|

特点:
压装力范围从0~100KG到0~10T不等;
工作高度从200mm~300mm不等;
测试精度最高可达0.5%F.S.(选配不同测试精度传感器)
压装速度可调;
具备压装计数功能;有效解决压装工件加工误差导致压装监控的误判。
德国进口过程监控器及精密传感器;
最高可预存8套不同的监控参数;
可设置3种程序:Y=f(x);Y=f(t);Y=f(x,t);
系统可支持Ethernet,RS485或Profibus联网;
实时监控压力vs位移曲线;
最多可支持1条包络线管控及3个窗口监控;
最多可设置2个极限值,超过极限值命令设备停止压装。
设备重量从35KG~300KG不等。
产品描述:
P9001系列气动压装监控系统是以压缩空气为动源力,操作简单。没有油压系统待机所产生的噪音,可节省电力消耗,降低生产成本。1T以上压装系统采用气液增压缸以达到较大压装力。机台采用全铸铁结构,坚固耐用。P9001系列气动压装监控系统压装力从100KG~10T不等,广泛适用于各类零部件压装、铆接、刻印、切断、折弯、冲孔和成形等工艺过程控制中的【力vs位移】的曲线测试,可精确测量待测物压力及位移的相对应的变化曲线,并通过预先对系统控制器设置好的曲线监控窗口实时监控产品是否合格,并做OK/NOK判断报警,直观明了,操作方便简单。同时,若搭配上位机软件,还能将测试曲线数据存档,方便后续工艺分析及产品品质管控档案的备份。 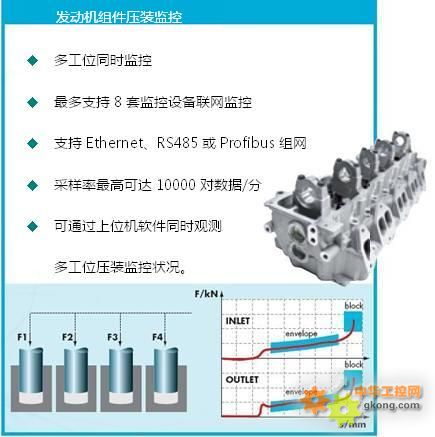
应用场合:
发动机缸盖、缸套、油封组件压装;
转向器齿轮、销轴等的组件压装(等);
传动轴组压装;
齿轮箱组件压装;
刹车盘组件压装等;
微电机组件压装(主轴、壳体等);
电机组件压装(轴承、主轴等);
线路板组件压装(插件等);
电子零部件压装;
家电配件压装;
家电配件铆接等;
机械零部件压装;
自动化组线;
易损件寿命测试等;
其它需要精密控制压装位移与压装力的场合;
功能简介:
在许多压装情况,多数采用监控压装力与压装行程之间的关系曲线,类似下图:
1,测量方程:y=f(x)。
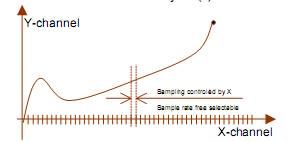
Y轴纵坐标代表压装力,X横轴坐标代表压装行程。这个图表示当压装时产生的力变化与压装行程相对应的关系曲线图,一个可选的X采样率,决定了X-Y数据的读取。
优点:只辨认X值的变化。与时间控制读取不同,检测数据存储器不需要装载没有必要的数据。如:在一个自动反馈设备的中间停止时期。然而对于特别陡峭的曲线上升段(此时X方向几乎不发生变化),该方程并不适用。在这种情况下,我们推荐以下2个方程。
2,测试方程:y=f(x,t)
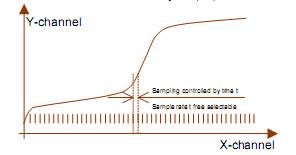
Y和X数据同步被储存,且存取数量是通过测试时间变化(采样时间)来决定的。
优点:对于位移变化量很小的曲线,用位移变化采样无法采到足够的数据,可以用这种方程来解决,因为它是以测试时间变化(采样时间)来决定数据采集的。
3,测试方程y=f(t)
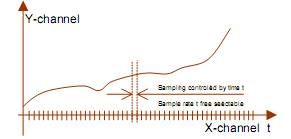
测试值Y作为时间t的变量进行读取。
优点:不需要X传感器(例如:压入的位移传感器)
条件:需要保持相同的速度VS时间,否则曲线会受到速度VS时间不同而发生形变。
工件不会安放到100%准确的压入位置。工件进入时会略高于或略低于压入位置。这会产生力-位移曲线在位移方向上的偏移。这样,即使您生产了一个OK的产品,曲线也有可能给出NOK的判断。为了避免这种情况的发生,下面要介绍参数REFERENCE。在这里,用户可以更具需要选取分析窗口的位移参考点。
本压装监控系统提供了4种监控参考点定义。
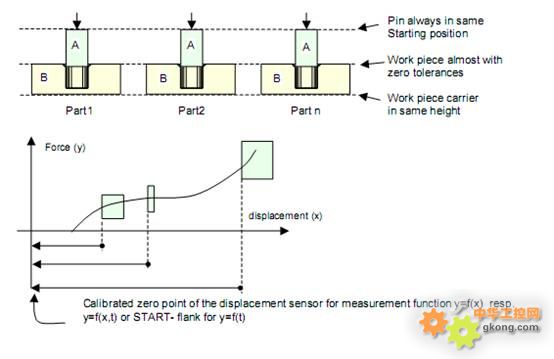
绝对参考点(REFERENCE:Absolute)
当能够保证压入作业的2个部件能以相同的方式重复定位,也就是说工件夹具能使工件总是处于同一高度。且压入部件(A+B)自身在压入方向的公差可以忽略,而要压入的部件A相对于B的起始位置固定,此时您可以选择绝对参考。
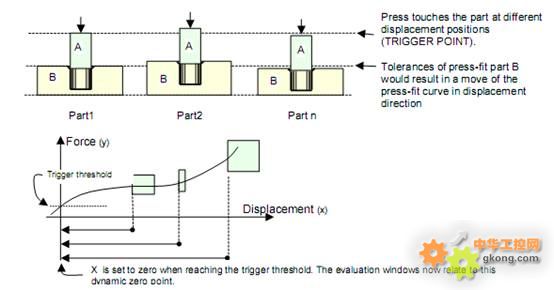
触发参考(REFERENCE:Triger)
如果压入部件工件位置的重复精度无法得到保障,如:由于压入部件B的位移偏差。此时您需要选择触发参考。测试将在压入基准与压入部件A接触时才开始。与此同时,位移X将被置零。此时,分析窗的位置以此为零点。如果不是这么做,压入曲线会沿着X方向位移,这将会导致一个OK的部件得到错误的NOK信号。
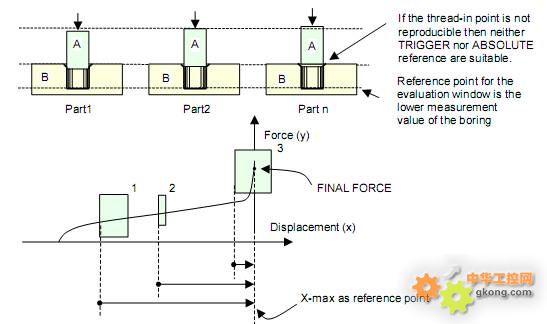
终点参考(REFERENCE:Final Force)
如果“绝对参考”和“触发参考”都不能满足,那么就必须找到另一个参考点。在很多情况下,压入部件的压入深度是未知的。“终点参考”使用位移的测量终值作为分析窗的参考点。
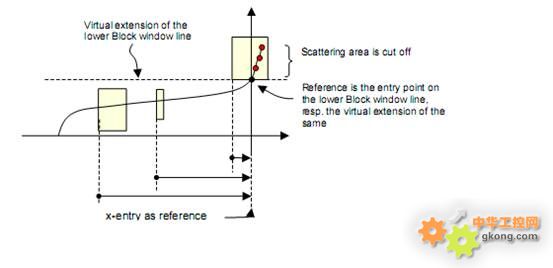
阻截窗口参考(REFERENCE:Block Window)
如果力的终值不固定,如:由于系统气压不稳定,那么将一个没有重复性的终点力作为分析窗的参考就变得没有意义了。对于这种情况,本监控系统提供了阻截窗口参考可供选择。这里,所有的分析窗都以曲线进入阻截窗口的下边交点为参考。
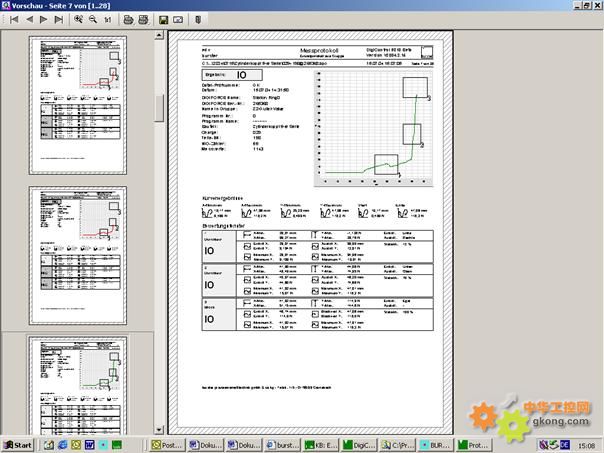
数据读取:
保存的数据可以以PDF格式显示:
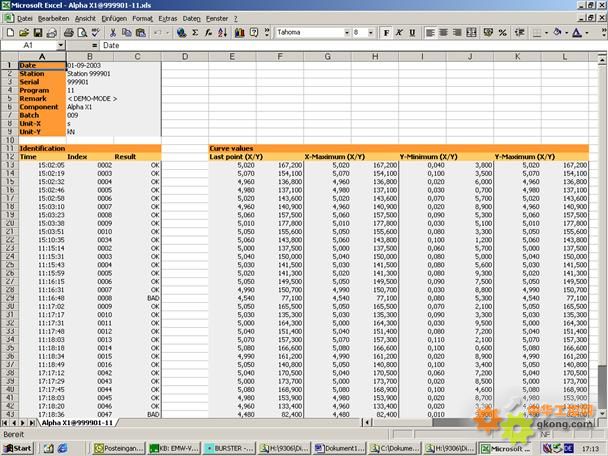
或Excel文档格式:
|

