ϵͳʹ��һ��������ѡ���������װ���ܷ��������ߵ�ĩ�ˣ������ɼ��ܷ��������ٶȺͼ������ϳ��ȣ�ͬʱPLC�������������ݵ����ڲ����������У����ƴ��ἴ�����������ߴ���ܡ�ϵͳ����ͼ���¡�
ϵͳӲ����ƣ�
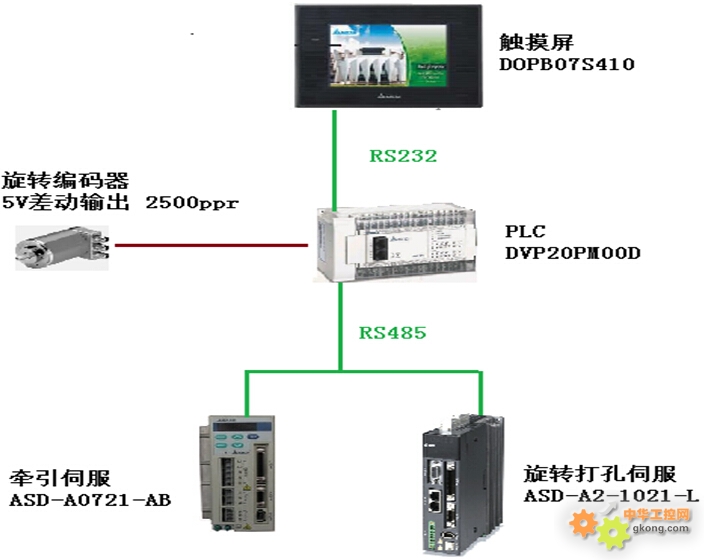
��������̨��DOPB07S410��
PLC��̨��DVP20PM00D��
ǣ���ŷ���̨��ASDA0721-AB��
����ŷ���̨��ASDA21021-L��
��ת��������5V ��ź� 2500ppr��
̨��20PMϵ��PLC���õ����ֹ������������е�֣�����ڻ�е�֣�����������PLC���ֹ��������ȶ���������ʱ�������߽�������������Ҳ���Զ�������߷ֱ���ã�������豸�����Ѷȡ�
̨��DVP-20PM00D��һ������˶�����ר�ù��ܵĿɱ�̿�������20PM����2·500KHz��������������ڵ����ֹ����ж���X��Ϊ���ᣬ������������Ϊ���ᣬ�������CAM Table�������ݶ�������߸��������˶������ö���CPU�����˶������㷨�����Ժܺõ�ʵ�ָ����˶��켣���ơ����������ƣ�ֱ��/Բ���岹���Ƶȣ���ϵͳ����������20PM�˶��������ĵ����ֹ��ܺܺõĽ���˸��Ӹ߾������ߴ�����⡣
A2�ŷ�Ϊ̨�﹫˾�Ƴ������߾��������ͽ����ŷ�����������ʵ�ָ��ٸ߾����Զ������Ƶ���ѡ�ŷ����ص����£�
(1)�߷ֱ��ʱ���������ṩ20bit�����ͱ�������������Ҫ��ϸ��λ���ƵĻ�е�豸�������⣬A2�ŷ�Ҳ����֧�־����ͱ�����������ͻ���̨�ϵ�ʱ�ɼ�������λ�ã���λ�ÿ������ṩ���㷺��ʹ�ó��ϡ�
(2)�����Ϳ��Ƽܹ������Ŀǰȫ�ؽ���ڸ�������Ŀ�������ASDA-A2�����ܹ��ṩ��Modbus��ͨѶ���֧��CANopen(1M bps)�����Դﵽ����������ٿ��ơ�
(3)ǿ����ڲ�λ��ģʽ��A2������ASDA-Aϵ�е��ڲ�λ��ģʽ���ܣ��ṩλ�ÿ��Ʊ༭�����ڲ�λ�û�������ԭ��8�����ӵ�64�㣬�����������(DI)���ӵ�14�㣬λ�ÿ��Ʒ�ʽ�ɼ��ĵ�Ե��ƶ�ģʽ�������������ɲ����趨�����������ٶȱ任��������ͬλ�õ����Ծ�趨����������˿ͻ������ŷ��������Ĺ�������
�ڱ�ϵͳ�У�20PM�ṩһ��RS232ͨѶ������λ����������ͨѶ��������Ա���Կ�ݵض�ϵͳ���в������в�ѯ��������ͬʱ20PM����һ��RS485ͨѶ������ǣ���ŷ��ʹ���ŷ���20PMͨ��������Modbusָ��������ݼ�ʱ�ط�������̨�ŷ���������
�������ߴ���ǵ��͵ĵ����ֵ�Ӧ�ã�Ҫ����ͬ������Ӷ�������ٶ�һ��Ҫ��������������ٶȣ��������ܹ���֤������Ŀײ�����ֱ��Ρ����ѻ��ܴ������⡣�˴�����PM�ڽ��ĵ����ֹ�����ɴ˹��յ�ʵ�֣�ͨ�������������Ϊ������Դ���ƴ���A2�ŷ�����ϵͳ����ʱ������A2�ŷ���ʼѰ�ҹ̶�ԭ����Ϊ��ʼλ�ã���Ϻ������Ӷ���ĵ����֣�ͨ���������Դ�Ŀ�Ȳ����������á�

ϵͳ������ƣ�
(1)20PM��������
ʹ��̨��PM�༭����PMSoft 2.08����O100�����ж�PM������������������趨����ͼ4��ʾ��
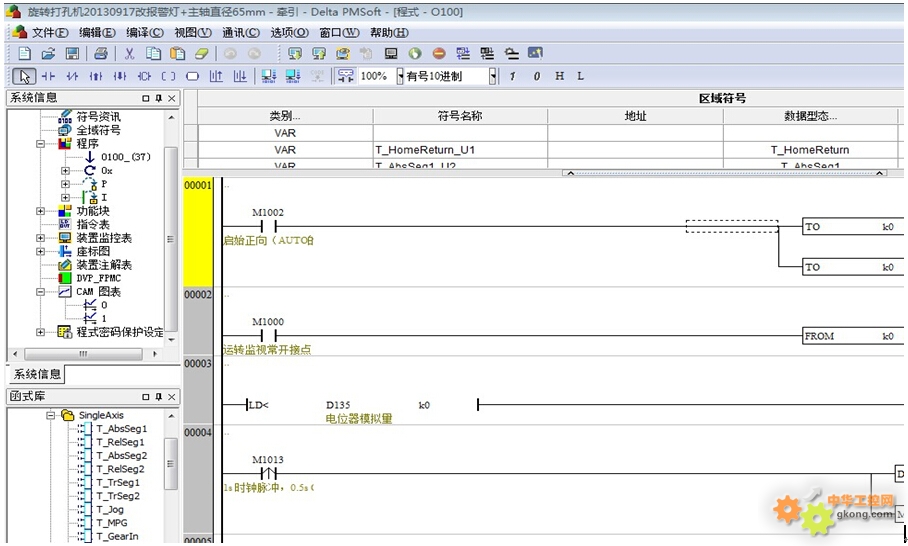
ͼ4
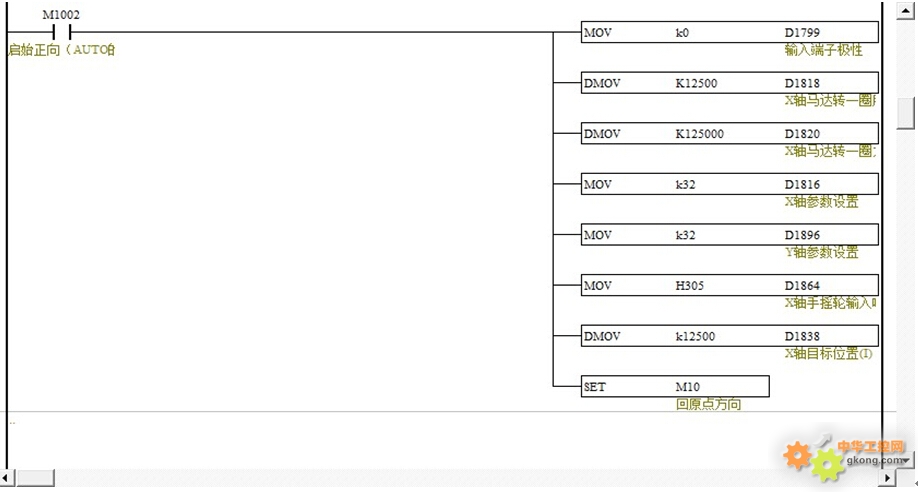
������Ҫ�ȴ�������������300���Cam���ߡ�
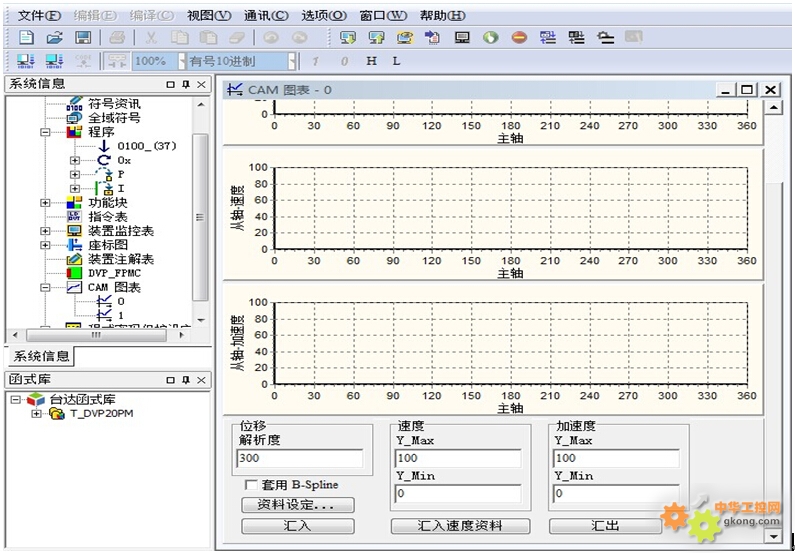
Ȼ��ͨ��20PM�����ù��ܿ��趨���趨������Դ�������������׳��ȵȲ������˲��������ڴ������Ͻ����ġ�
20PM�����ù��ܿ�ΪPLC�����Ա�ṩ�˼���ķ��㣬���ǿ���ֱ�ӵ��ã������˴�ͳ��ʹ��ָ��ķ�ʽ�������˵��Եĸ��ӳ̶ȡ�

������������ƣ�
��ϵͳ���õ�Ϊ̨��Bϵ�д����������������ܱ�֤�˴�������PLC�����ݽ�����

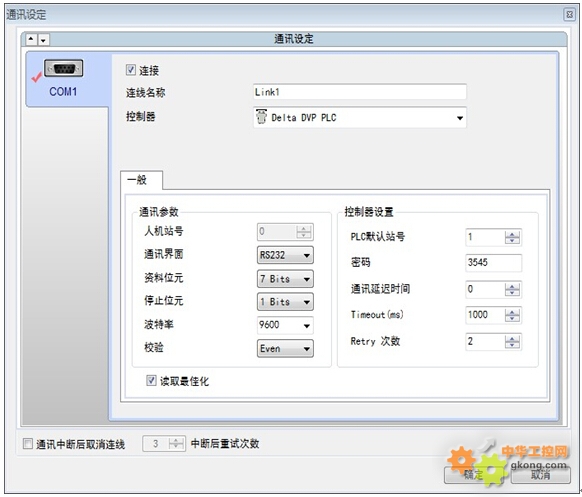
����ϵͳҪ���趨��������ͨѶ�˿ڵĸ���������
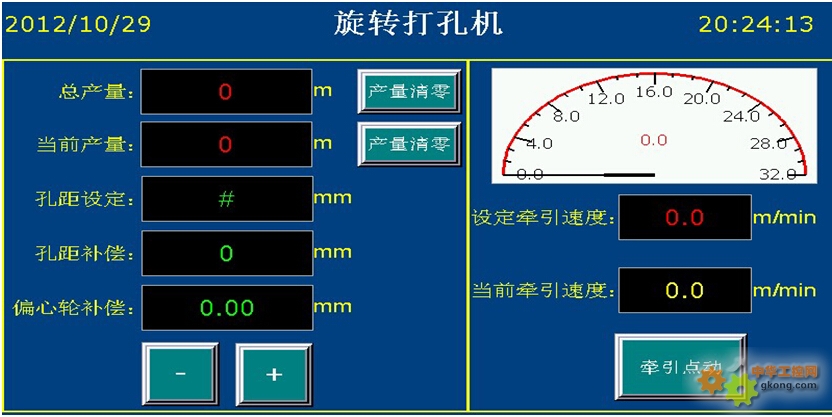
��ײ����趨����ͼ��ͼ��ʾ��HMI�Ͽ��Բ�ѯ����ǰ�������ۼƲ�����ͬʱ�����趨��࣬ͬʱ�Կ༰���Ჹ���趨���������ڻ�е����װ����ɵ���
�����ŷ�����ϵͳ�趨��
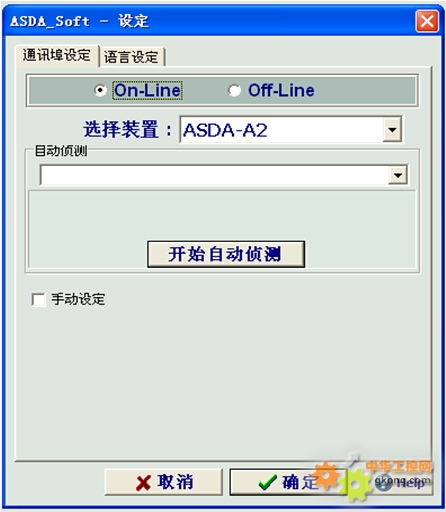
(1)�����汾ASDA_Soft V4.00����һ��ʹ��USB�����߽���������ŷ�����������������ͨѶ�趨��ѡ��On-Line�����豸ʹ�õ�A2ϵ���ŷ��������Ϻ�ȷ������ϵͳ��
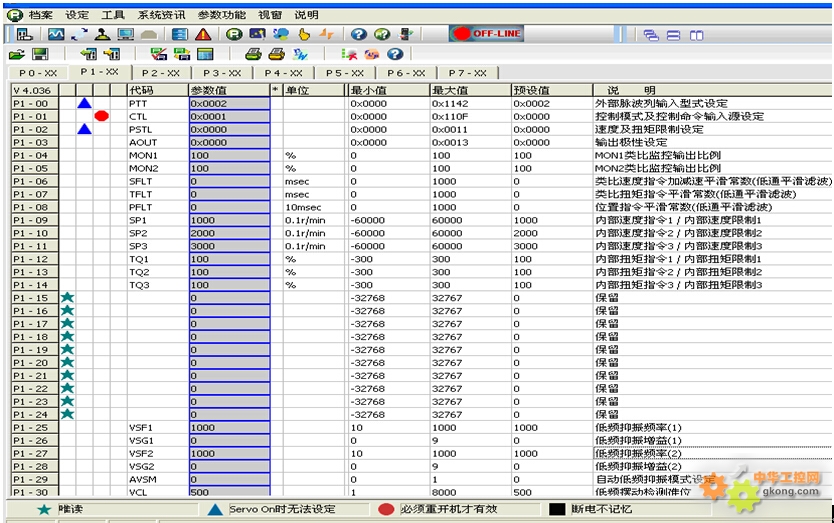
(2)�ŷ�����ģʽΪPtģʽ����Ҫ�ڲ����༭�����趨�ŷ��Ĺ���ģʽ�����ӳ��ֱȵȲ�����
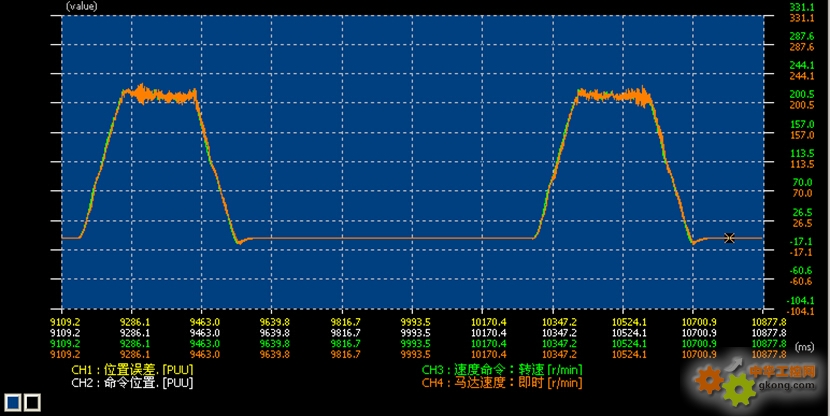
(3)����
ͨ��PC�������������ٶ��ߣ����Կ����Ӷ�����������������Էdz��ĺã��ظ���λ���ȴﵽ±0.5mm��
3�ܽ�
�������������֤����ϵͳ����ظ����ȴﵽ±0.5mm���豸ά�����㣬�����û��Ļ�ӭ���Ѿ���ȫȡ�������ڿͻ�ʹ�õ��ֶ����ߴ���豸��
ʹ�õ�����ȡ����ͳ�Ļ�е����Ƶ������ܷ���������ת���ϵͳƾ�����������ܡ�����IJ�������ʡ������������ͬʱ�����������Ч�ʣ�����20PM��A2�ŷ��Ŀɿ��Ըߣ�ϵͳ�����ȶ�����λ���Ƚϸߣ�����ϵͳ���ܡ����㡢��ݣ����ܿͻ��ĺ�����
|

