|
想买铸铁底板,却不知道怎么选?买回来不会装、不会调?网上资料东一篇西一篇,看得头晕?别担心,今天这篇文章,把铸铁底板从选型到调试的所有知识点都整理好了,不用再翻多篇资料,一篇攻略全搞定!
一部分:选型篇——选对底板是关键
选铸铁底板可不是只看价格,要根据自己的实际需求来选。选对了,事半功倍;选错了,钱花了还不好用。
一、确定精度等级
铸铁底板的精度等级是首要考虑因素,直接决定了价格和用途。
- 0级精度:高精度,平面度误差微米级。适合三坐标测量、精检测、测试计量等场景。价格高,对使用环境要求也高。
- 1级精度:高精度,适合精装配、精划线、高精度机床安装等场景。
- 2级精度:中等精度,适合一般机械加工、普通机床安装、工件检测等场景,是常用的等级。
- 3级精度:普通精度,适合一般划线、工装、粗加工等场景,价格相对便宜。
选型建议:根据实际精度要求选,不要盲目追求高精度。2级精度能满足的需求,就没必要买0级的,贵好几倍不说,维护还麻烦。
二、确定尺寸规格
尺寸怎么定?记住一个原则:比你要放的设备或工件大一圈就行。
- 如果是放机床:底板尺寸要比机床底座大200-300mm,方便安装和调整。
- 如果是做检测平台:根据大工件尺寸来定,四周留出100-200mm的操作空间。
- 如果是做装配平台:考虑整体布局,留出足够的操作和工具摆放空间。
另外,还要考虑厚度。底板越厚,刚性越好,越不容易变形,但也越重、越贵。一般来说,1米左右的底板,厚度150-200mm就够了;2米以上的大底板,厚度250-300mm比较合适。
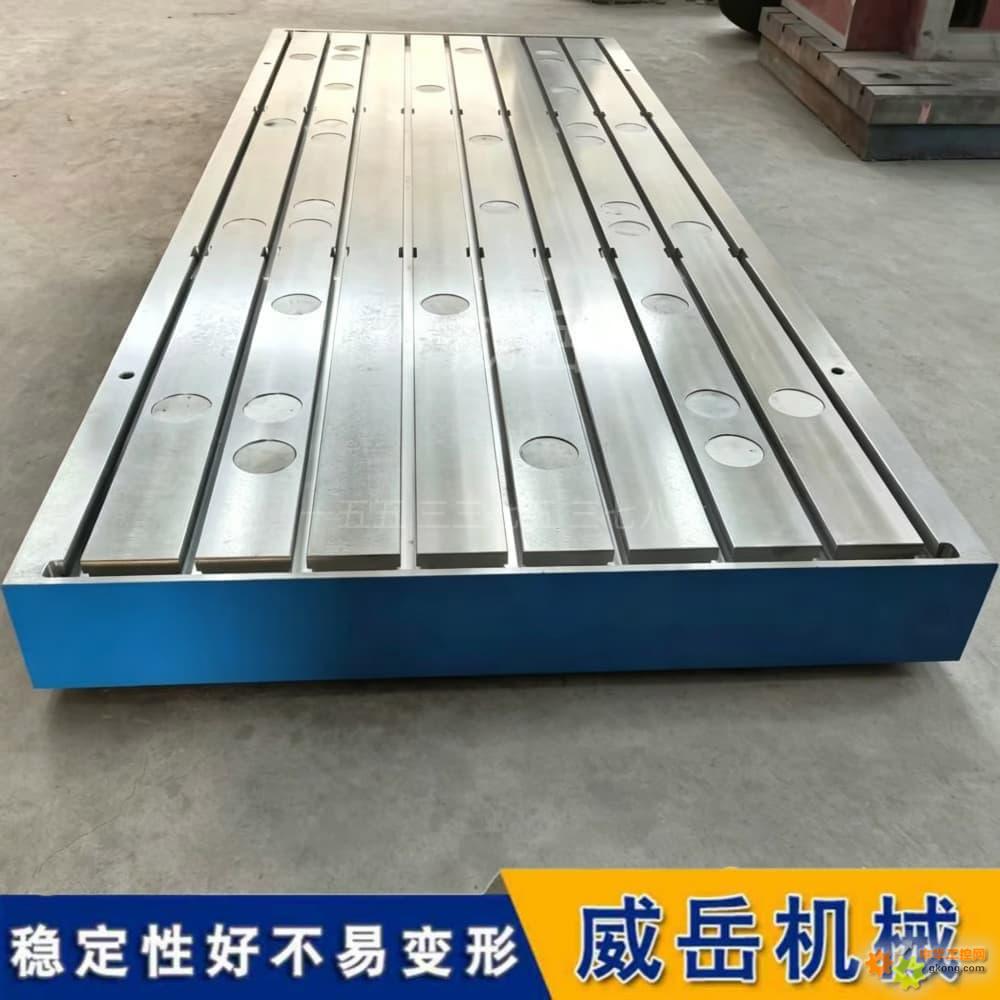
三、确定T型槽参数
T型槽是铸铁底板的灵魂,参数选对了,用起来才顺手。
1. 槽口规格:根据大夹紧力选。M10以下的螺栓选12mm槽口,M12-M16选14-18mm槽口,M20以上选22-28mm槽口。
2. 槽间距:精度要求高、工件小,选100-125mm间距;一般用途选160-200mm间距;重型载荷选250mm以上间距。
3. 布置形式:大多数情况选平行槽就行;需要两个方向定位的选十字槽;特殊需求才选网格槽。
四、材质选择
铸铁底板的材质主要是灰铸铁,牌号有HT200、HT250、HT300等。
- HT200:普通灰铸铁,适合一般用途,价格便宜。
- HT250:高强度灰铸铁,强度和耐磨性更好,适合精度要求较高的场景。
- HT300:高强度灰铸铁,性能更好,价格也更高,适合高精度、重载荷场景。
好的还有球墨铸铁和蠕墨铸铁,性能更好,但价格也贵很多,一般场景用不上。
二部分:安装篇——打好基础很重要
选好了底板,接下来就是安装了。安装质量直接影响使用效果,可不能马虎。
一、安装前准备
1. 选址:找一个好地方很重要。要远离冲床、空压机等振动源;避免阳光直射和空调直吹;地面要坚实,好是混凝土地面。
2. 地基:如果是高精度底板或者重型底板,建议做个专门的混凝土地基。地基要比底板大一圈,深度300-500mm,里面加钢筋。地基做好后要养护28天,完全固化后再安装。
3. 工具准备:可调垫铁(数量要够)、高精度水平仪、扳手、塞尺、防锈油、清洁布等。
4. 开箱检查:底板到货后,先检查外观有没有磕碰、锈蚀。然后把工作面擦干净,涂上一层薄防锈油。
二、安装步骤
1. 摆垫铁:把可调垫铁按照规划好的位置摆好。四个角各一个,中间每隔800-1000mm一个,都要对准筋板位置。
2. 吊底板:用起重设备把底板平稳吊起来,慢慢放在垫铁上。注意保护工作面,不要磕碰。
3. 初调平:用水平仪大致调一下水平,不用太精,差不多就行。把所有垫铁都顶紧,让底板均匀受力。
4. 精调平:这是关键步骤,要耐心细致。用高精度水平仪,采用五点法或多点法测量,逐个调整垫铁,直到平面度达到要求。
调平小技巧:先调四个角,再调中间;每次只微调一点点,多调几次;调完一个点要重新测所有点,因为调整会互相影响。
三、固定方式
底板调平后,要不要固定?怎么固定?分两种情况:
- 固定:用地脚螺栓+灌浆。先在地脚螺栓孔里穿好螺栓,灌入灌浆料,等固化后拧紧螺母。这种方式牢固,适合长期固定使用的底板。
- 活动放置:不用灌浆,直接用垫铁支撑。优点是方便搬迁,适合可能会挪动位置的底板。
注意:灌浆前一定要再确认一遍精度,灌浆固化后就没法再调了。
三部分:调试篇——精度保障是核心
安装完了,还要进行精细调试和精度检测,确保底板达到使用要求。
一、精度检测项目
1. 平面度检测:这是核心的指标。常用的方法有水平仪法、打表法、平晶法等。对于一般用户,用水平仪法就够了。把水平仪放在工作面上按一定路线移动,记录各点读数,然后计算平面度误差。
2. 水平度检测:就是底板整体的倾斜程度。一般要求0.05mm/m以内,高精度要求更高。
3. T型槽检测:包括槽的直线度、槽距公差、槽壁垂直度等。用百分表配合专用检具测量。
4. 侧面检测:如果侧面也加工了,要检测侧面对工作面的垂直度。
所有检测数据都要记录下来,作为验收和以后校准的依据。
二、常见调试问题处理
1. 中间高四周低(凸):说明中间垫铁顶得太紧,或者四周支撑不够。可以松一点中间的垫铁,或者紧一点四周的垫铁。
2. 中间低四周高(凹):说明中间支撑不够。在中间多加几个垫铁,或者把中间的垫铁再顶紧一点。
3. 一边高一边低(倾斜):调整两侧的垫铁,把高的那边调低,或者把低的那边调高。
4. 怎么调都不稳定:检查垫铁有没有悬空的,地面有没有下沉。如果都没问题,可能是底板本身应力没释放好,需要重新时效处理。
三、调试后的时效处理
刚调试好的底板,精度可能还不太稳定。因为吊装、调整过程中会产生一些内应力,需要时间释放。
建议调试完后,放置24-48小时,然后再复检一遍精度,做微调。经过时效后的底板,精度会更稳定。高精度底板尤其要注意这一步。
四部分:维护篇——延长寿命有妙招
铸铁底板是耐用品,维护得好,能用几十年;维护不好,几年就废了。
一、日常维护
1. 保持清洁:用完后及时清理工作面的铁屑、灰尘、油污等。铁屑容易划伤工作面,一定要清理干净。
2. 防锈保养:工作面要定期涂防锈油,防止生锈。特别是潮湿环境,更要注意。如果长时间不用,要涂上厚厚的防锈油,盖上防护罩。
3. 正确使用:不要在工作面上敲敲打打,不要重使用,不要放尖锐的东西直接划工作面。T型槽里的螺栓要定期检查,防止松动。
二、定期校准
铸铁底板虽然稳定,但长期使用精度也会变化。建议每年校准一次精度。如果搬过家、受过撞击,要随时校准。
校准好找专业人员来做,或者自己有水平仪和检测能力也可以。发现精度差了,及时调整。
三、常见故障处理
1. 工作面生锈:轻微锈蚀用防锈油加细砂纸轻轻打磨,严重的要重新磨削加工。
2. 工作面划伤:轻微划伤不影响使用就不用管,深的划伤要找专业人员修复。
3. 精度差:先检查垫铁有没有问题,重新调平试试。如果调不回来,可能是底板变形了,需要返修。
以上就是铸铁底板从选型到调试的完整攻略了。从怎么选、怎么装,到怎么调、怎么维护,全都讲清楚了。有了这篇攻略,不用再东找西找翻资料了,一篇就够。觉得有用的话,赶紧收藏起来,以后肯定用得上!
|

