|
一、工艺
半自动磨床是利用磨具对工件表面进行磨削加工的机床。本磨床利用伺服电机进行精确定位,利用高速转动的砂轮对工件进行打磨。
二、原理
1、使用人机介面与PLC通讯进行数据的交换,PLC发送脉冲数和方向信号给伺服驱动器,控制两台伺服电机按设定的工艺进行动作,达到精确控制的目的。
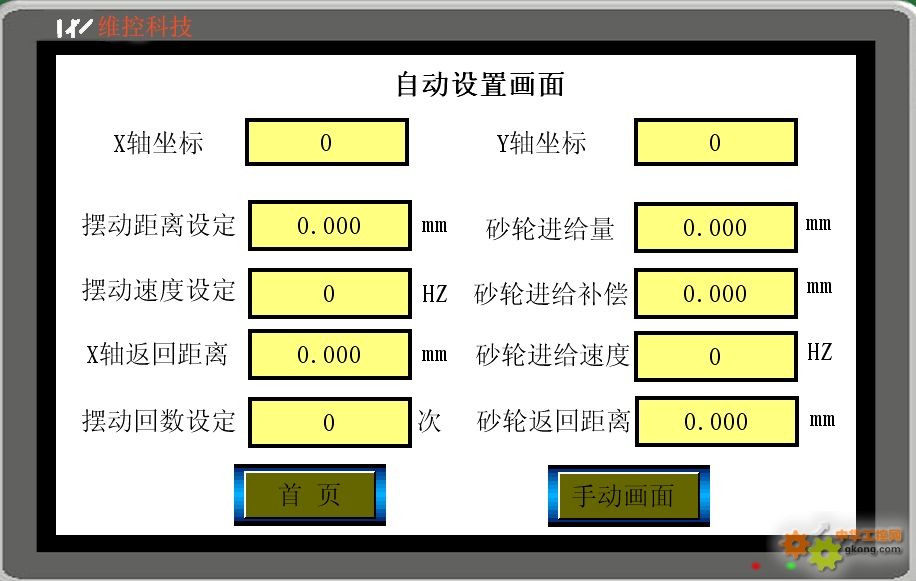
2、自动工作方式:将动作参数通过人机画面写入PLC,PLC按设定参数进行工作,可实现给进补偿的功能,即一定工作时间内不需要频繁的更改数据来确定砂轮的磨损,提高打磨精准度及工作效率。
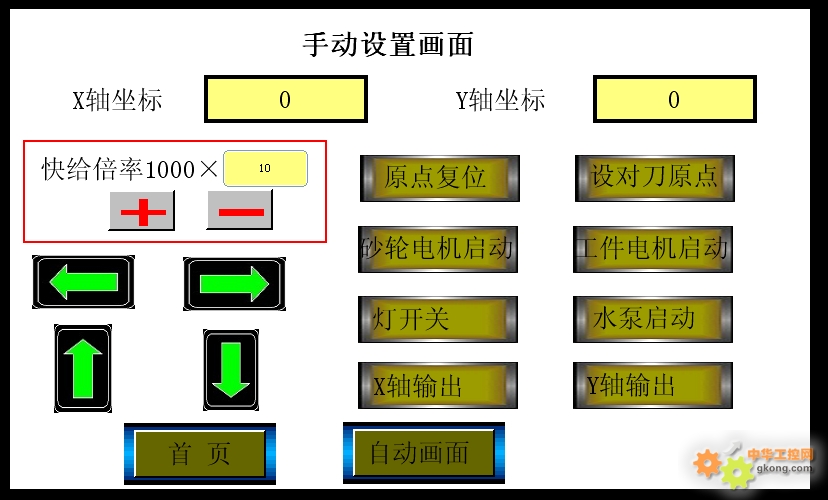
3、手动工作状态:在手动模式下,可通过摇杆进行方向的移动(可更改倍率),也可选择手轮进行精确的进给,可在手动下进行少量不同工件的打磨。
三、方案
- 自动参数设置:用于大批量打磨工件时的设置,具体参数如下,其中砂轮给进补偿是用于设置砂轮在每次打磨中的磨损量,可实现不更改参数持续工作
- 手动参数设置:用于手动工作状态,可用摇杆控制大距离的移动(一般用于对刀),可更改倍率,实现不同速度的给进;手轮模式可用于精准对刀及少量工件时的手动打磨,其它指示灯用于各工作状态的显示。
四、特点
1.用最少的I/O点及最简单的操作来实现工作零点和对刀零点的设置
2.如何屏蔽掉第一次(回机械零点)的行走距离
3.使用更为灵活的LD=指令来执行顺序控制
4.数据处理,在这次程序编写中,数据处理是一个难点,由于不同工作状态下的方式不同,数据的处理也要因各个工作方式进行相应的计算
5.X、Y坐标的显示,由于不加装编码器,这样对X、Y坐标的显示只能依靠脉冲输出寄存器的数据来计算,增加了相当多的计算量
五、总结
这次程序编写中,由于开始低估了编程难度,没有按常规方法画工艺流程图,没有很好的分配M和D的地址,开始用的比随意,到后期大量计算里有几次是由于地址的冲突的程序错误,以后要不管要养成良好的编程方法,提高编程效率。
http://v.youku.com/v_show/id_XODkxNjI0MDEy.html
|

