| (莱芜钢铁集团有限公司 自动化部,山东 莱芜271104) 摘要: 本文简要介绍了莱钢大H型生产线1880m3高炉TRT自动控制系统中的电液伺服控制系统及技术特点、组成和工作原理。电液伺服控制技术有许多优点,其中最突出的就是响应速度快、输出功率大和控制精确性高,因而在航空、航天、军事、冶金、交通、工程机械等领域得到了广泛的应用。 关键词:电液伺服控制技术;电液伺服控制系统;伺服控制器;伺服阀 The electro-hydraulic servo control technology in the research and application of the automatic control system Wang Meng (The Automation Department of Laiwu Iron and Steel Group Corporation, Laiwu 271104,China) Abstract:This article briefly introduced the big production line of H type of steel of Laigang ,the 1880m3 in the blast furnace TRT automatic control system of electro-hydraulic servo control system and the technical characteristic, the composition and the principle of work. The electro-hydraulic servo control technology has many merits, most prominent is the speed of response quick, the output big, the control accuracy is high, thus in domain and so on aviation,astronautics, military, metallurgy, transportation, project machineryobtained the widespread application. Keywords: electro-hydraulic servo control technology;electro-hydraulic servo control system;servo controller;servo valve 1. 引 言 TRT为高炉煤气余压能量回收透平发电装置的简称(Blast-Furnace Top pressure Recovery Turbine Unit),它是利用高炉出口煤气中所蕴含的压力能和热能,使透平膨胀机作功,驱动发电机发电的一种能量回收装置。从而达到节能、降噪、环保的目的,具有很好的经济效益和社会效益,是目前现代国际、国内钢铁企业公认的节能环保装置。 TRT自动控制系统分为主煤气系统、润滑油系统、电液伺服控制系统(动力油系统)、透平机轴运动检测系统、氮气密封系统和水系统等6个系统。 2. 电液伺服控制技术概述 电液伺服控制技术作为连接现代微电子技术、计算机技术和液压技术的桥梁,已经成为现代控制技术的重要构成。由于它具有线性好、死区小、灵敏度高,动态性能好、响应快、精度高等显著优点,因而得到了广泛的应用。本文针对这一问题,利用电液伺服控制技术和计算机技术,设计了一套适用在TRT自控系统中的电液伺服控制系统。 3. 电液伺服控制系统的组成、作用及工作原理 3.1电液伺服控制系统的构成 电液伺服控制系统由液控单元、伺服油缸、动力油占三大部分组成。液控单元包括调速阀控制单元和透平静叶控单元,每一单元均由电液伺服阀、点动用电磁阀、快关用电磁阀、油路块及底座等组成。伺服油缸为双活塞杆结构,摩擦力很小,密封性能良好。动力油站由油箱、变量油泵、滤油器、冷却器、管道阀门、检测仪表等组成。 3.2电液伺服控制系统的作用 电液伺服控制系统,在TRT装置中,属于几个主要系统之一。根据主控室的指令,来实现TRT的开、停、转速控制、炉顶压力以及过程检测等系统控制。要实现以上系统的功能控制,最终将要反映在控制透平机的转速上。要控制透平机的转速,就要控制调速阀或透平静叶的开度。而控制静叶或调速阀开度的手段就是电液伺服控制系统。控制系统的精度、误差,直接影响着TRT系统各阶段过程的控制。由此可见,该系统在TRT 中的地位和作用是十分重要的。 3.3电液伺服控制系统的工作原理 由机、电、液供构成电液伺服控制系统,其控制方框图如下:
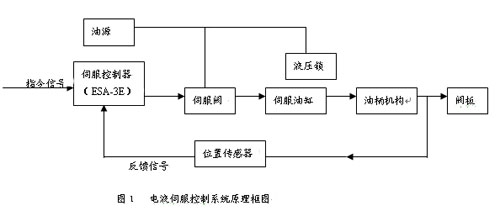
由自控系统发出的指令信号,在伺服控制器中与油缸的实际位置信号相比较,成为误差的信号放大后,送入电液伺服阀。伺服阀按一定的比例将电流信号转变成液压油量量推动油缸运动。由位置传感器发出的反馈信号不断改变,直至于指令信号相等时,油缸停止运动。油缸停在指定的位置上,使透平静叶稳定在一定的开度上。
油缸的直线运动、 通过一套曲柄转变成阀板(静叶)的旋转运动,改变阀板或静叶的工作开度。随着系统信号的不断变化,透平静叶的开度也将不断改变,并通过静叶开度的变化,达到控制转数,控制煤气流量、控制透平出力大小的目的。其动力油系统控制图如下:
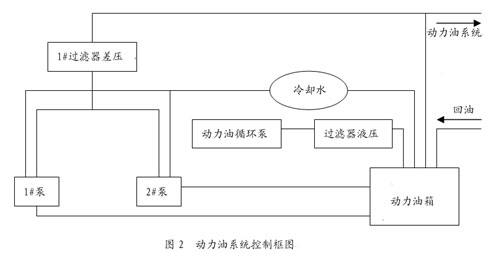
3.4电液伺服控制系统中的主要控制设备 TRT最重要的控制设备是透平机静叶和快开旁通阀。它们都是液压伺服驱动的闭环系统。主要控制设备包括伺服控制器、伺服阀、LVDT反馈位置传感器、油动机、电磁阀。通过对电磁阀的得失电控制可以实现阀门和静叶的快速开关。 ⑴伺服控制器:伺服控制器(选用型号为ESA-3E)主要适用于轴流压缩机静叶角度控制、TRT压差发电、位置控制以及其它相关的电液执行机构的伺服控制。该控制器中有两块线路板: PARKER控制板是对控制指令信号和传感器反馈信号进行比较,经过比例、积分运算及功率放大后,送出相应的电流信号,用于驱动伺服阀; 信号调理板是用于对反馈信号进行调理,正反作用的转换,并提供指令信号丢失和反馈信号丢失两项报警功能及4~20mA位置指示信号。 ⑵伺服阀:在伺服阀的控制下,伺服阀会将伺服控制器输出的4~20mA信号转换成液压油流量推动伺服油缸运动,由位置传感器发出的反馈信号不断改变,直至与调节信号相等时,伺服阀输出的液压油流量信号为0,伺服油缸不再运动,从而带动透平机静叶、快开旁通阀达到预期位置,实现位置调节的目的。 ⑶液压锁:是一种液控方向阀,其主要作用是用来向作动筒提供系统在断电、掉压时的保护。 ⑷位置传感器:位置传感器(角位移传感器或线位移传感器)用来测量实际位置信号,并将其转换成对应的电流信号(4~20mA)或电压信号(-3V~3V)送至ESA-3E伺服控制器作为反馈信号。同时控制器还接收来自主控室位置指令信号调节器的4~20mA指令信号。 4. 电液伺服控制系统的功能应用 电液伺服控制系统中的功能主要是应用在对透平机的转速控制,而转速控制中的主要对象就是静叶,利用控制静叶的开度来控制透平机的转速,从而达到对高炉顶压平稳控制的目的。应用在电液伺服控制系统中的转速控制大致可分为三个过程: 4.1 升速过程: 系统启动条件全部具备并且机组无重故障信号,得到电气的“电气同意启动”信号和高炉主控室的“允许TRT启动”信号后,确认高炉减压阀组在自动控制下并且高炉顶压和煤气温度稳定在工艺范围内,机组具备升速条件。 4.2转速过程: 分自动控制和手动控制两种方式,控制对象为静叶。 ①自动升速:自动升速的控制过程是一个转速PID调节器的设定值随时间不段增大的过程。这个过程的实现是通过互为反函数的静叶控制时间曲线和转速设定升速曲线来实现的。当顶压的测量值和设定值的偏差超过2Kpa的时候,转速不允许上升。静叶控制时间曲线是转速设定值与静叶控制时间的折线函数,与升速曲线互为反函数。根据当前的转速设定值计算出一定的静叶控制时间,然后根据该静叶控制时间和升速曲线,得到下一个转速设定值。如此循环,实现转速设定值的不断增加。 ②手动升速:手动方式运行时,给系统发出手动升速的指令,通过系统画面上手动调节入口液动阀和调节静叶的开度来控制转速。 4.3 自动准同期过程: 当自动准同期装置投入的时候,在并网过程中,通过对转速的微调实现自动并网。当转速升到2850rpm的时候,PLC发出自动准同期投入信号。只有转速控制在自动方式的时候,自动准同期对转速的调节才会起作用。当给系统中发出升速指令后,自动准同期装置以±5rpm进行升/降速控制;当没有系统中发出升速指令时,自动准同期以±1rpm进行升/降速控制。 5.结束语 将电液伺服控制技术广泛地应用在TRT控制系统中,充分突出了其线性好、死区小、灵敏度高、动态性能好、响应快等显著优点。TRT设备在正常运转中可以回收约占高炉鼓风机所需30%左右的能量,它不需要燃料,不改变高炉煤气的品质,而且还在不影响原有煤气用户正常使用的同时净化了煤气,改善了炉顶的压力控制,为钢铁企业创造了可观的经济效益和社会效益。 参考文献: [1]雷天觉主编.新编液压工程手册(M).北京:北京理工大学出版社,1998,第 29~31页 [2]乔元信主编.液压技术(B01-2953)山东省临沂市,劳动出版社2001年7月,第45~51页 [3]王占林主编《近代电气液压伺服控制》北京航空航天大学出版社2005年2月,第14~23页 [4]ESA-3E伺服控制器用户手册.北京瑞赛长城航空测控技术有限公司出版2004年11月 作者简介:王猛,男,26岁,出生于1981年9月1日,籍贯为山东莱钢,理学学士学位,毕业于贵州省贵州大学, 现为助理工程师,在莱钢自动化部工作,从事工业自动化控制方面的工作和研究. |

