|
��Ĥ��������Ĥ�����ڸ��ֱ�Ĥ��װ������Ĥ����������Ժã����ʣ���ʪ����˪�������������ͣ��ɹ㷺�������ذ�װ��������ʹ�����ʳƷ�����ˡ���ţ�̡�Һ�����ϡ�ҽҩ��Ʒ������ũ�ñ�Ĥ�ȡ������Ҫ���ڱ�Ƶ�����ؿ��Ʒ�ʽ�滻ij��ϵƷ�Ʊ�Ƶ���ijɹ�����������ȡ������������
1 ��Ĥ��ԭ��
��Ĥ���ǽ��ܽ����Ӽ����ڻ��ٴ��ɱ�Ĥ��������ľ���ϩ����ͨ�����϶������ݸˣ�Ȼ��ͨ���ݸ˽��ܽ�������ǰ���ƣ����ƹ����У������ܽ����ݸˡ��ܽ����Ͳ֮���Ħ���Լ����Ӽ����ײĥ��������Ͳ�ⲿ�������ۻ������ڵ��ܽ���ͷģ�ڳ��������绷��ȴ�����ͺ����ֵ��壬��ǣ����Ͳѹ�ɱ�Ĥ�վ���Ͳ����Ĥ���ij������ȿ���20��100m/min��������ߴ�200m/min���ϡ���㹲������Ĥ���������ı�Ĥ���и������ʹ��̡������ԡ����������Լѡ������ζȼѡ������������ص���
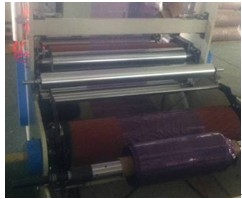
ͼ1 ��Ĥ��
2 ��Ĥ���Ļ�е�ṹ
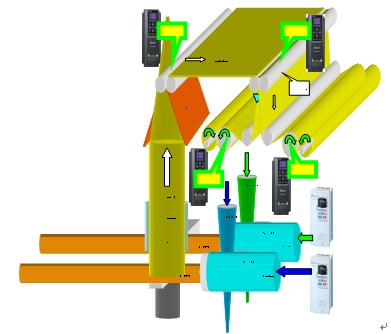
��Ĥ���Ļ�е�ṹ��Ҫ����������ɣ�����������Ĥ���λ�����������������ṹʾ��ͼ��ͼ2��
ͼ2 ��Ĥ���ṹʾ��ͼ
2.1 ������
��Ҫ���ݸˡ�����Ͳ���϶��������������������ɣ�����������ñ�Ƶ������ͨ������������ʹ�ݸ�������Ͳ������ת�˶����ܽ��������϶������ݸ�����Ͳ�����������ⲿ���ȵ�������ۻ������ڵ��ܽ�����ͨ���˴�ģͷģ�ڼ�����
2.2 ��Ĥ���λ���
��ģͷ����ȴ�绷װ�á�������ķ����ǣ���ܡ����ְ塢ǣ��������ɣ�ǣ������Ҫ��Ϊ�˱�֤�㶨�Ĵ�Ĥ���ε������ٶȡ�Ϊ���������������ж��ܽ���Ĥ��װ����һЩ����ܵ���Ҫ�����������Բ��ϣ���������ˮ�����¡����Եȣ���Ĥ��������һ���γɶ�ܵ��ܽ���Ĥ��
2.3 ��������
������ǣ�����������ܡ����е����վ���A��������B��һ̨����ǣ���������̨�����������ɡ�����ǣ�����������Ƕ����b���ϲ���һ����ǰ���������Ա�֤��Ĥ�㶨�����ٶ��ͳ����վ���A��B�Ǿ�ȡ��Ĥ����Ҫ����������ѷ��кõ����㱡Ĥ�ֱ��վ����������㶨���վ����������վ������Ĺؼ������ջ�Ӱ�챡Ĥ�վ���������
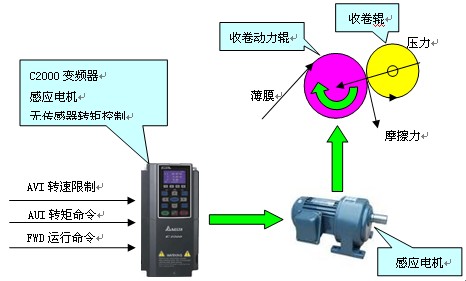
ͼ3 �վ�����

ͼ4 �վ�����ʾ��ͼ
3 TQC Sensorless����ԭ��ͼ
TQC Sensorless����ԭ��ͼͼͼ5��ʾ��
ͼ5 TQC Sensorless����ԭ��
4 ����ѡ��
��1Ϊ�վ�����ѡ���ͺš�
��1 �վ�����ѡ���ͺ�
|
���
|
����
|
�ͺ�
|
|
1
|
�������A
|
VFD185B43A
|
|
2
|
�������B
|
VFD185B43A
|
|
3
|
��ǣ����
|
VFD037C43A
|
|
4
|
����ǣ����
|
VFD022C43A
|
|
5
|
�վ�����A
|
VFD015C43A
|
|
6
|
�վ�����B
|
VFD015C43A
|
5 C2000��Ƶ����������
5.1 ��ǣ������Ƶ��VFD037C43A
��ز������2��ʾ��
��2 ��ǣ������Ƶ��VFD037C43A��ز���
|
Pr. No
|
Description
|
Data
|
Note��
|
|
00-10
|
����ģʽ
|
0
|
�ٶ�ģʽ
|
|
00-11
|
�ٶ�ģʽ����ѡ��
|
0
|
V/F����Ӧ��� V/F ���ƣ�
|
|
00-20
|
Ƶ��ָ����Դ�趨��AUTO��
|
2
|
���ⲿģ�����루����03-00��
|
|
00-21
|
��תָ����Դ�趨��AUTO��
|
1
|
�ⲿ���Ӳ���
|
|
01-12
|
��һ����ʱ���趨
|
5.0
|
sec ������ֵ��ʵ�����������
|
|
01-13
|
��һ����ʱ���趨
|
2.00
|
sec ������ֵ��ʵ�����������
|
|
03-00
|
AVI ģ�����빦��ѡ��
|
1
|
Ƶ������
|
|
03-20
|
������1 (AFM1)
|
0
|
���Ƶ�� (Hz)
|
5.2 ����ǣ����������ǣ����������һ������Ƶ��VFD022C43A
��1���ѿ����أ���V/F�ٶ�ģʽ�¶�̬��������ԣ�05-00=1�����б�Ƶ�������붯̬��⡣
��2���趨00-13=2���ٽ���“��Ӧ���”��ͨ���߶�̬����05-00=6���ٴ����б�Ƶ���������ͨ���߶�̬���⡣
��3������趨05-00=12�����б�Ƶ����������Ĺ������⣬��Ϻ��趨��ȷ�ϲ������������3��ʾ��
��3 ����ǣ������������
|
Pr. No
|
Description
|
Data
|
Note��
|
|
00-10
|
����ģʽ
|
2
|
ת��ģʽ
|
|
00-13
|
ת��ģʽ����ѡ��
|
2
|
TQC Sensorless
(��Ӧ����в�ת�ؿ���)
|
|
00-20
|
Ƶ��ָ����Դ�趨��AUTO��
|
2
|
���ⲿģ�����루����03-00��
|
|
00-21
|
��תָ����Դ�趨��AUTO��
|
1
|
�ⲿ���Ӳ���
|
|
01-12
|
��һ����ʱ���趨
|
3.0
|
sec �����wֵҕ���H��r�{����
|
|
01-13
|
��һ����ʱ���趨
|
2.00
|
sec �����wֵҕ���H��r�{����
|
|
03-00
|
AVI ģ�����빦��ѡ��
|
1
|
Ƶ������
(ת�ؿ���ģʽ�µ�ת������)
|
|
03-02
|
AUI ģ�����빦��ѡ��
|
2
|
ת������
|
|
03-20
|
������1 (AFM1)
|
0
|
���Ƶ�� (Hz)
|
|
11-33
|
�D�������Դ
|
2
|
ģ�����źţ�����03-00��
|
|
11-36
|
�ٶ������x��
|
0
|
��������11-37/11-38
|
|
11-37
|
ת�ؿ��������ٶ�����
|
60
|
%
|
|
11-38
|
ת�ؿ��Ʒ����ٶ�����
|
30
|
%
|
5.3 �վ�������Ƶ��VFD015C43A
2̨�վ�������Ƶ��VFD015C43A���趨�����븨��ǣ�������ƣ�
��1���ѿ����أ���V/F�ٶ�ģʽ�¶�̬��������ԣ�05-00=1�����б�Ƶ�������붯̬��⡣
��2���趨00-13=2���ٽ���“��Ӧ���”��ͨ���߶�̬����05-00=6���ٴ����б�Ƶ���������ͨ���߶�̬���⡣
��3���ٰ�05-00=12������һ�±�Ƶ����������Ĺ������⣬��Ϻ��趨��ȷ�����²�����
��4 �վ�������Ƶ��VFD015C43A
|
Pr. No
|
Description
|
Data
|
Note��
|
|
00-10
|
����ģʽ
|
2
|
ת��ģʽ
|
|
00-13
|
ת��ģʽ����ѡ��
|
2
|
TQC Sensorless
(��Ӧ����в�ת�ؿ���)
|
|
00-20
|
Ƶ��ָ����Դ�趨��AUTO��
|
2
|
���ⲿģ�����루����03-00��
|
|
00-21
|
��תָ����Դ�趨��AUTO��
|
1
|
�ⲿ���Ӳ���
|
|
01-12
|
��һ����ʱ���趨
|
3.0
|
sec ������ֵ��ʵ�����������
|
|
01-13
|
��һ����ʱ���趨
|
2.00
|
sec ������ֵ��ʵ�����������
|
|
03-00
|
AVI ģ�����빦��ѡ��
|
1
|
Ƶ������
(ת�ؿ���ģʽ�µ�ת������)
|
|
03-02
|
AUI ģ�����빦��ѡ��
|
2
|
ת������
|
|
03-11
|
AVI ģ����������
|
83
|
%������ֵ��ʵ�ʴ����ȵ�����
|
|
11-33
|
ת��������Դ
|
2
|
ģ�����źţ��ο�03-00��
|
|
11-36
|
�ٶ�����ѡ��
|
0
|
�����11-37/11-38
|
|
11-37
|
ת�ؿ��������ٶ�����
|
80
|
%
|
|
11-38
|
ת�ؿ��Ʒ����ٶ�����
|
30
|
%
|
ͼ6 �վ���������ʾ��ͼ
6 Ӧ��Ч��
���ֳ��������ԺͲ���������������Ҫ��C2000��Ƶ���ڿͻ�Ҫ���������ط�Χ�ڣ����Ծ�̬�Ž���Ĥ����̬ȫ��50Hz������վ���Ĥ���ϵȾ��ܱ�֤�ȶ��վ�������û�ж�����������ͻ��������Ч����ʾ���⡣
7 ������
֮ǰ��������ʹ�ù�VEϵ�б�Ƶ������PG���Լ��������������ת�٣���FOC+PG�������������Դˣ��ͻ���ӳ�ڵ���ϰ�װ�����������㣬������ӱ������ĵ���ɱ�����Ըߣ����Һ��ڵı���������ά�������������������Թ��������ѶȴԵ�����Ա�ļ���Ҫ��Ƚϸߣ��ƹ����ѡ��ֲ���C2000ϵ�б�Ƶ����TQC Sensorless���Ʒ�ʽ����PG���͵���������������Լ���������������������ʵ��������ת�ؿ��ƣ����������٣������ã������ƹ㡣��ʡ������������������������PG���ijɱ����ּ�����ά���ɱ����Ϸ����㣬��˿ͻ��Դ˱Ƚ��������ͬ�����������ڿ���ת�ؿ��ƣ������շž���������ʱ�û���Ҫ���ݾ����ͱ����շž������������仯�����е��������ת�����C2000��TQC_Sensorless���շž������ؿ��ƹ����ѳ���������ɣ����ڵ��ؿͻ�С������������ĿǰΪֹ�ͻ�����ӳЧ���ܺá�
����飺
���ǻ���������1974��2�£���ҵ�ڹ㶫��ҵ��ѧ����һ�廯רҵ������ʮ������Զ����������ͷ����飬Ŀǰ��ְ���д��ͨ���ϴ���������̨��PLC��HMI��AMD��AIC��ASD�Ȼ����Ʒ�ļ���֧�֡�
|