|
人力成本的上升、原材料价格的上涨以及人民币汇率的不断提升,不断的挤压纺织、服装市场的利润空间,如何减少劳动力的使用量、减少机台的停车时间、提升机台的使用效率成为工厂管理者迫在眉睫的问题。
某客户细纱机车间共计拥有110台机台,实行三班工作制,每天都需要人员到机台上抄写产量数据,然后输入到Excel表格中进行统计,数据的准确性、实时性较差;同时为了防止操作工擅自修改工艺参数,需要工艺员定时对现场机台的参数进行定时巡检;另外纱线品种变更时,需要对到车间对每个机台的参数进行一一调整,费时费力,机台出现故障时,无法及时了解到,降低了机台的使用效率。为了提升纺纱工厂整体效益,客户需要一套高性价比、可靠性高、易于操作的信息系统,台达细纱机信息化系统可以使客户容易的实现机台的管理、全车间整体监控、工艺参数修改、生产报表统计等功能。
1 解决方案
客户机台的细纱机采用的是台达的控制方案,为“文本+PLC+PLC”的方式,文本采用DVP-TP04AS2,PLC采用DVP 24ES,而变频器采用台达专为纺织行业涉及的无散热风扇的平板机型VFD-B-P系列变频器,如图1所示。
图1 系统结构图
由于原本机台上选择的PLC为只有两个通讯口的DVP ES系列,而在机台上因需要和文本显示器及变频器通讯,因此PLC的两个通讯口均已被占用,而文本显示器除去与PLC通讯的RS232接口,仍然有一个RS-485通讯接口空闲,因此选择此485通讯口为数据机台数据的采集和修改接口,无需再增加额外的数据采集器,节省了客户的投入成本。
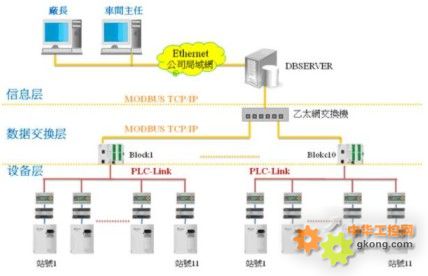
根据数据的采集流程,信息系统分成三层,如图2所示,自下而上依次为:
设备层:机台的文本显示器对PLC进行读写控制;
数据交换层:数据交换层的PLC与各个机台的文本显示器进行数据交换;
信息层:PC的数据读写模块对与数据交换层PLC进行数据交换。
图2 系统架构图
1.1 设备层
采用Modbus方式通讯,将机台上所需要读写的工艺参数进行搬移、集中化处理,减少不连续地址读写带来的低效率,每个机台需要读取的参数达到90个字,写入达到20个字。
1.2 数据交换层
在数据交换层中,用台达DVP 28SV作为主站,对机台的TP文本显示器直接进行数据的读取和写入。主从PLC的通讯协议采用PLC-Link进行,PLC-Link是台达基于Modbus开发的一种通讯方式,具备从站自动侦测功能,从站断线提示,从站数据交换指示等功能,一个主站最多可以和32台PLC从站进行数据交换,通讯速度最高可达115kbps,每次最大读取字数100个,最大写入字数100个。
考虑到读写周期,每个数据交换层的PLC连接11个机台。整个车间的所有机台参数可在不到2秒内完成参数的读取。
1.3 信息层
信息层通过工业以太网进行数据交换,工业以太网凭借高速、易于扩展等特点,吸引越来越多用户,本项目中主要采用Modbus TCP协议,数据交换层的PLC可通过左侧扩展的以太网模块DVP EN01,与工控机进行数据交换。
信息系统的软件主要由8个功能块组成:
1)设备管理模块:可对设备的型号、规格等参数进行统一管理;
2)数据交换模块:数据采集模块用于获取设备的产量、工艺参数、报警信息等信息,用于产品全程追溯;
3)图形化监控模块:将采集模块采集到的数据进行通过文字、表格、图片等方式显示,通过模块可监控到车间每一个机台的生产信息,包括机台的运行电流、当前产量、运行时间等,通过图形、动画的方式,还可更直观地反应生产现场的信息;
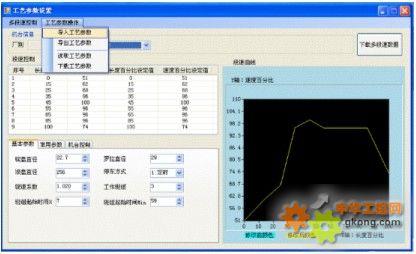
4)参数管理模块:可以在进行产品切换时进行,对工艺参数进行批量修改;
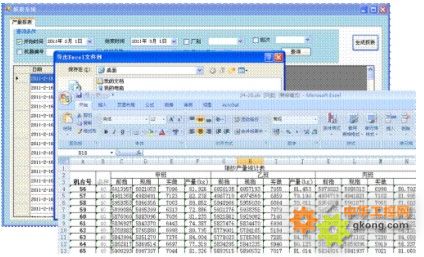
5)报表统计模块:报表功能可以根据客户设定,定时生成日报、周报、月报等,格式与Excel完全兼容;
6)数据库模块:用于存储产量等关键数据,以便报表统计模块调用;
7)Web监视模块:用户可在局域网内通过网页的方式进行了解车间的生产状况;
8)报警模块:可实时显示机台的报警状况,并追溯报警历史。
图3 机台参数监视画面
图4 工艺参数设置画面
图5 生产报表模块
2 实施结果
通过细纱机信息系统,客户可深切的感受到信息化带来的好处。
1)取消了每天产量数据抄写、输入,取而代之的是报表统计功能,节省了劳动力的使用量,同时减少人为的误差。
2)取消了工艺人员的参数巡检,节省了时间,产品的质量有更大的保障。
3)而参数管理模块以避免了更改参数时逐一修改造成的时间浪费,通过配方的方式进行参数的修改,减少了更换品种所需要的时间,使得生产更加的灵活。
4)对于设备而言,若出现故障问题时,可以第一时间赶到现场,减少设备停机时间,同时机台的故障记录可作为设备维护保养的依据。
图6 项目实施后现场车间
目前,台达细纱机信息化系统已经在国内的部分纺纱厂开始启用,很好地解决了纺织企业生产作业过程和管理的问题,为企业精简管理人员、提高产品质量、优化生产调度提供了可靠的依据,给企业带来良好的社会和经济效益。
|