
基于SIEMENS 828D系统的数控机床定位精度的检测及补偿方法
摘要:数控机床的定位精度在很大程度上受滚珠丝杠精度影响,提高机床的定位精度,能有效地改善数控机床的加工精度。本论文阐述了数控机床螺距误差检测、补偿的原理及步骤,并通过使用激光干涉仪检测及补偿SIEMENS 828D数控系统给出了应用实例。
关键字:SIEMENS 828D;定位精度;激光干涉仪;误差补偿
1 前言
《中国制造2025》于2015年5 月19 日经国务院正式发布,成为我国实施制造强国战略的第一个十年行动纲领。数控机床作为制造技术与信息技术相结合的产物和最佳表现平台,在《中国制造2025》智能制造的目标下,将成为主流方向之一。与此同时,对数控机床的精度和数控机床零件加工的精度也有越来越高的要求。
数控机床的直线轴精度主要受三项精度影响:反向间隙、定位精度和重复定位精度,其中反向间隙、重复定位精度可以通过机械装置的调整来实现,而定位精度在很大程度上受滚珠丝杠精度影响。一方面,尽管采用了高精度的滚珠丝杠,但制造误差总是存在的;另一方面,机床经过长时间使用后,由于磨损,精度可能会下降。因此,定期检测与补偿螺距误差,对于提高数控机床的定位精度、延长数控机床的使用寿命是最节约成本且直接有效的方法。

本论文以亚龙YL-569型828D数控机床实训设备为载体,介绍数控机床定位精度的检测及补偿方法,如图1所示。
图1 亚龙YL-569型828D数控机床实训设备
2 螺距误差检测及补偿原理
将数控机床某直线轴的指令位置,与高精度测量系统所测得的实际位置相比较,计算出在安全行程上的误差,并分别绘制出其误差曲线,再将该误差曲线数值化,并以表格的形式输入数控系统中。
3 螺距误差检测及补偿的一般步骤
(1)安装高精度的位移测量装置;
(2)绘制简单的数控程序,顺序定位在一些指定位置上;
(3)记录运行到这些点的实际精确位置;
(4)将各点处的误差记录下来,行程误差分析表;
(5)将表中的数据输入数控系统中,按该表数据进行补偿。
4 螺距误差补偿的实现
4.1 误差检测及补偿
本论文以亚龙YL-569型828D数控机床实训设备的X轴方向定位精度的检测和误差补偿为例来说明具体操作步骤。采用等距测量,测量起点为0mm,测量终点为-400mm,测量间隔为50mm,运行次数为5次。
第一步 连接激光干涉仪。
采用Renishaw XL-80激光干涉仪,对数控机床的定位精度进行检测。将激光头、环境补偿单元、线性测量光学镜组,按如图2所示方式连接于机床及机床侧。线性测量光学镜组的连接方式如图3所示。

图2 激光干涉仪连接方式
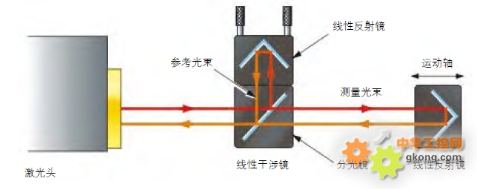
图3 光学镜组连接方式
第二步 运行螺补测试程序,按照预定的最小位置(0mm)、最大位置(-400)和测量间隔(50mm)移动要进行补偿的轴,并用激光干涉仪测试每一点的误差。螺距误差检测结果如图4所示。
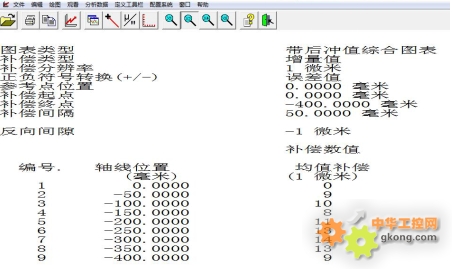
图4 螺距误差检测结果
第三步 在系统中找出补偿文件。
[Menu Select][调试][系统数据][NC数据][NC生效数据][测量系统误差补偿],将补偿文件复制、粘贴到零件程序中,如图5所示。
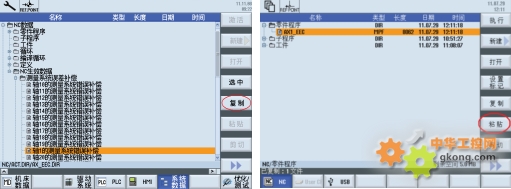
图5 补偿文件
第四步 打开补偿文件,将误差值填入补偿文件中。补偿数组的结构如表1所示。
表1 补偿数组的结构
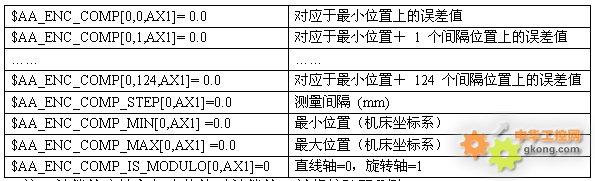
注:补偿值应填入每点的绝对补偿值,并将校验码删除。
本次补偿结果如表2所示。
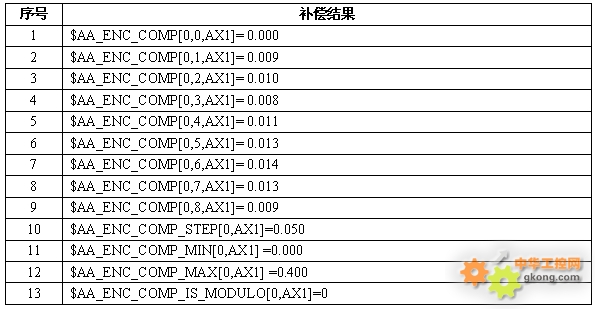
表2 补偿结果
第五步 在自动方式下运行AX1_EEC.MPF程序,设定轴参数 MD32700 = 1,然后重启系统,返回参考点后补偿值生效。注:运行补偿程序时,MD32700(螺距误差补偿生效)应设为0,否则系统会出现17070号报警。
4.2 螺距补偿的测试
补偿后,为了验证螺距误差补偿效果,再按照相同设置值对机床的定位精度进行检测。补偿前后的机床定位精度如图6所示。

(a)补偿前机床定位精度

(b)补偿后机床定位精度
图6 补偿前后数控机床定位精度
X 轴无任何补偿条件下,定位精度A =114.884微米;X 轴单向螺距补偿条件下,定位精度A =40.313微米。从数据中得知,通过丝杠螺距误差补偿,数控机床的定位精度得到了较大的改善,证明此补偿方法很成功。
5 结论
利用激光干涉仪测量和补偿数控机床的螺距误差,能有效地提高数控机床的定位精度,从而提高数控机床的加工精度。
参考文献
[1]谢桂珍. 《中国制造 2025》演绎中国版“工业4.0” 数控机床成主流方向之一. 机电商报. 2015(7): 第A07 版;
[2]赵彬等. 机床的螺距误差补偿方法. 科技向导. 2014(3): 172-173;
[3]杨更更等. 数控机床丝杠传动误差正反双向补偿功能的实现. 组合机床与自动化加工技术. 2002(6): 4-5;
[4]陈芳. 数控机床螺距误差测量与补偿. 机床与液压. 2009(9): 37-38;
[5]金建国等. 数控机床螺距误差补偿技术研究. 制造业与自动化. 2015(1): 18-19。