|
�������ϵ�������¶�800��900������¾�����������ˣ��ڴ��ֱ������ɴ���������Ƥ�������������ϴ��ֱ�ӽ��뵽����,����ʱ�Ὣ������Ƥѹ����ֻ��壬Ӱ������������������ӹ����ܣ�������Ƥ����������ȴ���黯Һϵͳ�����豸�������黯Һʹ����������������
Ϊ��ȥ����������Ƥ��ͨ�����û�е���ͻ�ѧ�����ϵķ�������ν��е���Dz��ó��ۻ����������ӹ�ʹ������Ƥ�з���������������Ӵ�������������Ƥ�ķ�������ν��ѧ����ʹ������Ƥ���ᷢ����Ӧ����ȥ������Ƥ��FeO��Fe3O4��Fe2O3���ķ�������ʹ�õ���ͨ������������ᡣ�����������Ƚϣ�������������Ƥ��Ӧ�졢���ɵ��������������ܽ�ȴ���ŵ㣬��ˣ��ɼӿ���ϴ�ߵ��ٶȣ����������Ч�ʡ�
��ϴ�������������������зdz���Ҫ�Ĺ��գ�����������ֱ�������������⣬���߱����ھ��أ���ȥ�ѱߵ����ã�Ϊ�����ṩ�ϸ�����ϣ��Ա�֤��������˳�����������ϸ�Ĵ��ֲ�Ʒ��������ϴ�߷�����ʽ��ϴ��������ʽ��ϴ�����֡�

��ϴǰ��
ɽ��ij���dz���֮�磬ʹ���˴����IJʸְ塣��������������ĸִ�����Ҫ������ϴ����������п����Ϳ�����ղ��ܳ�Ϊ�ʸְ�ʹ�á�ij������һֱ�߱���������п����Ϳ����������������ϴ�Ĺ���һ�㶼��������������ɵġ�Ϊ�����������������գ��˴�Ҳ��������һ����ϴ�ߡ����ǵ�̨���Ʒ�ϸߵ��Լ۱��Լ���ʱ��Ч�ļ���֧Ԯ�������ڴ�����ϴ���豸�ϣ�ѡ����̨��IJ�Ʒ��
�������������������ٶ�Ϊ50m/min���ӹ��ִ��Ĺ���ǣ�3mm×1010mm������Ϊ17�֡�
1.���ս���
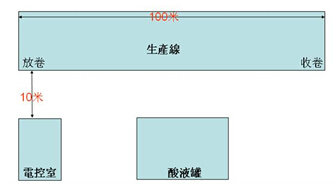
ͼ1 ��ϴ��
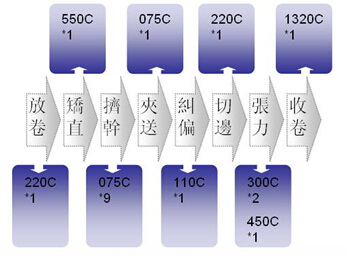
��ϴ������ڶΡ����նΣ���ѧ�����Σ������ڶ���������ɡ�
��ڶΣ���ڶε���Ҫ�����ǽ����ֿ������������͵����նΡ����ڶΡ���ͼ�зž�����ֱ���ֶ�������ڶεĴ������֣�
���նΣ���ѧ�����Σ������ն���Ԥ��ϴ�Ρ���ϴ�μ�Ưϴ����ɡ���ͼ�м��ɲ������ڹ��նεĴ������֡�
���ڶΣ���ͼ�м��ͣ���ƫ���бߣ��ϱ߾��������������վ����ֶ����ڳ��ڶεĴ������֡�
2.����ϵͳ����
������������ϵͳ��������S7-300����Ҫ�����ϴ�߸����չ��ܵĿ��ơ�
���������ߵĵ������������ɶ����Ԫ��ɣ�����Ԫ֮����뱣֤�ٶ�ͬ�������⣬�ھ������ֱ��뱣֤�����к��ʵ��������Ա�֤��Ʒ��������
��ϴ�ߵĵ��һ�������ֿ��Ʒ�ʽ���ٶȿ��Ʒ�ʽ��ת�ؿ��Ʒ�ʽ��Ϊ�˱�֤�ٶȵ�ͬ���Ժ���Ч�����������������зž����֣����ɲ��֣� �ϱ߾��������Լ��վ����֣����Dz�����ת�ؿ��Ʒ�ʽ������ֱ���֣����Ͳ��֣���ƫ���֣��б߲��֣����������֣����Dz������ٶȿ��Ʒ�ʽ��
Ϊ�˱�֤�ٶȿ��Ʒ�ʽ�µ�ͬ���ԣ����豸��ͨ����������Profi-busͨѶ��ʵ�֡�Profi-bus����ͨѶ�ķ�ʽ�Dz�����������������Ƶ��֮��Ĺ�ͨ��Ƶ������ľ��ȿɴﵽ0.01Hz���ߴ�1M��ͨѶ���ʣ���֤���������֮��Ƶ�������ͬ�����ͬʱҲ�ܹ��Ա�Ƶ���Ĺ���״̬���������Ƶ�ʣ���������Ƚ���ʵʱ�Աȼ�أ������ֲ�ͬ������������쳣��ʱ���ܹ����ٽ��е����������ֵ����תʱ���ܹ����챨��֪ͨ��������ֻ�е�ϵ����ˡ�ͬʱ��Ƶ��ʹ�ñջ����ƣ���֤���Ƶ�����ٶȾ����ܹ��ﵽ0.1%�������ڿ��ٵ���������
��ת�ؿ��Ʒ�ʽ�£������վ��ͷž����֣���Ҫͨ��PLC�Ե����������ʵʱ���㣬��֤�����ĺ㶨���ȶ������ڼ��ɲ��֣�������ת�ؿ��Ʒ�ʽ�µ��ٶ����ƣ�ʼ�ձ�֤��̨���ɵ������һ�£��������ij̨�������ƫ�����ij̨�������ƫС������
3.̨��C2000��Ƶ�����ص�65
V/F���ơ��в��������ơ�FOC��PG��ת�ؿ��ƣ�ͬ��������첽�������һ�廯��ȫϵ�е���LCD��壬ѡ��LED���ڽ��������߽ӿ���CANopen��MODBUS���ڽ�������ҵ���ܣ��������������Ҫ���������⣻�����������ƣ�PCB������ǿ��������Ӧ�ԣ�ȫ�������CE��UL��cUL��30kW��������ɲ����Ԫ���ٶȿ��ơ�λ�ÿ��ơ�ת�ؿ��ƣ��߱�������չ�ۣ�I/O��ͨѶ�ڡ�PG�����������߿��Ʒ�ʽ������RS485,�ӿڷ�ʽ RJ45��SG���ӣ���ֱ��ĸ�ߣ�����ȱ�����ģ�黯��ƣ��ɲ�ж�ķ��ȡ����ƶ��ӡ�
4.C2000���ٶȿ���ģʽ��ת�ؿ���ģʽ
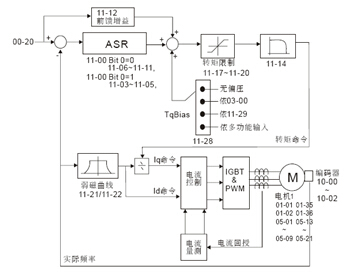
ͼ2 FOCPGģʽ���ٶȱջ�ʸ��ģʽ�����ƿ�ͼ
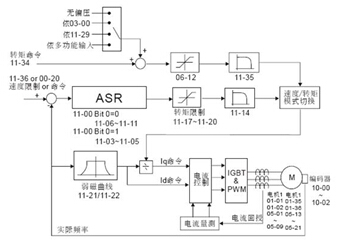
ͼ3 TQCPGģʽ���ջ�ת�ؿ���ģʽ�����ƿ�ͼ
5.����ϵͳ��ͼ
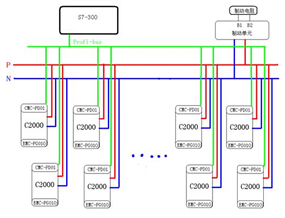
ͼ4 ����ϵͳ��ͼ
��ϵͳ���������ӵ�PLC��Ϊ�ܿأ�Ҫ����PLC���ڶ��Ƶ����ʱ���ٵ���Ϣ���������Dz�����Profibus���ߵķ�ʽ��̨���Ƶ��ͨ��ѡ��CMC-PD01����ͨѶ���ķ�ʽ���ܹ����ݵ�Profibus���������С�������PD���ߵĿ��Ʒ�ʽ�������Ϸdz����㣨�ֳ���Ƶ��������û���κο����ߣ�ֻ��һ��ͨѶ�ߣ����ų�����Ҳ��ø������ס���ʵ��ʹ���У����ǿ��ǵ�ͨѶ�ļ�ʱ���Լ��ȶ��ԣ��������ԣ���ѡ����1M��ͨѶ���������й�����ʵ��֤����Ч���dz��á�
���ǵ������������ߵ����й����У�ijЩ�������һֱ���ڷ������е�״̬������ž�������ijЩ��������ڵ綯�ͷ�������״̬�²�ͣ���л��������ƫ�������������Dz����˹�ֱ��ĸ�ߵķ�ʽ���Ӷ���֤��̨��Ƶ��֮�������Ļ������Ƚ�Լ��ѡ��ɲ�������ɲ����Ԫ�ķ��ã�Ҳʹ�����ĵ������ϵĶ��������ܹ��ṩ��������Ƶ��ʹ�ã��Ӷ����ӽ��ܻ�����ʵ��֤�����ڴ�����ģʽ��һ�㴫���㶼�Ǵ��ڵ綯״̬�������������������У���ֱ�����������ͼ���ʼ�մ��ڷ���״̬�������˹�ֱ��ĸ�߷�ʽ�Ժ�װ��ĸ���ϵ��ƶ���Ԫ���ƶ����������û�й�����ĸ�ߵ�ѹҲ�dz��ȶ�����Ҳ����˵������״̬�����������������綯���ڵı�Ƶ��ʹ�õ��ˣ�û�ж�����������װ����ĵ���
6.�ֳ�����ͼ
ͼ5 �ֳ�����ͼ
��������ֳ�����ͼ�����ǿ����˽����ز��֣���Ƶ����PLC���Ϳ��Ʋ��֣������֮��ľ����DZȽ�Զ�ģ���Զ�ĵ�����վ�������վ���Ƶ�������ƴﵽ��150m�����ǵ�������ڲ���Ƶ���϶࣬��Ƶ������֮������Զ����״��������ÿ̨��Ƶ��������˺�����ˣ������������ཻ���翹�����Ӷ���֤��Ƶ��֮�䲻������ţ���Ƶ�������ŵ�PLC����Ƶ������˵IJ��β��������Ի��䡣
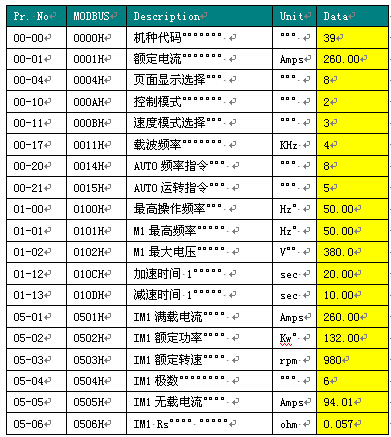
7.������
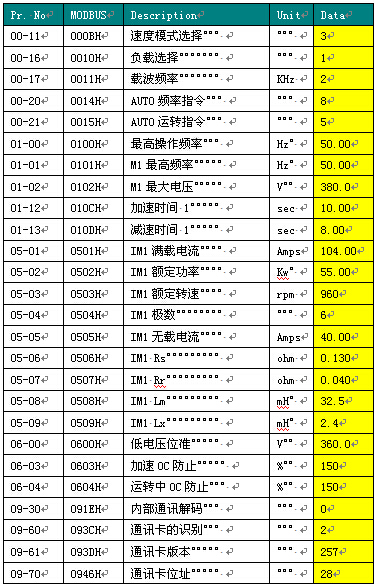
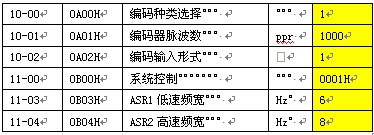
��1 �վ���Ƶ��������
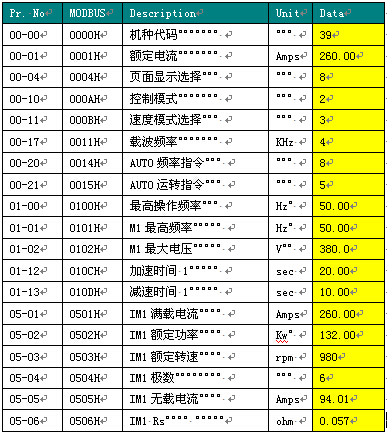

��2 ��ֱ��Ƶ��������
8.�¿���
�ڴ������ߵ�ʹ�ù��̣�����һ���ؼ��Ĺ��գ�������Ҫ����ϴҺ�¶ȵĿ��ơ�����Ϊ�ͻ�ѡ����̨��DTB���¿�����̨��DTB�¿����߱����ֿ������ģʽ���̵����������ѹ���������ֱ��14V������������Լ�ģ������ѹ�����������˫��·������ƣ����ڿ���ϵͳ�м��Ⱥ���ȴ���ƣ��ﵽϵͳ���ٷ�Ӧ�����趨�¶�֮Ҫ���ڽ�485ͨѶģ�飬֧��ASCII��RTU����ͨѶЭ�顣
ͼ6 ̨��DTB���¿���
9.�˻���ʾ����
���ڴ������߱Ƚϳ�����������β����һ������̨��ÿ������̨�ϸ���װһ�����������ڴ������ϣ����ǿ��Ժ�����IJ鿴ÿ̨��Ƶ���Ĺ���״̬���Լ���ÿ̨��Ƶ����ͬ���ٶȣ�ʹ�����߸о����dz��ķ���ʵ�á�
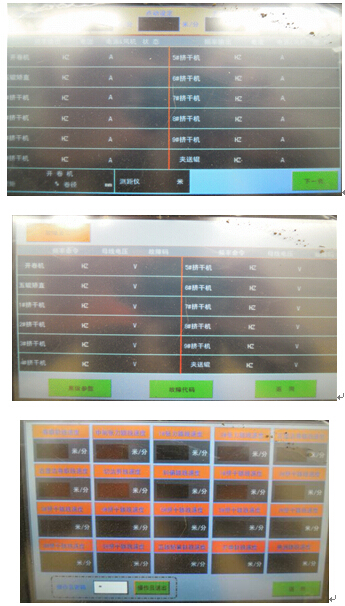
ͼ7 �˻�������ʾͼ
10.�ֳ������봦��
����ϴ��ǰ�ڵ��Թ����У�������������Ƶ������PGF*����OC�ı�������C2000�ֲ���ϴ������ֲ鿴�����Ǿͺܿ��ܹ�������������㡣
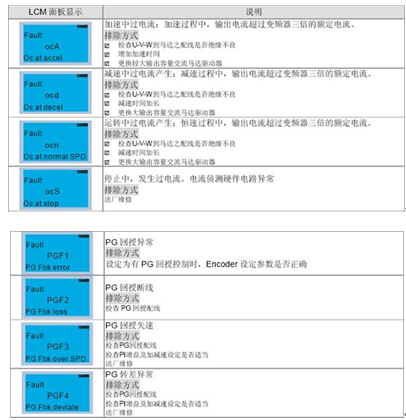
ͼ8 C2000�ֲ���ϴ�������
11.������
�������ԣ���������������ٶ��ܹ����е�55m/min���������ʱ50m/min�����ٶȡ����������µ�����������ϵͳ�ȶ����������㣬�ﵽ�ͻ�����Ҫ��
����飺���ƣ��У�1978��11�³�����2000���ҵ���人�Ƽ���ѧ�Զ���רҵ������ʦְ�ƣ�Ŀǰ��ְ���д��ͨ�ɷ�����˾׃�l���aƷ�_�l̎�������Ƶ���aƷ����ǰ/�ۺ����������Լ�׃�l���®aƷ���ƏV�c��Ӗ��
|

