2021 年秋季,倍福开始全面重新设计了其 I/O 组件生产的最终检验环节。其目的是大幅提升生产大量不同类型的端子模块时的测试能力和吞吐量。该系统完全由倍福自己的设备制造部门打造,每个班次可以全自动编程、调整和测试约 10,000 个端子模块。精密的系统方案加上 XPlanar 智能输送系统、基于 PC 的控制器以及各种 EtherCAT 端子模块共同实现了高速、灵活的最终检验。
倍福 I/O 端子模块生产实现了灵活的最终检验
“与倍福每年的高增长率保持同步。”对于负责建造操作设备等事项的演示系统部门的负责人 Michael Golz 及其约 40 名员工来说,无论是过去还是现在,这都是一个挑战。他们对 I/O 端子模块的最终检验系统采取了一种全新的方案:XPlanar 输送系统,专门开发的固件编程工站,以及使用通用测试柜的测试工站。“无论端子模块的类型和交付顺序如何,平均每隔 3 秒就有一个 I/O 端子模块完成固件写入并经过测试后离开系统。”Michael Golz 强调道。系统目前可以编程和测试 200 多种不同类型的端子模块。无论需要处理多少种不同类型的模块,都不会影响每班次 10,000 个端子模块的产出率。
每个 I/O 端子模块的编程和测试时间没有改变,但吞吐量却大大增加:大约每 3 秒就有一个经过编程和广泛测试的端子模块离开系统。
倍福正着手解决这个难题,尤其是不同的端子模块类型(带/不带 FPGA、控制器或带模拟量通道),编程以及后续的功能测试所需的时间都不相同。“安装固件和调整所有模拟量通道可能需要 30 秒。”Stefan Engelke 解释道,他以及他的团队一起开发和编程了测试柜。
解决这个时间问题的办法是并行与分开固件安装和功能测试。这本身并不是一个突破性的想法;具有开创性的部分是系统地使用 XPlanar 的自由度完成整个内部物流并将端子模块送入到各工站。由于产品能够进行自由的二维平面运动,总线端子模块在测试工站中花费的时间是 10 秒还是 1 分钟,都无关紧要。其余的动子简单地经过被占用的工站,移动到下一个空闲工站。因此,系统的整体输出不受个别工序延迟的影响。
简单、灵活、透明的输送
“尽管如此,这个过程仍然非常简单。”Michael Golz 说道,“操作人员无需进行任何设置;他们所要做的只是将一叠装有端子模块的托盘放在进料工站,然后按下按钮。“然后,这叠托盘进入分拣工站,在那里,一个 Delta 机器人从托盘上拾取模块,并将它们分别放在等待的 XPlanar 动子上。系统有两条像高速公路一样的主通道,分别通往编程和测试工站。这些工站位于两条主通道侧面的出口或临时停留区域上。通道之间有第三条路径,所有动子都通过它返回至分拣机。这种对称设置的好处是,即使系统有一边发生了故障,另一边仍能继续运行。
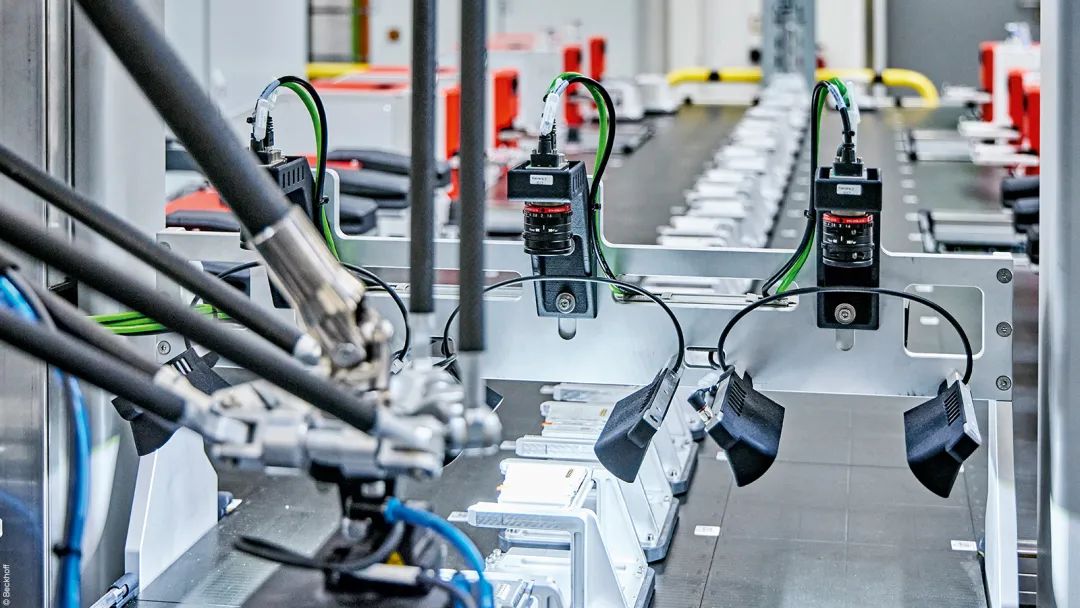
动子经过读取工站下方的端子模块,到达侧面的编程工站。读取工站通过多台相机和倍福机器视觉系统捕捉每个端子模块唯一的倍福识别码(BIC)。“之后,系统就能够知道端子模块的类型,并完全自主完成所有工作:编程,必要时调整模拟量通道,以及功能测试。”负责系统编程的 Ulrich Brockhaus 补充说道。同时,BIC 通过动子 ID 与动子联系起来。这意味着,即使在断电后,也可以用动子 ID 跟踪每个动子或端子模块的位置。
当动子到达一个空闲的编程工站时,它将端子模块准确地定位在其触点引脚下。然后,根据 BIC 将相应的固件加载到端子模块上。
然后移动到通用测试工站,该工站又会根据 BIC 调用每个端子模块专用的设备测试序列。如果软件加载正确,并且功能测试报告没有问题,动子就会将端子模块运送到分拣工站的第二个 Delta 机器人,后者通过中间轨道将端子模块放在另一个托盘上。动子第二次通过读取工站,只是这次的方向是相反的。“端子模块通过重新捕捉回流轨道上的 BIC 登记端子模块的离开,并且固件的安装和每个端子模块的功能测试都记录在中央数据库中,包括模拟量端子模块的所有调整值。”Stefan Engelke 说道。
横立于三条通道上的视觉系统,会在每个端子模块通过时捕捉其 DataMatrix 码,然后将其与 XPlanar 动子的 ID 联系起来。
充分利用 XPlanar 的所有自由度
由 100 块平面模块组成的 XPlanar 系统是实现这样灵活、快速的生产流程的基础。“我们用六套 XPlanar 基础套件(每套包含 3 x 4 块平面模块)建造了两条主通道,其中有两条出站通道,中间是回流轨道。”Michael Golz 说道。对于扩展组件(编程工站和测试工站),其余 28 块平面模块安装在基础系统的侧面。每个安装位置都配有一个带电源(400 V AC)、安全、Ethernet(LAN)以及 EtherCAT 的标准接口。“这样的接口和系统布局让我们在未来进行扩展时不需要大量的转换。”负责系统机械设计和端子模块触点技术细节问题的 Daniel Golz 强调道。
XPlanar 实现了设备的模块化设计,同时也简化了很多外部机构设计。例如,编程工站使用 XPlanar 的 XY 精密定位器。因此,在到达准确的位置后,编程工站可以立即降低引脚位置,将它们放到端子模块触点上,并开始加载固件。
XPlanar 的另一个功能,即可变悬浮高度,简化了测试工站的设计工作。当它到达测试工站时,动子首先升高,以便测试工站的滑入装至可以在端子模块下方移动。然后动子再次降低其悬浮高度,端子模块即可停留在滑入装置上,进入测试工站。这样做的好处是,所有触点都可以自由接触,并且确保可以被接触到。测试结束后,端子模块再以相反的顺序被放回到动子上。
旋转动子的功能选项在进入和离开系统时起到了重要作用。它可将动子旋转 180°,具体取决于系统使用的是哪侧。“这一功能也大大降低了机械设备的复杂性,并能够节省测试工站和编程工站两侧的空间。”Daniel Golz 指出。
总体来说,系统布局得益于 XPlanar 的四大功能特点:
•平面产品移动能够个性化输送端子模块,并实现了编程工站和测试工站的并行处理
•XY 精密定位意味着编程工站不需要外部机构协助定位
•借助 Z 运动(提升/降低)输送总线端子模块,简化了测试工站的复杂机械装置
•360°旋转实现了系统的镜像对称设置
更近距离地了解电气和光学功能
测试工站并不仅仅只是检测端子模块的电气特性和功能。“对于带模拟量信号的端子模块,还包括相应的测试顺序和校准。”Stefan Engelke 说道。一个集成的机器视觉系统还会检查显示灯组是否存在且位置是否正确,并测量 LED 的颜色和光谱强度。
如此精密的系统只能由一个完整的团队进行设计和实施才能完成(倍福专家团队,左起):Daniel Golz(机械设计)、Mathis Blattner(测试柜软件开发)、Ulrich Brockhaus(系统编程)、Stefan Engelke(测试设备开发)和 Michael Golz(演示系统部门主管)
各种具有不同功能和测量范围的 EtherCAT 端子模块都可以在系统上进行全自动测试,这都要归功于通用测试柜。其完整的测量测试技术以倍福技术为基础,以 ELM 系列高精度测量端子模块为重点。测试模组安装在移动机柜中,并通过插头连接器与系统相连,因此可以快速更换,无需关闭整个系统。这需要定期进行,因为 ELM 端子模块是测量设备,必须在特定的周期内重新校准和认证。
基于 PC 的控制技术在整体协调和评估方面的优势也十分明显。如果测试工站检测到端子模块上有偏差,就会通过 BIC 进行记录,同时测试工站会将端子模块送回到编程工站重新进行配置。然而,如果编程工站或测试工站上累积了大量错误信息,即表明出现了故障。“在这种情况下,测试工站被报告给系统为不可用,在对测试工站进行检查并在必要时更换之前,不再会有动子靠近这个位置。”Ulrich Brockhaus 说道。虽然系统会在短时间内少一个工站工作,但不会影响系统的正常运行,而且速度也不会明显变慢。“任何一个可能有问题的 I/O 端子模块都不会离开我们的系统。”Michael Golz 补充说道。
总共 100 块 XPlanar 平面模块上悬浮的 33 个动子的位置在由 TwinCAT HMI 软件创建的可视化界面上实时显示。
该系统是一个能够很好地说明基于 PC 的控制技术可以用来执行各种任务和功能的典型例子。除了一台 C6670 控制柜式工业服务器负责控制和协调 100 块平面模块以及其上的 33 个动子之外,还有 10 台 C6032 超紧凑型工业 PC 用于控制其它系统组件。Delta 机器人的自动化通过 AX8000 多轴伺服系统和 AM8000 伺服电机实现。“我们使用 AMI8100 驱控一体伺服电机送入和弹出托盘,因为它们结构非常紧凑,只需 EtherCAT 和 48 V 电压即可运行。”Ulrich Brockhaus 说道。编程工站中的 AA1000 线性执行机构用于接触端子模块;测试工站中的 AA3000 电动缸用于载入端子模块载具。整个系统的安全都由 TwinSAFE 保障。TwinCAT Vision 可以捕捉到 DataMatrix 码。车间内共有四个测试柜,每个测试柜中都安装了约 40 个 ELM 系列的 EtherCAT 测量端子模块。此外,测试柜中还使用了各种 EL 系列的 EtherCAT 端子模块。“在这个项目中,基于 PC 的控制技术为我们带来了很多便利,并为我们留下了进一步扩展的选项。”Michael Golz 说道。
倍福公司 I/O 生产主管 Michael Klasmeier 补充说道:“我们的 I/O 端子模块系列产品种类非常丰富:从 2 通道数字量输入端子模块到紧凑型驱动模块,其复杂程度各不相同,年产量从几千到几十万件不等。”我们所有的产品都在东威斯特伐利亚地区的威尔本地生产。我们的目标是在现有员工人数和可用空间的基础上提高产量,如果没有自动化测试,这是不可能实现的。”
关于德国倍福
倍福(Beckhoff)是一家专注于自动化新技术的德资企业,创立于 1980 年,总部位于德国威尔市。作为全球自动化技术的驱动者,倍福定义了自动化领域的许多标准,是国际标准的制定者和推动者。公司所生产的工业 PC、现场总线模块、驱动产品和 TwinCAT 自动化软件构成了一套完整的、相互兼容的控制系统,可为各个工控领域提供开放式自动化系统和完整的解决方案。经过 40 年的发展和努力,倍福已在世界各地设立 30 多家分支机构,加上全球的合作伙伴,业务遍及 70 多个国家和地区。
倍福于 1997 年进入中国市场,中国区总部落户于上海市北高新产业园区,现有员工 300 人,办事处遍及国内 30 座大中城市。创新产品和解决方案广泛应用于风力发电、半导体、光伏太阳能、电子制造、金属加工、包装机械、印刷机械、塑料加工、轮胎加工、木材加工、玻璃机械、物流输送以及楼宇自动化等众多领域。
公司倾力推广的 EtherCAT 实时工业以太网于 2014 年成为中国国家推荐性标准,并已入编工信部的《国家智能制造标准体系建设指南》。作为一家技术驱动型公司,倍福一直注重在技术上寻求突破创新,在业内享有“创新引擎”的美誉。倍福基于 PC 的控制技术具有良好的开放性,它支持所有主流的工业通信协议,将 IT 技术、互联网和自动化技术完美融合在一起,为实现工业 4.0 和智能制造奠定了坚实的技术基础。
更多新闻请浏览: https://www.beckhoff.com.cn