|
一、原理及工艺
根据所需要裁剪的板材长度,然后再触摸屏上设置相应的数据后,把板条放入生产线中,按下启动按钮后,伺服电机开始行走到第一次需要裁剪到的位置并启动侧压版和上压板气缸,这时候锯气缸开始工作修边,修边完毕后大锯会退回并关闭侧压版和上压板气缸,然后钳手夹紧伺服开始送料,送料到位后侧压版和正压板再次启动,压紧后送料钳手松开,伺服退到第二块所裁剪板材的位置。通世锯开始工作。当加工到最后一条时候,大锯工作完成后送料钳手会夹着余料放到设定好的位置,到位后松开。方便收集和整理剩余的余料,完成
后停止工作等待再次启动。
二、方案
2.1机械部分
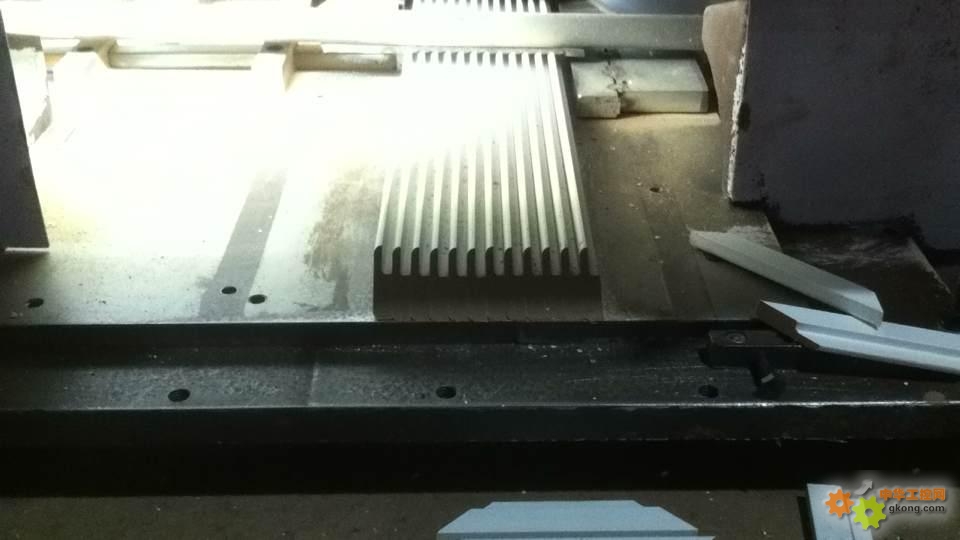
45°切角锯主要由大锯 送料伺服 钳手 上压板 侧压版等组成
 
(整机)
 
(裁剪)
(成品1)
 
(成品2)
(余料收集)
2.2电气部分
45°切角锯控制系统主要由PLC、HMI和行走伺服组成,主要控制方式为:操作人员通过触摸屏(HMI)对所需加工的板材长度进行编辑,编辑完成并将指令下发到PLC后,PLC即可按照指定尺寸通过脉冲方式控制电机的和气缸行走和通断,自动完成对板条的加工。
 
三、特点
3.1 产品特点
45°切角锯人性化,操作简便及其安全性主要有以下几方面:
剪切长度选择、单独计算所加工板材长度、已完成板条数量统计、行走安全位置等。以下为简要说明:
1:剪切长度选择:设置剪切长度后,机器会自动行走到相应位置等待送料,这样提高了板材的利用率和工作效率。
2:单独计算所加工板材长度:可以计算出每种尺寸的板材所加工完成的数量,方便统计。
3:已完成板条数量统计:本设备根据客户设定的每次剪切板材数量来统计总共剪切了多少根该长度板条。
4:行走安全位置:为了安全起见设有行走安全位置,即每次可以离安全原点多少处的位置加工。
四、总结
4.1 机械部分
整台机器由数字控制系统完成,具有全自动各运动部件反应速度快、准确,每个动作连接协调精确。全线只有一名操作人员。具有人员少,定尺精确剪切效率高等优点。切段长度可预先设置并可按照长度分别切断,板条被输送到位后侧压版和正压板会迅速压紧,因此切断是不会出现板材滑动及切段长度的误差。
4.2 电气部分
整个系统的软件主要由PLC程序和HMI程序两部分组成。
PLC程序的结构主要分为数据运算、逻辑判断及动作执行三部分。动作执行部分的程序采用了步进流程,结构比较清晰,可读性较高,同时也避免了程序处理复杂逻辑动作时的相互干扰和误动作的产生,提高了稳定性。
HMI程序的结构主要分为数据录入、状态监控及信息提示三部分。数据录入包括设备工作参数的设置、产品加工尺寸的设定,状态监控包括了整个系统当前输入输出点的状态显示,并可对整个设备的各执行机构进行手动操作。
4.3 总结
可以说本设备设计的更为人性化,操作比较简单且剪切出来的产品更为精确。在提高了工作效率的前提下更节省了人力和物力。
http://v.youku.com/v_show/id_XODkxMjE5NTQ0.htm
|

