|
一、工作原理
<一>.本系统主要是由:打孔,攻倒角,攻丝三部分组。
<二>.此设备主要是对标准件进行打孔攻丝等功能。
(1)触摸屏部分
主画面:给予客户选择想要进入的功能页面。

自动控制画面:供设备自动运行时的画面主要是由:回原点,油泵和冷却液启停,再加上启动停止按钮组成,在这个画面里可以看见当前钻头和攻丝锥所在的位置。

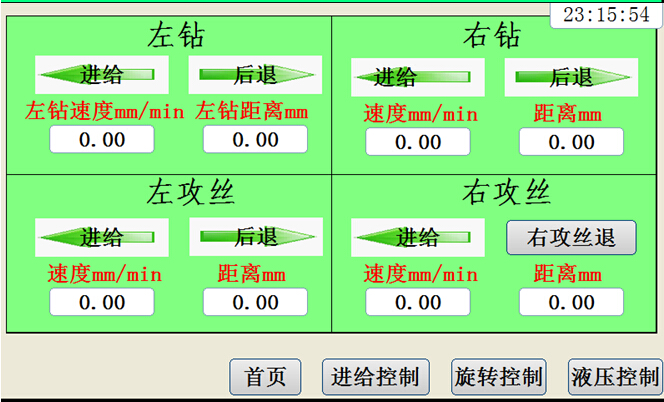
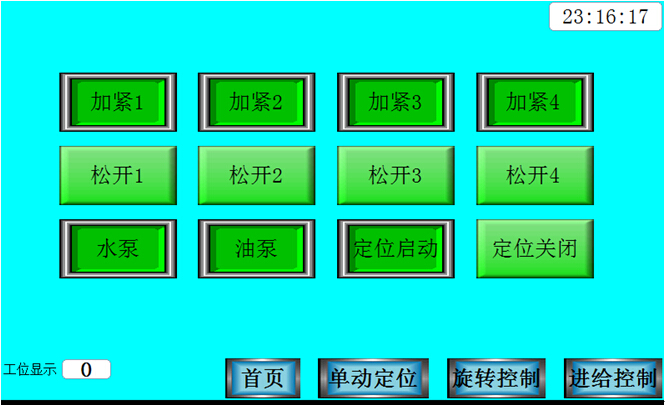
手动控制画面:由单独手动控制,单动定位,旋转控制和液压控制和单轴联动部分组成。

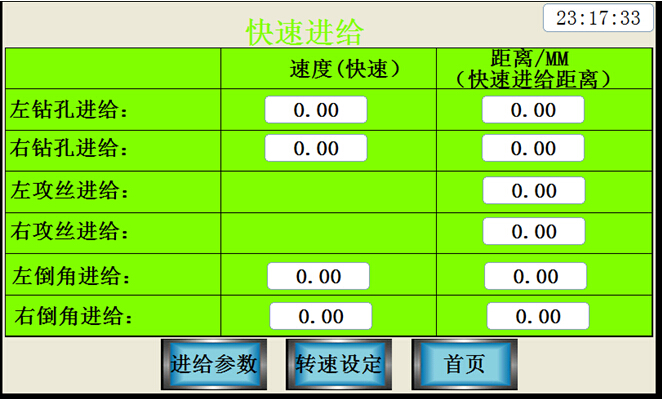
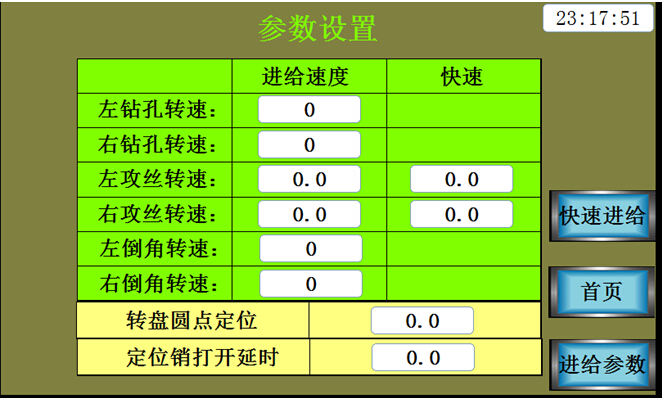
参数设置:可以通过参数画面进行设定要快速慢速的速度和距离,设定打孔的转速和攻倒角的扭矩。

以上是触摸屏上面做的一些简单的控制画面。
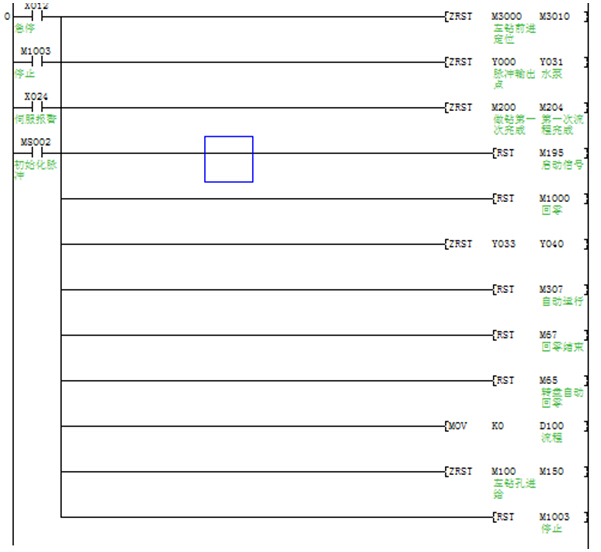
PLC部分程序:
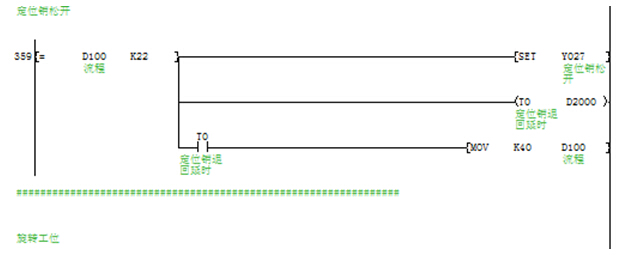
初始化程序:上电初始化、停止与报警把动作信号都给清零。
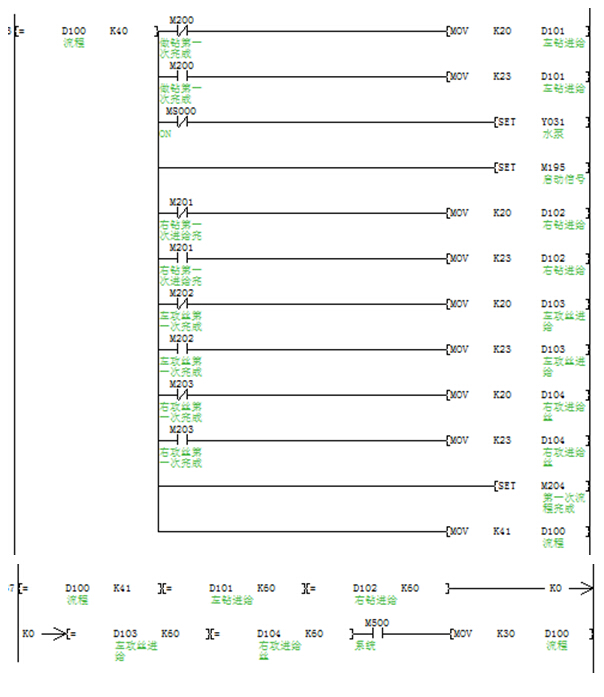
自动部分:启动后判断当前位置与给四个工位做出相应的加紧与松开动作。
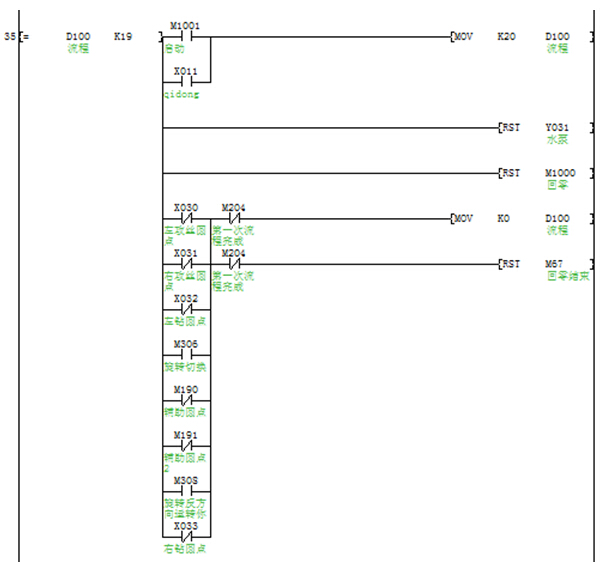
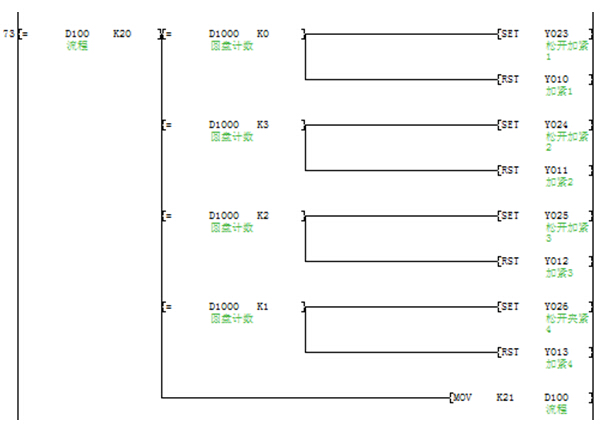
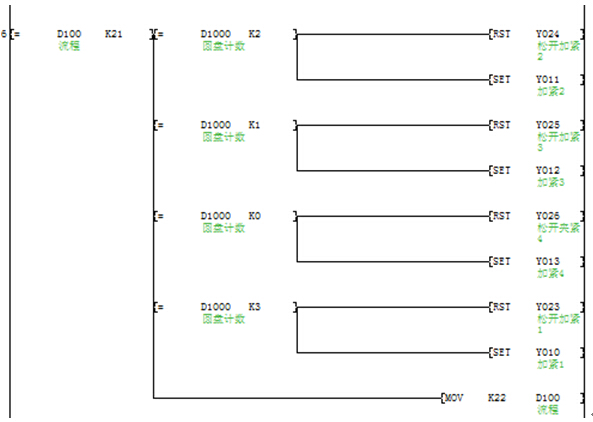
自动开始:打孔,攻丝和攻倒角根据前期在触摸屏里面设定的距离与速度进行工作,再完成各项工作后返回快速进给距离后转盘开始旋转定位。
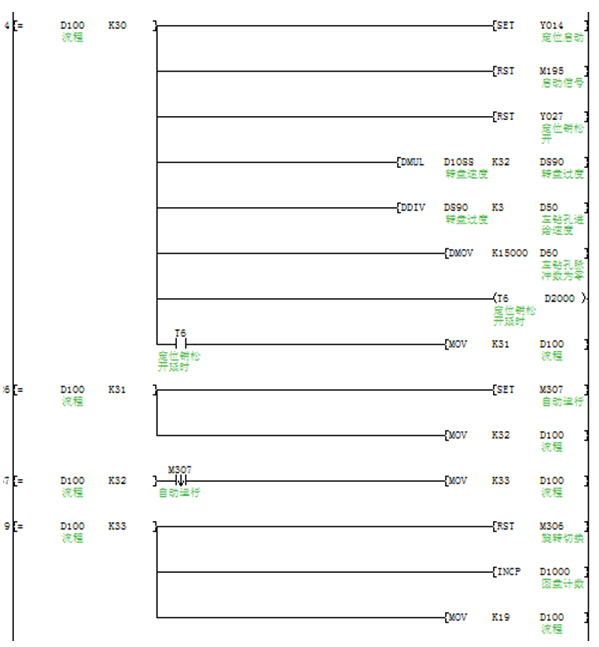
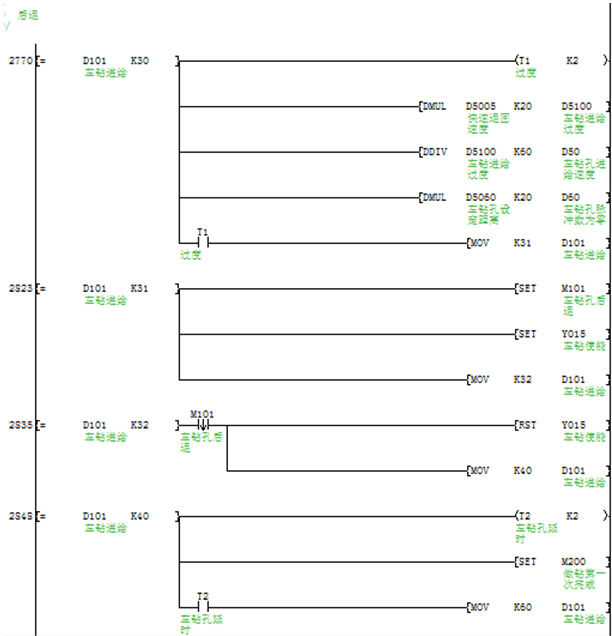
钻孔、攻倒角和攻丝部分:钻孔的工作程序。
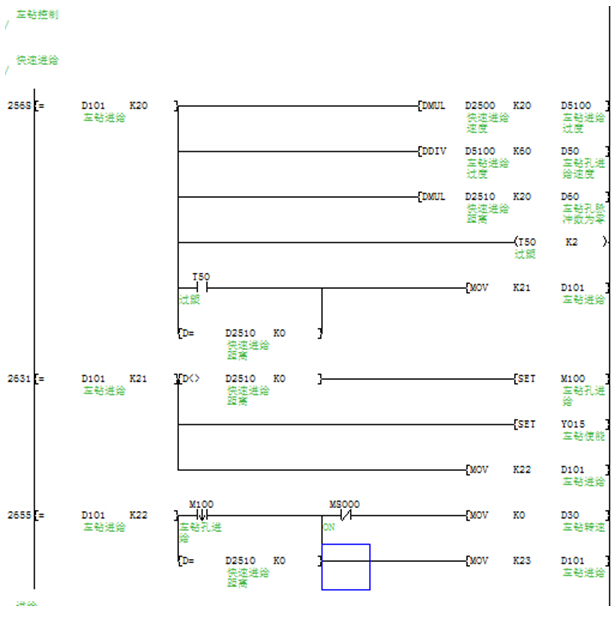
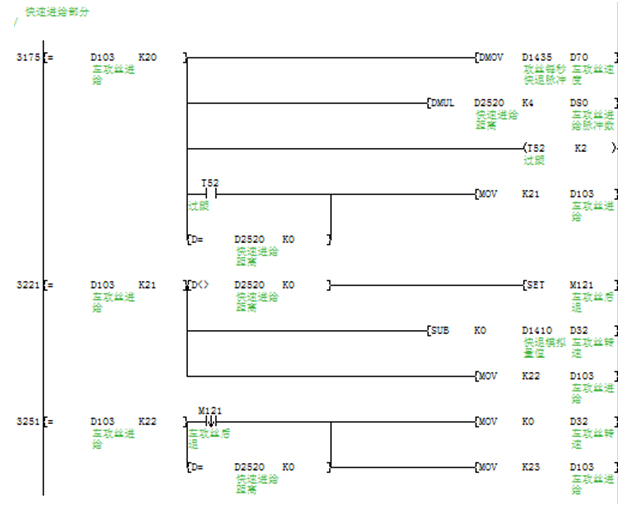
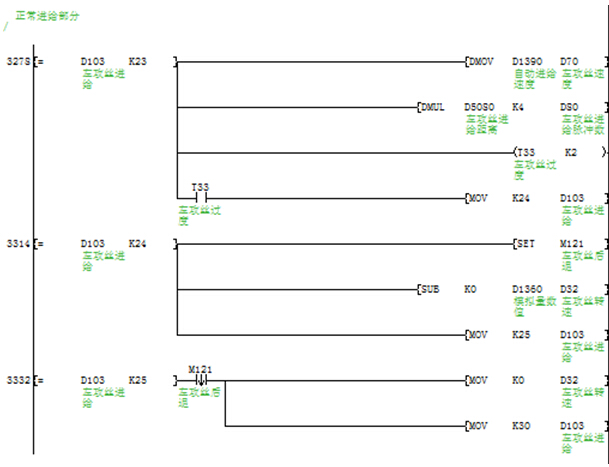
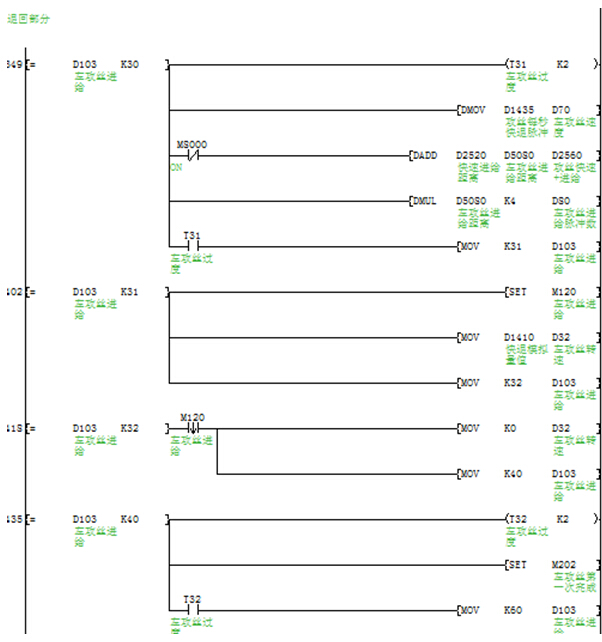
攻丝逻辑部分:
以上是所做的多轴攻丝机的部分程序,仅供参考,
二、选材与操作
主机:LX3V-40MT-4H+LX3V-32MT
1.数字量扩展模块:LX3V-16EX,LX3V-16EYT
2.模拟量模块: LX3V-4DA
3.触摸屏: 777A
4. 阿尔法伺服 13颗
三、特点
操作简便易懂,客户很容易接受的操作理念。
四、总结
1.选用维控两款小型PLC和一个双串口的触摸屏控制13颗伺服驱动,把原先用的CAN通讯省略掉了,使成本得到了大大的降低。
2.整体系统有自动部分和半自动和手动部分组成,使得控制系统相对来说操作比较简易。
3.整机分为4工位:上料打孔工位、攻倒角工位、攻丝工位、卸料工位,客户可以在上料打孔工作进行操作自动启动,在初次把行程设定好后无需再去调试各个工位的行程,这样即提高了安全性,又提高了速度同时也减轻了工人的工作量。
|

