摘要:西门子S7-2 0 0 SMART 在CNG天然气子站压缩机系统中的应用
关键词:西门子 S7-200 SMART CNG天然气压缩机 液压立式 加气站
一、项目介绍
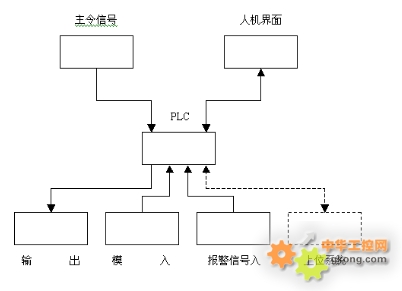
西门子S7-2 0 0 SMART主要运用于各类变送器、电接点表、保护开关、电磁阀以及控制盘上的操作按钮,普通非防爆机型配置Smart line 700 IE触摸屏作为人机界面来监控设备运转的各个状态,使得控制盘的结构简单、紧凑、维护方便。
控制柜为正压通风防爆设计,直接接触天然气1区,在正常运行时可能出现爆炸性气体混合物的环境中,配备西门子TP-700 ExⅡ防爆屏。
●具备故障停机前的预报警功能。
●当机组故障停机时,以全中文显示故障信息。
●设定调整各工艺参数方便,可适应现场工况的变化。
●使用一级口令管理,简单实用,保障安全操作。
●实现无人值守
二、工艺原理
1、项目简介:
本产品为天然气液压压缩机,专门为压缩天然气及天然气的传输(分配)而设计的,该机不允许用于其它类型的气体和在其它操作条件下运行。
机组主要有液压动力系统、主机气缸系统、工艺气管路系统、冷却系统和电气控制系统五部分组成。整机采用液压传动原理,利用油压推动气缸内活塞做往复运动压缩天然气。
2、部件系统流程
(1)工艺气管路系统
天然气从入口管线进来,经过过滤,然后在一级气缸中被压缩;冷却后经过一级过滤器,进入二级气缸被压缩,冷却后经过二级过滤器,再经过除油器除油,最后达到高压排出。
入口和出口压力由压力传感器控制,从而使压缩机在一定操作参数下运转;一级进气口的气体经过压缩后的一级排气温度为此机组的最高温度,此值有报警和停机功能,主要用于机组故障判断,其温度值最高可以达到160℃,但建议不要超过120℃,以免影响密封件的使用寿命;液压油的温度由温度传感器控制。压缩机的进出口配备有切断球阀,同时在每级分离器上还配备了安全阀。
(2)气动控制系统
气动控制系统用于控制压缩机顺序盘的阀门开闭状况,以实现压缩机在加气站中取气气路的变换。
(3)主机系统
主机系统是天然气加压的容器空间,为双气缸两级压缩,分为一级气缸和二级气缸。每个气缸分为上下两个压缩舱,活塞在油压推动下,做上行和下行的往复压缩运动。活塞的上下行运动由距离控制元件监测,同时PLC控制系统根据距离元件的返回信号来控制电液换向阀的换向,实现油路的改变,使活塞改变行程方向进行往复压缩运动。
(4)液压系统
液压系统为压缩机提供动力,主要由油泵电机组、油箱、集成阀块、各种液压附件及管道系统组成。其中,油泵电机组是动力源,油箱是液压油的储存装置,集成阀块是执行机构。油泵电机组采用CY系列,额定排量80ml/r。油箱储油量600L。集成阀块由双电液换向阀(WEH型)、双叠加式液控单向阀(力士乐系列)、先导式电磁溢流阀(DWB型)、双电磁换向阀(WE型)构成,可手动或自动控制油液换向和手动调整油压。全系统电气部分采用防爆结构,保证系统运行的安全可靠性。
(5)冷却系统
机组的冷却系统为风冷式,使用风冷机对液压油和天然气直接冷却。
(6)电气控制系统
压缩机机组的PLC控制部份和动力控制部份(给整套设备提供动力)集成在一个控制箱内;手动、自动通过转换开关进行切换,避免误操作。在压缩机撬上安装了急停按钮,这样在机组旁边可随时观察机组的运行情况及机组的重要参数;为了保证安全,机组检修时必需断开电源。在手动操作下,可以单独启、停各台油泵和加热器。但值得注意的是,这种手动操作本身没有各种保护功能,它只应在设备的调试、检修过程中被使用;在自动情况下,PLC控制具有对设备的各种信号进行监控、处理的能力,能在无人看管的情况下,投入自动运行。
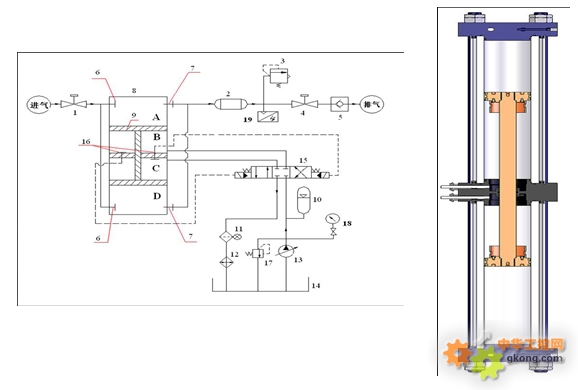
本机组系统流程图:

主机工艺气以及油路控制系统
三、方案选型
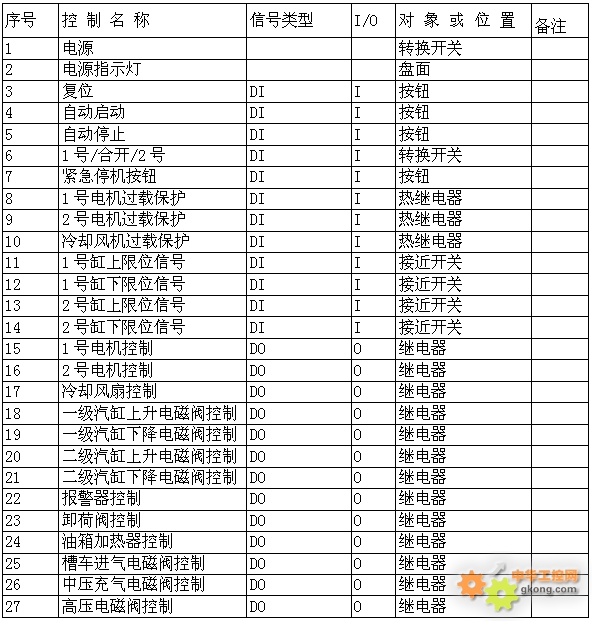
我司CNG天然气子站压缩机系统采用一个CPU ST40主模块,一个EM DT08数字量输出模块以及三个EM A104模拟量输入模块。模块使用22个开关输入点,17个数字量输出,11个模拟量输入点,具体工艺流程及其点位如下表所示:
1.控制系统输入/输出信号
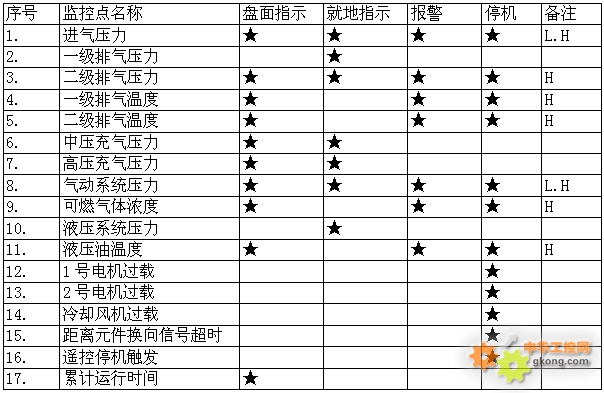
2.报警、停机点清单
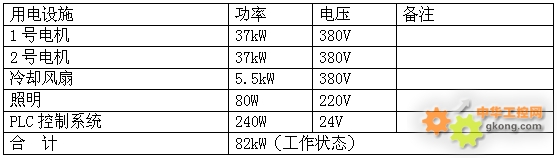
3.动力控制
动力控制柜的容量主要有以下负荷。
4、压缩机实时数据类型、地址、名称;
AIW0 进气压力(L) vw1004
AIW2 二级排气压力(P2) vw1104
AIW4 液压油油温(T0) vw1204
AIW6 一级排气温度(T1) vw1304
AIW8 二级排气温度(T2) vw1306
AIW10 可燃气体浓度 (G0) vw1344
AIW12 中压压力(M) vw1050
AIW14 高压压力(H) vw1060
AIW16 控制气压力(P2) vw1244
AIW18 变频器频率输出(P7) vw1510
AIW20 槽车压力(P0) vw1280
5、压缩机参数设置地址(含量程、报警值等);
进压传感器下限量程:vw1008 0
进压传感器上限量程:vw1012 350
进气压力低报警值:vw1024 40
进气压力低停机值:vw1028 35
末级压力传感器下限量程:vw1108 0
末级压力传感器上限量程:vw1112 350
末级压力高报警值:vw1124 235
末级压力高停机值:vw1128 240
油温传感器下限量程:vw1208 -100
油温传感器上限量程:vw1212 1000
油温度高报警值:vw1224 650
油温度高停机值:vw1228 700
一排温传感器下限量程:vw1308 -500
一排温传感器上限量程:vw1312 2000
一排温度高报警值:vw1324 1150
一排温度高停机值:vw1328 1200
二排温传感器下限量程:vw1310 -500
二排温传感器上限量程:vw1314 2000
二排温度高报警值:vw1326 1150
二排温度高停机值:vw1330 1200
可燃气体浓度下限量程:vw1348 0
可燃气体浓度上限量程:vw1352 1000
可燃气体浓度报警值:vw1364 20
可燃气体浓度停机值:vw1368 50
空压机传感器下限量程:vw1248 0
空压机传感器上限量程:vw1252 200
空压机压力高报警值:vw1272 90
空压机压力低停机报警:vw1276 40
中压传感器下限量程:vw1052 0
中压传感器上限量程:vw1054 350
高压传感器下限量程:vw1062 0
高压传感器上限量程:vw1066 350
油压传感器下限量程:vw1282 0
油压传感器上限量程:vw1284 350
6、压缩机的报警值、数据类型、数据地址;
V1040.0 进气压力低报警位
V1040.1 进气压力低停机位
V1040.4 1号油泵过载停机
V1040.5 2号油泵过载停机
V1040.6 可燃气体浓度报警
V1040.7 可燃气体浓度停机
V1140.0 末级排气压力高报警
V1140.1 末级排气压力高停机
V1140.2 气库气满停机
V1140.3 压缩机故障报警
V1140.4 空压机压力低故障报警停机
V1232.0 油温高报警
V1232.1 油温高停机
V1332.0 一级排气温度高报警
V1332.1 一级排气温度高停机
V1332.2 加热器工作时间过长停机
V1332.3 二级排气温度高报警
V1332.4 二级排气温度高停机
V1332.5 遥控停机信号触发停机
V1332.6 一级缸上开关故障停机
V1332.7 一级缸下开关故障停机
V1333.0 二级缸上开关故障停机
V1333.1 二级缸下开关故障停机
V1333.2 变频器故障
V1333.3 软启动故障停机
V1333.4 油液位过低停机位
V1333.5 油液位过高停机位
V1333.6 机组运行续维护
7、压缩机的累计运行时间、数据类型、数据地址;
小时 vw1424
分钟 vw1428
8、压缩机的运行状态、数据类型、数据地址;
Q0.0 一号电机
Q0.1一级气缸上升电磁阀
Q0.2一级气缸下降电磁阀
Q0.3 二号电机
Q0.4二级气缸上升电磁阀
Q0.5二级气缸下降电磁阀
Q0.6 冷却风机
Q1.1油箱加热器
Q1.2一号卸荷阀
Q1.3二号卸荷阀
Q1.4照明电灯
Q1.5电机保护控制
Q1.7 故障报警器
Q2.0 槽车进气电磁阀
Q2.1 中压取气电磁阀
Q2.2 中压充气电磁阀
Q2.3 高压充气电磁阀
四、设备编程及调试
1、机组操作面板功能介绍(功能面板见下图)
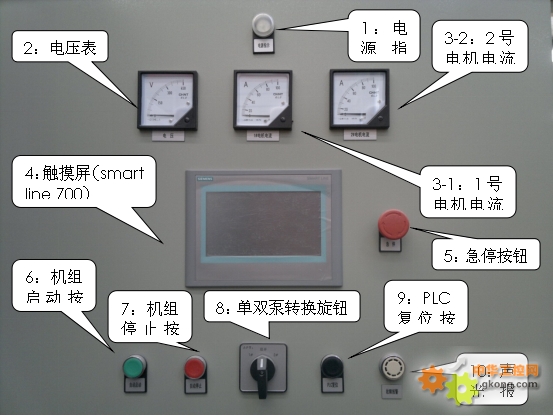
1)电源指示灯
正常情况下,当机组控制柜电源开关打开,电源指示灯亮,呈现绿色。
2)电压表
检测进线电压,取其中两项火线
3)电流表
检测两个电机当时电流,如下图左为一号电机电流,右为二号电机电流
4)Smart line 700触摸屏
主要显示机组工作数据,机组工作状态,报警信息等(后面有详细介绍)
5)急停开关
当气站发生紧急事件时,首先其拍下,断开机组电源
6)自动启动按钮
当工作模式在自动档位时,按下自动启动按钮,机组将会开始工作。
7)自动停止按钮
当机组在自动工作时,按下自动停止按钮,机组停止工作。
8)主机选择开关
主机选择开关有三个档位,左边为1号泵工作,中间为合开1,2号泵同时工作,右边为2号泵工作。一般机组工作时档位在合开上面。
9) PLC置位
当机组出现停机故障时,机组会出现自动锁死状态,此时管理人员需要去先解决问题,排除故障后,机组仍然处于锁死状态,此时需要将PLC置位按下五秒钟,故障锁死状态才会解除。
10)声光报警器
当机组发生故障报警或者故障停机时,报警器自动发声。
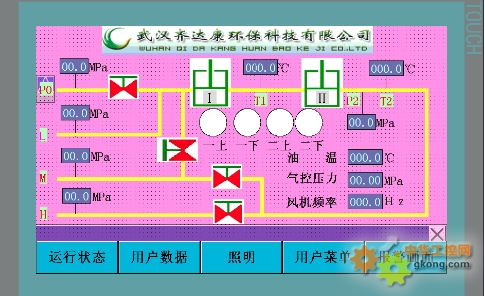
2、触摸屏面板的使用(暂用SMART LINE 700 IE替代)
机组电缆连接正常,通电后会运行主画面会出现:
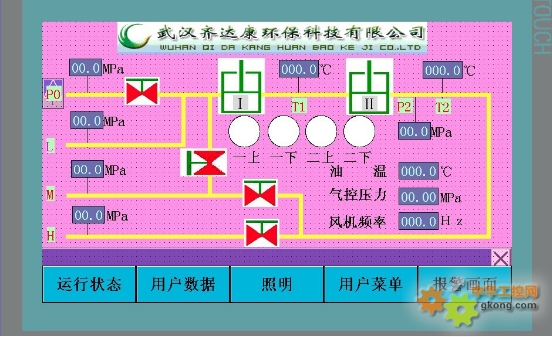
画面有五个按钮。分别为运行状态,运行数据,照明,用户菜单和报警画面,在触摸屏按下后分别进入子画面,及其显示的参数数据。
1)按下运行状态按钮,进入运行状态画面,对机组重要动作部件工作状态进行显示,如下图:
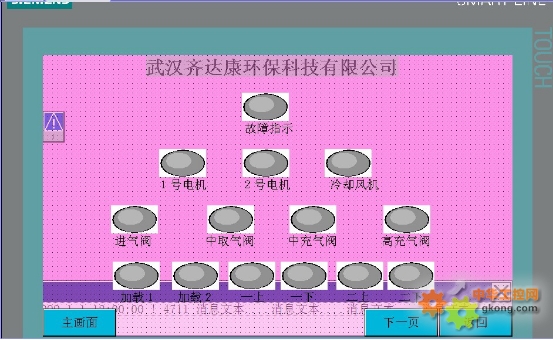
按返回,回上级画面,按主画面进入主画面。
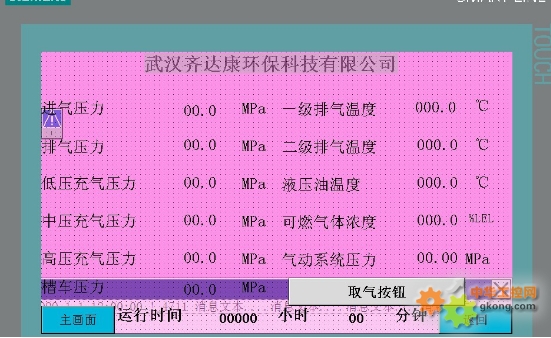
2)按下运行数据按钮,进入运行数据画面,对机组重要重要数据进行监控显示,如下图
3)按下照明按钮则点亮机组内部的防爆照明灯
4)按下用户菜单按钮,进入用户菜单画面,如下图

点击用户后面的方框,输入用户名ADMIN,如图
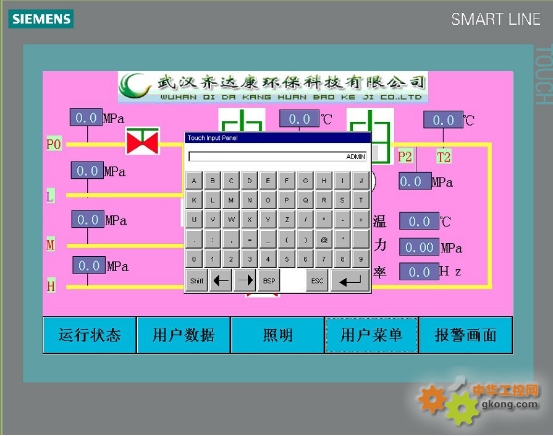
按下图中回车,
画面返回显示为主画面。
3、可实现的功能介绍:
1)、实现机组的自动/手动、加载/卸载控制。
2)、气库气满自动停机、气少时自动启动。
3)、一级进气设有压力显示,二级排气设有压力显示,各级设有温度显示及控制。
4)、高中压井装有压力显示,通过PLC对系统进行智能化控制,合理对加气站充气,降低能耗。
5)、装有可燃气探测报警器,随时监控气体泄漏。
6)、采用蜂鸣器连锁报警,能确保故障及时排除,保证机组安全。
7)、设有紧急停机按钮,也可按用户要求增加设置点。
8)、各种信息自动汉字提示,减少操作失误,工艺参数设定值调整方便,适应现场工况变化。
9)、具备故障停机前的预报警功能,且显示报警故障。
10)、使用分级口令,保障安全操作。
11)、具备RS-485通信接口。
12)、控制柜远离机组本地,本地仪表采用隔爆或本安设计。
13)、外围仪表
14)、测量及控制系统使用4-20mA的标准电信号(除热电偶外)。
15)、所有用于报警及联锁的开关均是NC型(正常时闭合,报警、联锁时开启)。
16)、触点输出均使用继电器隔离,负荷容量不小于24VDC,3A。
17)、除开关类仪表及热电偶外,所有外围变送器、电/气转换器均为本安型或隔爆型。
4、电控柜联锁控制:
(1)PLC控制柜采用ESD紧急断电保护措施:按下“急停”按钮,切断总电源,即QF0断电,再次开机前必须先合上主断路器,保证机器运行安全。
(2)冷却风机与轴流风机机、以及备用空间加热器联锁控制:机组通电轴流风机工作、自动运行启动冷却风机启动轴流风机断电停止,冷却风机停止轴流风机通电启动。
(3)加热器联锁控制:当电动机开启工作时,加热器不能工作。
(4)两台电机既能单独工作,也能同时工作,通过柜子面板三档开关实现,当双电机工作时,1号电机启动10秒后,2号电机启动。
5、PLC程序块介绍:
1)、具体分为6个版块,工艺气顺序控制盘,油缸活塞运动,手动调试,报警停机系统,模拟量数据显示与控制以及其他电机阀件控制。
2)、与触摸屏TP-700 comfort以太网通讯,与AB FX系列变频器、Emerson CNG质量流量计进行modbus通讯。
3)、实施过程及部分程序展示:
选用的PLC为S7-200 SMART系列,此款PLC采用以太网口网线传输通讯,配备一个RS485接口也可进行其他通讯(如MODBUS,风机调速,流量计采集数据通讯),所用的软件为更新后的STEP 7-MicroWIN SMART V2.0版本 ,此版本可在官网上申请下载,基本上类似S7-200 编程习惯,有些细节地方还需要注意,如MODBUS的库文件,定义就与之不相同,下面就软件编程后上传,下载,监控等方面进行说明:
,此版本可在官网上申请下载,基本上类似S7-200 编程习惯,有些细节地方还需要注意,如MODBUS的库文件,定义就与之不相同,下面就软件编程后上传,下载,监控等方面进行说明:
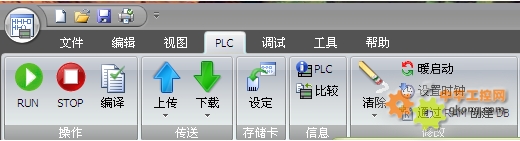
上传下载:
通过一根普通网线即可完成整个过程,首先打开编译好的程序,菜单栏里点击PLC选项,里面有上传下载图标
1-1如果要下载点击下载后,出现网络接口卡,选择自己电脑的有线网卡自动模式,查找连接的CPU,会显示IP地址,MAC地址,子网掩码,还有默认网关等等之类的,如图所示:
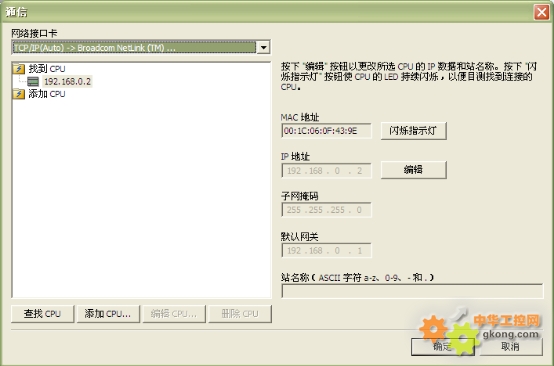
本PLC所设置的连接选项如上所示,可以编辑IP地址还有闪烁指示灯,程序编译正确后确定后下载,即可覆盖所选的程序块,数据块,系统块,符号状态图标等等,注意原始程序的备份还有一定要打到RUN状态,不然启动不了,此款PLC的点位还有其他模块和S7-200类似,这里也不多讲,上传的方法和下载正好相反,是PLC程序往电脑里面传输,这里面可能有部分数据显示不出来(符号表,还有数据块等),所以要做好相应的备份工作。
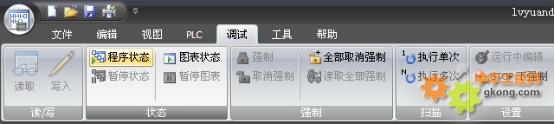
2-1监控测试
在调试菜单里找到程序状态,如果PLC已网络连接且程序和电脑一致时便可监控通讯上
还可以进行MODBUS通讯,设置好比特率,站地址,端口位置,停止位,变量个数和数值地址后便可用MODBUS调试工具,MODSCAN,MODSIM等在上位机上监控。
3-1选用的触摸屏为西门子TP700 Comfort,此款触摸屏配备多种接口,我们传输程序以及和PLC通讯均用以太网口,面板上需要进行网络通讯设置,所选用的软件为portal WINCC professional V13 SP1。
模拟量输入采集
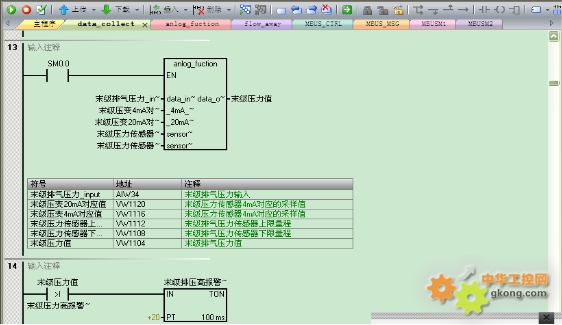
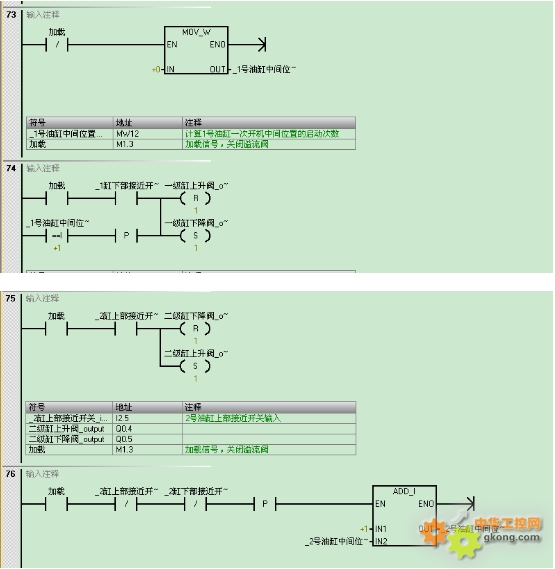
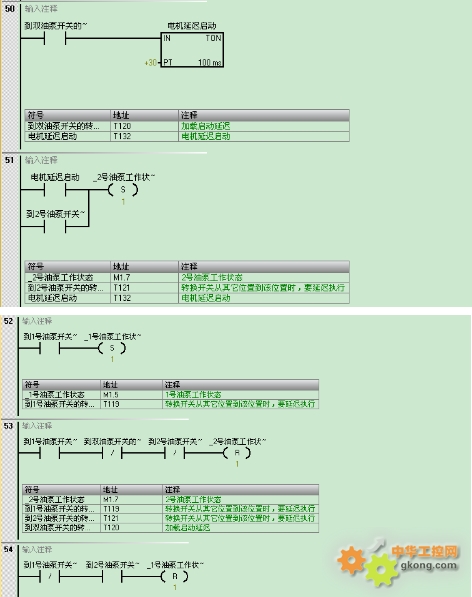
油缸活塞运动:
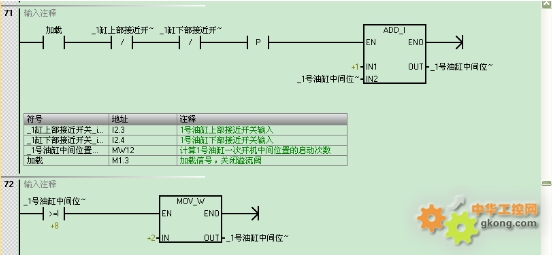


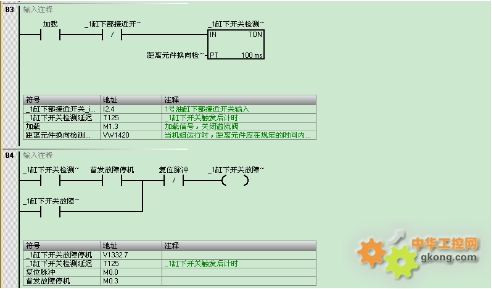
锁机时间程序:


手动调试程序:

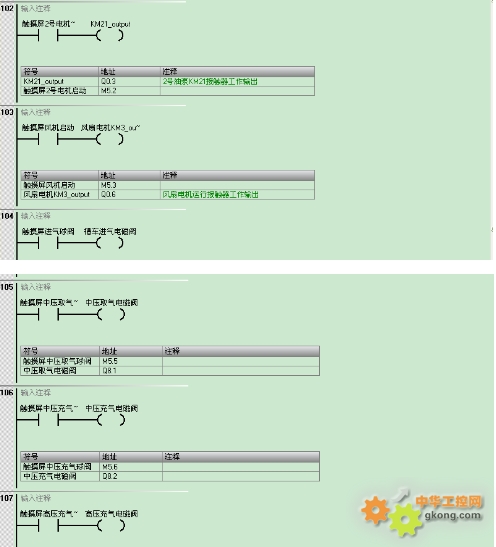
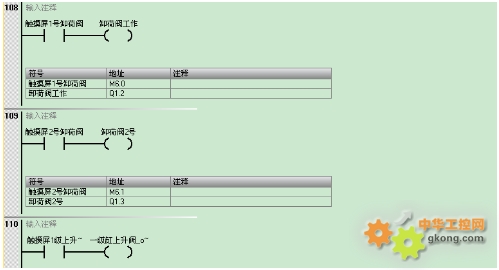
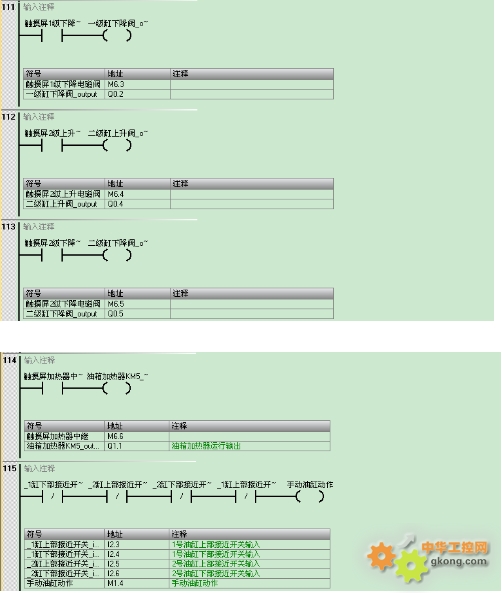
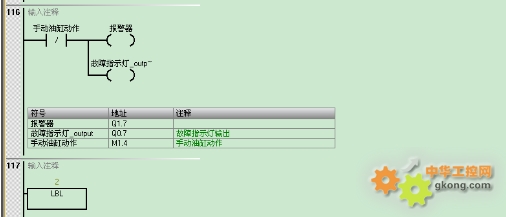
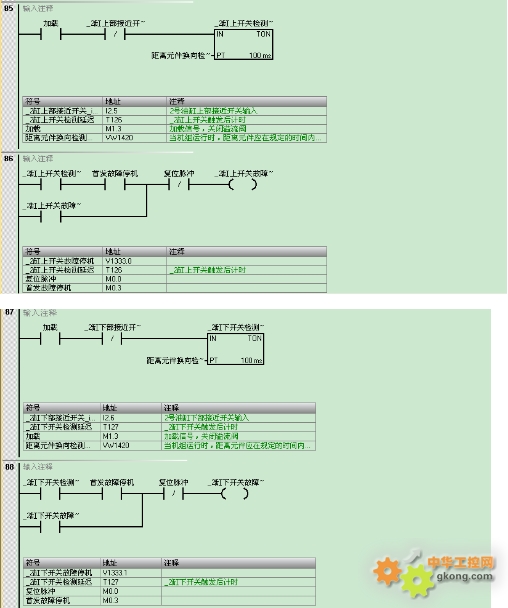
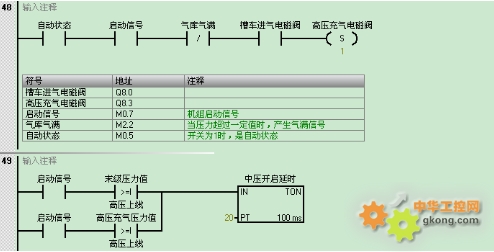
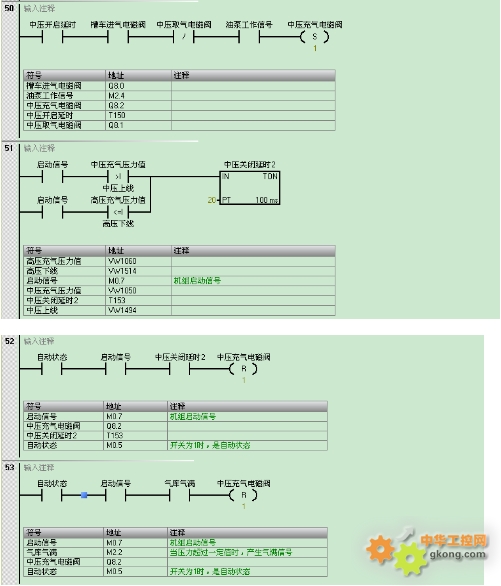
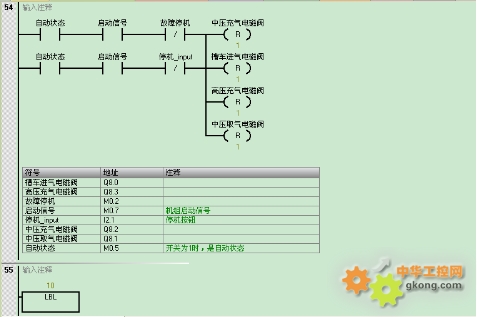
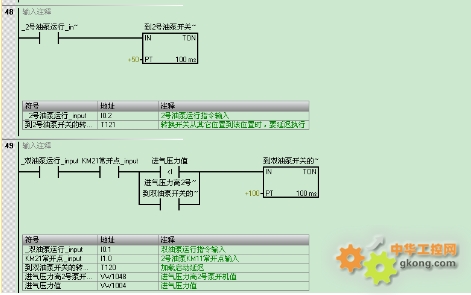
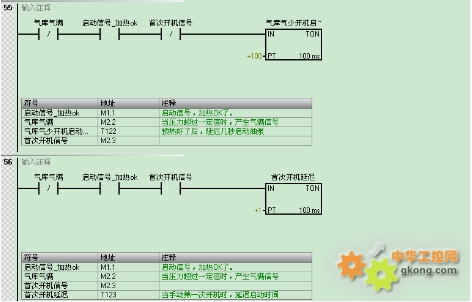
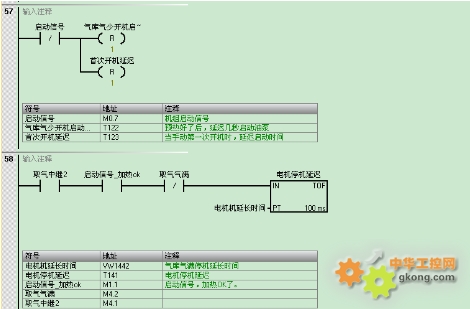
报警停机程序:

工艺气顺序控制盘流程:
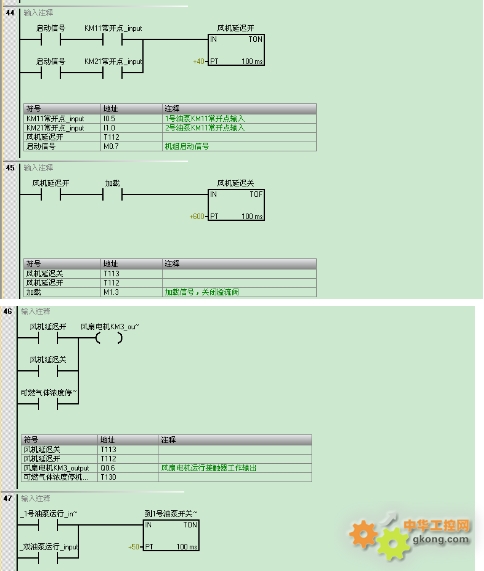
油泵电机风机启停:
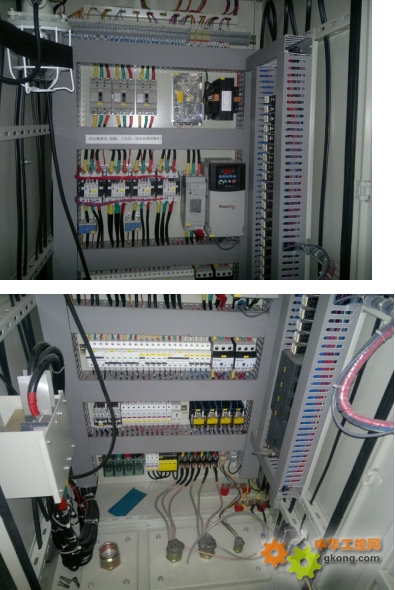
防爆控制柜相关截图:


五、应用体会
在这一次的体验活动中给我最大的印象是西门子S7-200 SMART使用以太网上传下载速度极快,使用一根网线就能传输程序,简化了以前昂贵的西门子原装PPI串口线,还可以自己设置软件的界面,与S7-200 CN的程序块近乎完全一样,兼容性极好,前期200的程序基本上可以完全倒入就能使用了。美中不足的也有几点,模拟量输入干扰大跳闪失真严重,以前200里面程序可以调节死区和滤波的采样数,这个降噪比什么的在4-20mA电流信号调解根本不起作用,在程序运用查找变量功能时,也很不便捷,一般需要手动去找程序块,还有一点就是主模块与背后导轨连接时,模块背后的卡槽无法固定,和其它模块连接时针孔也要对好,发现几次针孔未完全对正断针的,严重影响了调试效率,不过大部分功能还是比较满意的,特别是像以太网连接,RS485串口通讯表现极佳。西门子十大品牌,客户也信得过放得下心,希望以后在硬件还有软件方面做得更好,比如可以兼容全网DP通讯,modbus TCP,接口也可以扩展USB或者mini USB,不需要扩展SD卡进卡槽传程序,直接用通用的手机充电线兼容手机客户端APP下载(建议啊)。
作者简介:
雷军,男,电气工程师,武汉市阳逻经济技术开发区齐达康能源装备有限公司,从事CNG天然气子站压缩机项目。
参考文献:[1] S7-200 SMART 可编程控制器样本(201504)
[2]西门子 S7-200 SMART 技术参考Version1.4
[3]S7-200 SMART 系统手册 V2.0(中文简体)

