|
门板铣孔机是众多国际建材、木门生产厂家的重要配套设备。某企业的原设备是从日本进口,机器体积庞大,操作复杂,对技术工人要求比较高,虽然加工精细,但是由于机械和电气的双重限制,加工节拍较慢。在使用台达机电产品进行改造之后,生产节拍由80套/天提升至200套/天,生产节拍大幅提高,直接为客户提升效率,该方案得到了客户的高度认可。
原系统为工业电脑搭配伺服方案,要求其中X、Y两颗伺服轴可以进行直线插补和圆弧插补,由工业计算机来运算并输出插补指令。X、Y轴将韧物移动到需要开孔的位置,变频器带动韧物旋转,逐渐在门板上铣出一个圆孔或者跑道型的孔。根据客户工艺的需求和成本的考虑,为客户提供了台达的DVP32ES2-C型号PLC,本款PLC内置1Mbps CANopen通讯总线,结合新一代主机处理速度,以高抗干扰性与省配线优势搭建现场设备;COM3支持CANopen标准协议DS301。另外搭配台达ASDA-M伺服,该产品支持内部位置功能,支持三轴螺旋插补、三轴直线插补、两轴圆弧插补、两轴直线插补,非常适合该种现场应用。
1 台达系统设计
1.1工艺要求
门板铣孔机的工作原理即在整张木质门板上,铣出锁孔、把手等圆孔,整个过程需要X、Y轴做平面圆弧插补或直线插补,Z轴做垂直的上下运动配合。系统要求刚性较强,加工平滑,铣出的圆要满足各方向直径误差在0.1mm。
1.2 系统配置
此系统的控制器选用台达DVP32ES2-C,通过CANopen总线将插补位置、角度等发给伺服驱动器;驱动器选用台达ASD-M-0721-M伺服驱动器+ECMA-C20807PS伺服电机。ASD-M系列伺服也可以搭配B2系列的伺服电机,在满足需求的情况下,可以降低客户成本,提升竞争力。
2 CANopen配置
首先打开CANopen Builder软件,单击菜单栏中的“设置”——“通讯设置”——“串口设置”,在“串口设置”中选择COM口,设置波特率为默认的9600,7,E,1,ASCII模式,该设置是CANopen Builder软件和电脑通讯的设置。选好后,点击在线按钮,如果连接正确的话会搜索到ES2-CPLC图标。
将伺服的CN6接到PLC的COM3上,线序参考ASDA-M系列手册3.8节。在CN6的另一个口插上终端电阻。添加伺服配置,因为ASD-M系列伺服目前设计为每轴2个RX和2个TX,所以只能添加P2-30=5,上电写5,防止连续写入EEPROM,而降低EEPROM 寿命。P5-07(Pr命令触发器)用来选择所执行的Pr。P6-03(路径1的定义)P6-07、P6-09路径3、4的数据,客户之前将Pr3、Pr4的功能定义好,只要修改相应的数据即可。详见CANopen Builder软件帮助中16.17节。
表1 台达ASDA-A2伺服驱动器通讯参数设置
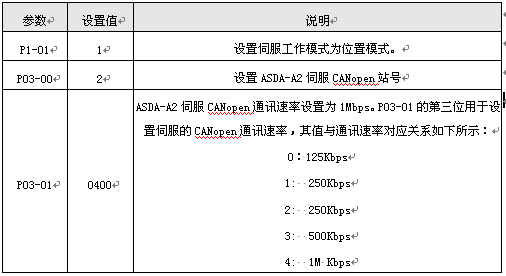
表2 与本例相关的ADSA-A2伺服驱动器的参数说明

备注:伺服驱动器共有64段位置可供选择,选择哪一段可通过外部输入端子进行选择,各段位置的加减速时间、速度及目标位置可根据各段位置参数进行设定。此范例中以第一段位置为例进行说明,第一段位置的位置参数为P6-02、P6-03。
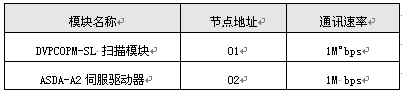
按照表3分别对DVPCOPM-SL扫描模块进行设置。
表3模块设置参数
然后,将做好的配置下载到PLC里,将伺服参数和PLC的寄存器对应,这样就可以方便的修改参数。

图1 每台伺服的RxPDO、TxPDO配置
3 伺服Pr配置
台达ASDA-M系列伺服在Pr配置里可以选择路径类型。以直线插补为例,先选择路径类型为直线插补,AUTO:自动执行下一路径如果路径动作连续可以选择YES,如果动作不连续,则选择NO;CMD:位置命令选择00:ABS绝对定位。
加减速时间根据客户要求来设置,目标速度SPD指令可以选择相应的参数,如图2中选择了POV15:5000.0(P5-75),则目标速度为5000rpm。如果想修改速度,只要将P5-75的参数配置到CANopen里面,通过总线修改参数即可。轴别选择可以设置具体是那两个轴进行直线插补,例子中选的是X、Y轴。
资料值中,填写X轴的位置命令和Y轴为位置命令,例中为35900和3900。如果想修改插补的距离则修改相应Pr的资料值即可。
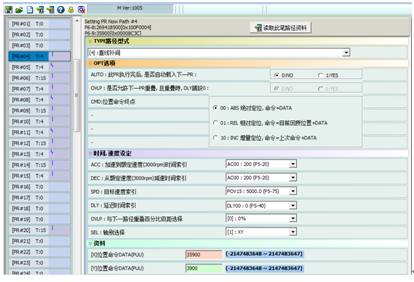
图2伺服Pr配置
ASD-M系列伺服的pr内置直线插补和圆弧插补,只要选择轴别即可。目前ASD-M系列伺服的圆弧插补只支持相对位置的插补。需要注意的是,如果是需要绝对可以用HMC加ASDA-M伺服。
图3 加工效果图
如图3所示,圆孔各点直径误差在0.1mm左右,满足客户需求。客户将动作分解为直线差补和圆弧插补,Z轴则为上下进刀退刀动作。
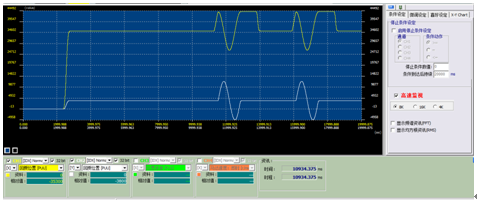
图4圆弧插补波形
可从如图4中看出,X、Y两轴插补的反馈位置,应该是正弦余弦波相结合。另外也可以打开X-YChart来观察圆弧插补的形状。
4 注意事项
通过CANopen给伺服直线插补命令时,需要同时触发X轴和Y轴的P5-07,并且两个轴的位置要同时写入。例如X、Y轴的Pr5设置为直线插补,那么需要同时触发X、Y的P5-07;如果是X、Y圆弧插补,则只触发任意一个轴即可实现圆弧插补。
5 结束语
台达ES2-C系列PLC搭配ASD-M系列伺服,完全可以实现一些常见的直线插补、圆弧插补功能,速度响应快、加工精度高、性价比高,具有一定的推广价值。
作者简介:
季兴,男,毕业于燕山大学,现就职于中达电通股份有限公司东北大区机电事业部,担任应用工程师职务。
|


