|
泊头铸铁平台在制作的过程中有着工艺要求,这个工艺要求可以使得铸铁平台之后的成品更加的耐使用、性能更加稳定等。
泊头铸铁平台
1、平板应去磁和稳定性处理。
2、平板相对两个侧面上,应有安装手柄或吊环装置的螺纹孔(或圆柱孔),且装置位置的设计应尽量减少因搬运而引起的变形。
3、若平板工作面上设置螺纹孔(或沟槽),其部位应不高于工作面。
4、泊头铸铁平台工作面不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、绣点等缺点。
5、泊头铸铁平台的铸造表面应清楚型砂且平整,涂漆牢固。
6、精度等级为0级~3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的距离应不小于80mm。
7、泊头铸铁平台应采用细密的灰口铸铁等材料制造,其工作面硬度应为170~220HB。
8、平板工作面通常采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Ra*大允许值为5μm。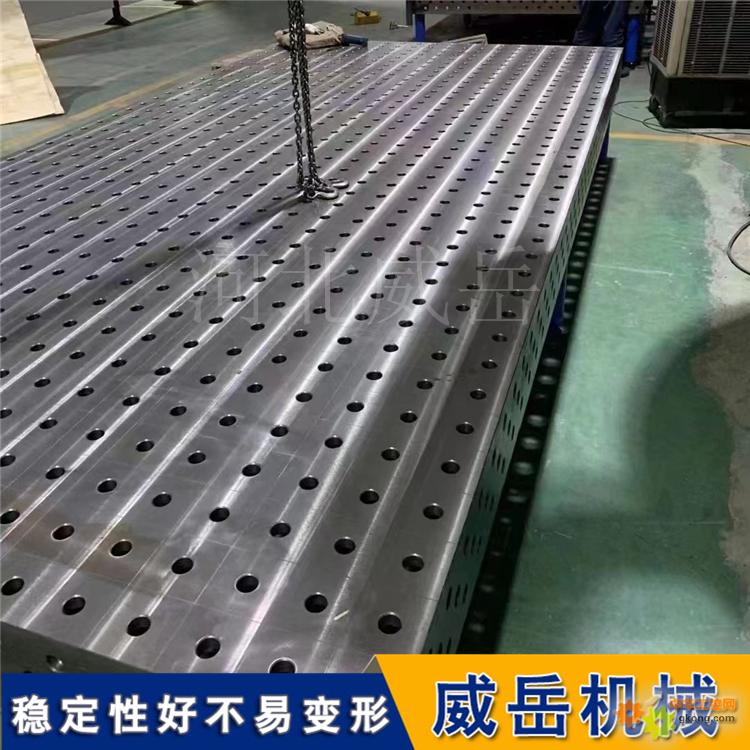
泊头铸铁平台
泊头铸铁平台的基准面刮研介绍:铸铁平台要远离热源,腐浊气体。在使用的时候,要由的人员把铸铁平台调整到合适的精度,不要在铸铁平台上挪动粗糙的工件,尽量的避免对工作台面磕碰,划伤,放工件的时候要轻拿轻放。为了每个支撑点受力均匀,要将将铸铁平板支承点垫好垫平,以整个铸铁平台平稳。不使用的时候将工作台面清洗干净,涂防锈油,用防锈纸盖上。
铸铁平台GB/4986-85的标准制造,产品制成筋板式和箱体式,工作有长方形,材料HT200,工作面采用刮研工艺。铸铁平板是用于工件检测或划线的平面基准器具。平板安装应调至水平负荷均分布于各支点上,环境温度使用时应避免振动。用于机械发动机的动力实验,设备调试,具有较好的平面稳定性和韧性,表面带有T型槽,可以用来固定实验设备。
泊头铸铁平台刮研是检验工作台工作面光整加工的方法之一。其目的是为了降低检验平板工作面粗糙度值,提高接触精度和几何精度,从而提高铸铁平台平板的配合刚度、润滑性能、机械效益和使用寿命,也是仅用平面磨床和导轨磨床加工难以达到的,机床设备和铸铁平台平板所的加工工艺。
|

