| ЭѕЗс1 УЋъП2 (1ЃЎКгББРэЙЄДѓбЇЛњаЕЙЄГЬбЇдКЃЌКгББЬЦЩН 063009ЃЛ 2ЃЎЧиЛЪЕКЪяЯѕзгЦћГЕВЃСЇгаЯоЙЋЫОЃЌКгББЧиЛЪЕК 066000) еЊ вЊЃКБОЮФНщЩмСЫЮїУХзгS7-300 PLCдкСЌж§ЕчЦјПижЦЯЕЭГжаЕФгІгУЃЌзХжиЬжТлСЫЯЕЭГЕФПижЦЖдЯѓЁЂПижЦШЮЮёЁЂгВМўзщГЩКЭГЬађЩшМЦЃЌвдМАдкЩшМЦжаеыЖдСЌж§ЯЕЭГЕФПижЦФбЕуЖјВЩШЁЕФЯргІДыЪЉЁЃ ЙиМќДЪЃКСЌж§ЛњЃЛPLCПижЦЃЛS7-300 PLC 1 в§бд ЬсИпСЌж§здЖЏЛЏЫЎЦН,ЖдБЃжЄж§ХїжЪСПЁЂЬсИпСЌж§ЛњЕФРЭЖЏЩњВњТЪЁЂдіМгСЌж§ЛњЕФН№ЪєЪеЕУТЪЦ№зХжСЙиживЊЕФзїгУЁЃЮЊСЫЬсИпВњЦЗЕФЪаГЁОКељСІвдМАгыЪРНчНгЙьЃЌФГСЖИжГЇгк1999ФъаТЩЯСНЬЈ8СїЗНХїСЌж§ЛњЁЃетжжСЌж§ЛњвЛДЮПЩРГі8ЬѕИжХїЃЌГЩВФТЪИпЃЌЪЧЪРНчвБН№ЩњВњЕФЗЂеЙЗНЯђЁЃгЩгкИУСЌж§ЛњСїЪ§ЖрЃЌЩшМЦРЫйИп,ЩњВњГЁЕиЯСаЁЃЌШчЙћгЩШЫЙЄЪжЖЏПижЦЩњВњСїГЬЃЌШнвздьГЩж§ХїЪфЫЭВЛГЉЃЌетвЛЮЪЬтдкЖЬж§ХїЩњВњжагШЮЊбЯжиЁЃвђДЫЃЌдкСЌж§ЩњВњЙ§ГЬжаЪЕЯжШЋздЖЏПижЦЗЧГЃживЊЁЃ 2 ПижЦЖдЯѓМАПижЦШЮЮё СЌж§ЕчЦјПижЦЯЕЭГгЩЙЋгУPLCКЭСїгУPLCСНВПЗжзщГЩЁЃЙЋгУPLCЕФПижЦЖдЯѓАќРЈРНУвКбЙеОЁЂЭЦИжЛњМАВННјЪНЗзЊРфДВЁЃЦфжаЃЌРНУвКбЙеОЕФПижЦАќРЈгЭБУЦє/ЭЃПижЦЁЂЕчДХвчСїЗЇЕУЕч/ЪЇЕчПижЦЁЂгЭЯфгЭЮТПижЦвдМАвКЮЛИпЕЭЯоКЭгЭБУЦ№ЖЏЙЪеЯЕФЩљЙтБЈОЏЃЛЖдгкЭЦИжЛњМАВННјЪНЗзЊРфДВЃЌжївЊЪЧПижЦЭЦИжЛњЕФЧАНј/ЭЫЛиМАРфДВЕФе§ЗДзЊМАЦє/ЭЃЖЏзїЁЃСїгУPLCЕФПижЦЖдЯѓЮЊв§ЖЇИЫЁЂЛ№бцЧаИюЛњЁЂЙѕЕРМАЗИжЛњЃЌжївЊПижЦздЖЏЫЭв§ЖЇЙ§ГЬЁЂЧаИюЛњШЋздЖЏ/АыздЖЏЧаИюЁЂЪфЫЭЙѕЕРЦєЖЏ/ЭЃжЙЁЂЗИжЛњЗЦ№/ЭЫЛивдМАЗИжЛюЖЏЕВАхЕФЩ§/НЕЖЏзїЕШЁЃ 3 ПижЦЯЕЭГЕФгВМўзщГЩ СЌж§ЕчЦјПижЦЯЕЭГЕФЩЯЮЛЛњВЩгУСНЬЈбаЛЊЙЄПиЛњЃЌЯТЮЛЛњВЩгУ18ЬзЮїУХзгS7-300 PLCЃЌЗжБ№ЭъГЩСНЬЈСЌж§ЛњЙЋгУЩшБИКЭСїгУЩшБИЕФПижЦШЮЮёЁЃ ЙЋгУPLCВЩгУCP314жабыДІРэЕЅдЊЃЌгЩНгПкФЃАхIM360КЭIM361ЪЕЯжжабыЛњМмКЭРЉеЙЛњМмжЎМфЕФЪ§ОнДЋЫЭЃЌгЩ CP342-5ЭЈбЖФЃАхНЈСЂS7-300 PLCгыProfibus-S7ЭјТчЕФСЊНгЁЃI/OФЃПщЮЊ9ПщSM321-1FFЪ§зжЪфШыФЃПщМА6ПщSM322-1HFЪ§зжСПЪфГіФЃПщЁЃСїгУPLCЩшМЦЮЊвЛЬзPLCЕЅЖРПижЦвЛСїЩњВњЩшБИЃЌЦфЙЙГЩгыЙЋгУPLC ЕФВЛЭЌжЎДІдкгк:(1)СїгУPLCЪЙгУ2ИіРЉеЙЛњМм;(2) I/OФЃПщЮЊ10ПщSM321-1FFЁЂ1ПщSM321-1BHКЭ9ПщSM322-1HFЁЃ СНЬЈСЌж§ЛњЕФПижЦгВМўзщГЩЭъШЋЯрЭЌЃЌЭМ1ЮЊвЛЬЈСЌж§ЛњЕФЕчЦјПижЦЯЕЭГPLCгВМўХфжУЭМЁЃ
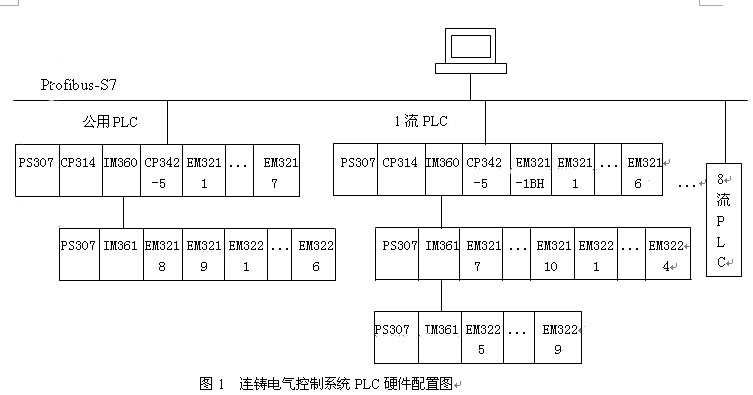
4 ПижЦЯЕЭГЕФЩшМЦВпТд 4.1 РНУвКбЙеО РНУвКбЙеОЮЊздЖЏЙЄзїЗНЪНЪБЃЌЪзЯШНјааЙЄзїгЭБУЕФбЁдёЁЃЕБЯЕЭГбЙСІЁм5.5MpaЪБ,ЙЄзїгЭБУЦєЖЏЃЌОЙ§1ЗжжгбгЪБКѓЯргІЕФЕчДХЗЇЕУЕчЃЌгЭБУЯђЯЕЭГЙЉгЭЃЛЕБЯЕЭГбЙСІЁн7MpaЪБ, ЕчДХЗЇЪЇЕчЃЌгЭБУЭЃжЙЙЉгЭЁЃЮЊСЫБЃеЯвьГЃзДПіЪБЕФЩшБИАВШЋ,дкгЭБУКЭЕчДХЗЇЕФПижЦЛиТЗжаДЎШыСЫгЭЯфвКЮЛЕЭЯоаХКХ,вдБЃжЄдкЙмТЗбЯжиаЙТЉЖјдьГЩЕЭвКЮЛБЈОЏЪБ,бгЪБвЛЖЮЪБМфКѓЯЕЭГздЖЏЙиБегЭБУКЭЕчДХЗЇЁЃДЫЪБ,ВЛЕЋдкРНУвКбЙеОНјааЩљЙтБЈОЏ,ЖјЧвЯргІЕФБЈОЏаХЯЂвВНЋЯдЪОдкЩЯЮЛЛњЕФМрПиЛУцжаЁЃ 4.2 здЖЏЫЭв§ЖЇЙ§ГЬ здЖЏЫЭв§ЖЇЙ§ГЬЕФПижЦжївЊЪЧв§ЖЇИЫДцЗХЕчЛњКЭРНУЛњЕФдЫзЊ/ЭЃжЙвдМАРНУЙѕКЭЭбНУЙѕЕФздЖЏЬЇЦ№/бЙЯТЁЃдкСЌж§ЩњВњжавЊЧаЪЕБЃжЄВйзїЕФАВШЋЃЌетвЛЕудкв§ЖЇИЫЙЄзїЙ§ГЬЕФПижЦжагШЮЊЭЛГіЃЌвђЮЊШчЙћв§ЖЇИЫПижЦВЛЕБЃЌВЛЕЋЛсЕМжТОоДѓЕФОМУЫ№ЪЇЃЌбЯжиЕФЛЙЛсЮЃМАШЫЩэАВШЋЃЌвђДЫдкГЬађЩшМЦжаВЩгУСЫЯоЮЛПЊЙиКЭЪБМфСЊЫјЕФЫЋжиПижЦЗНАИЃЌМДдке§ГЃЧщПіЯТЃЌгЩЯоЮЛПЊЙиЭъГЩЩшБИЕФПижЦЃЛШчЙћЯоЮЛПЊЙиЗЂЩњЙЪеЯЃЌдђгЩМЦЪБЦїЪЕЯжПижЦЙІФмЃЌДгЖјШЗБЃСЫПижЦЕФПЩППадКЭВйзїЕФАВШЋадЁЃ 4.3 ж§ХїЧаИюЙ§ГЬ дкздЖЏЙЄзїзДЬЌЯТ,ж§ХїЧаИюЗжЮЊШЋздЖЏКЭАыздЖЏСНжжЗНЪНЁЃШЋздЖЏЗНЪНЕФЧаИюжИСюЮЊЖЈГпвЧЗЂГіЕФЖЈГпаХКХЃЛАыздЖЏЧаИюЗНЪНЮЊЕБж§ХїДяЕНЖЈГЄЪБЃЌШЫЮЊЗЂГіЧаИюжИСюЁЃдкНгЪеЕНЧаИюжИСюКѓЃЌБЇМаИзЕчДХЗЇМАдЄШШШМЦјЁЂдЄШШбѕЁЂЧаИюбѕЕчДХЗЇЗжБ№ЕУЕчЃЌЧаИюЛњПЊЪМНјааж§ХїЧаИюЁЃЕБж§ХїЧаЖЯКѓЃЌЩЯЪіЕчДХЗЇвЛВЂЪЇЕчЃЌЛиГЬИзЕчДХЗЇЕУЕчЃЌЧаИюЛњЗЕЛижСГѕЪМЮЛжУЁЃОбгЪБКѓЛиГЬИзЕчДХЗЇЪЇЕчЁЃжСДЫЃЌж§ХїЕФздЖЏЧаИюЙ§ГЬНсЪјЁЃ 4.4 ЙѕЕРЪфЫЭМАЗИжЙ§ГЬ ЙѕЕРЪфЫЭЯЕЭГАќРЈМєЧАIзщЙѕЕРЁЂМєКѓIIзщIIIзщЙѕЕРМАРфДВIVзщЙѕЕРЁЃдкРфДВIVзщЙѕЕРЩЯЃЌАДж§ХїЪфЫЭЗНЯђвРДЮВМжУСЫ1#ЁЋ3#ПижЦЕВАхМА1#ЁЋ3#ЛюЖЏЕВАхЁЃМєЧАIзщЙѕЕРжївЊгУгкСЌж§ННИжНсЪјЪБЕФЮВХїДІРэЃЌдкГЬађжаНізіе§ЗДзЊЛЅЫјЩшМЦЁЃвђДЫЃЌИУВПЗжЕФПижЦЖдЯѓЪЧМєКѓIIзщЁЂIIIзщЙѕЕРЁЂРфДВIVзщЙѕЕРМАЗИжЛњЃЌЖјЧвЩњВњж§ХїЕФГЄЖШВЛЭЌЃЌГЬађЩшМЦвргаЫљВЛЭЌЃЌМД12УзГЄж§ХїЕФЪфЫЭМАЗИжПижЦНіЪЙгУ3#ПижЦЕВАхМА1#ЛюЖЏЕВАхЕФЖЏзїаХКХ, 3.2УзЖЬж§ХїЕФЙѕЕРМАЗИжПижЦЩшМЦдђашвЊЪЙгУ1#ЁЋ3#ПижЦЕВАхМА1#ЁЋ3#ЛюЖЏЕВАхЕФЖЏзїаХКХЁЃ 4.5 ЭЦИжЛњ ЭЦИжЛњЕФЙЄзїааГЬгЩжїСюПижЦЦїЕФЭЦИжНгЕуКЭЭЫЛиНгЕуПижЦЃЌЦфПижЦЩшМЦжївЊЛљгкАВШЋСЊЫјЗНУцЕФПМТЧЃКЃЈ1ЃЉВННјЪНЗзЊРфДВЙЄзїЪБ,НћжЙЭЦИжЛњЭЦИжЃЛЃЈ2ЃЉЮЊСЫБмУтЭЦИжЛњЖЏзїЪБЭЦЭЗгые§дкЗИжЙ§ГЬжаЕФЗИжЛњГхЭЛ,дкЭЦИжЛњНјааЭЦИжЪБ,ЗИжЛњНћжЙЗИжЃЛЃЈ3ЃЉЭЦИжЛњЭъГЩвЛИіЭЦИжжмЦкКѓ,НтЫјЖдЗИжЛњЕФЖЏзїЗтЫј,ЗИжЛњПЩвдНјааЯТвЛИіЗИжЙ§ГЬЁЃ 4.6 ВННјЪНЗзЊРфДВ ВННјЪНЗзЊРфДВЕФЗДзЊвЛАуНігУгкЫѕЖЬРфДВЩЯж§ХїЕФДцЗХМфИєЃЌРфДВЕФе§зЊЖЏзїдђПЩвдЪЕЯжж§ХїЪфЫЭЁЃРфДВЕФе§ЗДзЊЭЃжЙЖЏзїгЩАВзАдкМѕЫйЛњжсЩЯЕФжїСюПижЦЦїЕФе§ЗДзЊНгЕуНјааПижЦЁЃгЩгкЭЃжЙдкЩЯГнЮЛЕФРфДВЛсзшАЭЦИжЛњЕФЭЦИжВйзїЃЌвђДЫвЊБЃжЄРфДВЭЃжЙЪБЭЃдкЯТГнЮЛЃЌетвЛПижЦШЮЮёЭЈЙ§ОЋШЗЕїећжїСюПижЦЦїНгЕуРДЪЕЯжЁЃ РфДВДІгкздЖЏЙЄзїЗНЪНЪБЃЌШчЙћРфДВдкЭЦИжЛњЭЫЛиКѓТэЩЯЖЏзїЃЌдђЛсгыЭЦИжЛњЗЂЩњХізВЃЌдьГЩЩшБИЫ№ЛЕЃЌЫљвдЃЌГЬађжаЩшМЦЭЦИжЛњЭЫЛиЖЏзївЛЖЮЪБМфКѓЃЌРфДВЗНПЩСЌаје§зЊЁЃСэЭтЃЌгІИљОнРфДВЕчЛњзЊЫйЁЂМѕЫйЛњМѕЫйБШМАжїСюПижЦЦїМѕЫйБШЕШММЪѕВЮЪ§ОЋШЗМЦЫуРфДВе§зЊЖЏзїЪБМфЃЌвдШЗБЃРфДВСЌаје§зЊ8жмЃЌДгЖјЭъГЩвЛДЮзюЖр8Иљж§ХїЕФЪфЫЭЙЄзїЁЃГЬађЩшМЦЛЙБЃжЄСЫжїСюНгЕуЕФБеКЯЖЏзїНЋСЂМДЭЃжЙРфДВЃЌДгЖјБмУтСЫдкПижЦРфДВЭЃжЙЪБЃЌЕчЛњЕФЙпаддьГЩжїСюНгЕуа§МДДђПЊДгЖјЪЙЕУРфДВМЬајЖЏзїЖјЮоЗЈЭЃЯТРДЕФЧщПіЁЃ 5 НсЪјгя СЌж§ЯЕЭГЕФПижЦвЊЕуМАФбЕужївЊгаСНИіЗНУцЃКЃЈ1ЃЉШЗБЃВйзїАВШЋЁЃШчЧАЫљЪіЃЌдкв§ЖЇИЫЕФПижЦжазХжиПМТЧСЫетвЛЕуЃЌвђДЫдкГЬађЩшМЦжаВЩгУСЫЯоЮЛПЊЙиКЭЪБМфСЊЫјЕФЫЋжиПижЦЗНАИЃЌМДдке§ГЃЧщПіЯТЃЌгЩЯоЮЛПЊЙиЕФЖЏзїПижЦв§ЖЇИЫДцЗХЕчЛњЭЃжЙЃЛЕБЯоЮЛПЊЙиЪЇСщЪБЃЌдђгЩМЦЪБЦїЭъГЩетвЛЙІФмЃЌДгЖјШЗБЃСЫПижЦЕФПЩППадЁЃS7-300 PLCЙІФмЦыШЋЕФМЦЪБЦїжИСюЮЊетвЛЙІФмЕФЪЕЯжДјРДЩшМЦЩЯЕФБуРћЁЃЃЈ2ЃЉИїВПЗжжЎМфДцдкзХИДдгЕФСЊЫјЙиЯЕЁЃШчБиаыдкБеЫјЯжГЁВйзїЯфКЭЦНЬЈВйзїЯфЕФЧАЬсЯТВХФмдкВйзїЬЈНјааздЖЏЫЭв§ЖЇВйзїЃЌЖјЕБв§ЖЇИЫЙЄзїЗНЪНзЊЮЊЪжЖЏЪБЃЌгІИУздЖЏНтГ§ЖдЯжГЁВйзїЯфКЭЦНЬЈВйзїЯфЕФВйзїБеЫјЃЛгжБШШчЃЌЮЊСЫБмУтЭЦИжЛњЭЦЭЗЖЏзїЪБгые§дкЗИжЙ§ГЬжаЕФЗИжЛњГхЭЛЃЌдкЗИжЛњЕФПижЦжаЃЌЩшМЦСЫЗИжЛњЗИжКѓЕФЖЏзїздЫјКЭЭЦИжЛњЭъГЩвЛИіЭЦИжжмЦкКѓЖдЗИжЛњЕФВйзїНтЫјЁЃжюШчДЫРрЕФИДдгСЊЫјЙиЯЕЛЙгаКмЖрЃЌдкДЫВЛзївЛвЛзИЪіЁЃНшжњгкS7-300 PLCЕФБеЫјМАНтЫјжИСюПЩвдКмЗНБуЁЂСщЛюЕиЪЕЯжетаЉИДдгЕФСЊЫјШЮЮёЃЌДгЖјШЗЪЕБЃжЄСЫПижЦЕФбЯНїгыПЩППЁЃ СэЭтЃЌS7-300 PLCЗсИЛЕФЭјТчЙІФмПЩвдГфЗжТњзуВЛЭЌПижЦЯЕЭГЕФашЧѓЁЃS7-300 PLCМШгаПьЫйЯьгІдЖГЬI/OЕФProfibus-DPЭјТчЃЌгжгаВЩгУЮїУХзгФкВПгХЛЏавщЉЄS7 functions авщЕФProfibus-S7ЭјТчЃЌЕШЕШЁЃдкИУЯЕЭГжаЃЌгЩгкЙЋгУPLCгыСїгУPLCдкПижЦЙІФмЩЯЯрЖдЖРСЂЃЌЖјЧвБЫДЫжЎМфашвЊЛЅЯрДЋЫЭЪ§ОнЃЌвђДЫВЛвЫгкВЩгУжїДгЗНЪНЕФDP ЭјТчНсЙЙЃЌЙЪВЩгУСЫProfibus-S7ЭјТчЁЃЙЋгУPLCгыСїгУPLCЕФCP314жабыДІРэЕЅдЊОљгЩCP342-5ФЃПщНЈСЂгыЭјТчЕФСЌНгЃЌвђДЫЃЌ2ЬЈЙЋгУPLCЁЂ16ЬЈСїгУPLCМА2ЬЈЩЯЮЛЛњОљЮЊProfibus-S7ЩЯЕФжїеОЃЌИїеОжЎМфЕФЭЈаХгЩFDLЃЈfieldbus data linkЃЉЭъГЩЃЌЭЈЙ§FDLБуРћЕФСЌНгзщЬЌКЭМђЕЅЕФБрГЬЙЄзїЃЌКмШнвзЕиЪЕЯжСЫСЌж§ПижЦЯЕЭГЕФвЊЧѓЁЃ ЪЕМљжЄУї,ИУЯЕЭГЩшМЦКЯРэ,АВШЋПЩПП,МѕЧсСЫЙЄШЫЕФРЭЖЏЧПЖШ,ЬсИпСЫЩњВњаЇТЪЃЌЮЊЬЦИжШЁЕУСМКУЕФОМУаЇвцвдМАЭЈЙ§ВњЦЗНсЙЙЕїећдіЧПЪаГЁОКељСІЬсЙЉСЫММЪѕЩЯЕФБЃеЯЁЃЭЌЪБвВГфЗжЕиБэУїЃЌЮїУХзгS7-300 PLCдкЬЦИжСЌж§ЕчЦјПижЦЯЕЭГжаЕФгІгУЪЧЗЧГЃГЩЙІЕФЁЃ
|

