|
标准PLC语法让使用者只要了解接线概念既能编程语法, 其最大特色是可以任意安排程序, 因为它是属于 扫描执行 概念, 也因为如此使用者无需过度担心程序的 互相干扰, 也使得其可读性变的很强.
标准单片机语法其多变化性及高效能方式的编程, 使其能工作于高速运行模式, 但其语法严谨使得其修改不易, 学习门槛也变得比较高. 但其最大特色既是低成本及高速.
XPLC 随拔停机 的逻辑理念设计, 因此其电源管理特别重要. 因为在拔插过程中不但是XPLC受影响也相对的 外界附载会影响甚至烧毁XPLC, 此时 电源异动监看机制 就特别重要.
塑料剪切机控制
|
适用范围
|
切割设备
|
|
功能要求
|
操作流程如下:
1:启动和按停止按扭 可由外边接线完成 本节不在叙述,剪切长度由步进电机控制,实际应用需要调整脉冲。
2:当检测到物料时2秒后电机开始旋转,旋转到距离到停止(本例已每步0.8度电机 8/1微分 走720度 为切割距离)
3:当步进脉冲信号到后停止,汽缸下降到位切料后返回到原限,电机再次旋转 。。。。。。循环
|
|
I/0分配
|
物料感应:X1 方向口:Y9 切割汽缸:Y10
脉冲口:Y16 原限:X1 下限:X2
|
下图是不是继电器,是PLC,具备梯形图编程功能,实现 计数 ,延时,逻辑运算等功能
梯形图
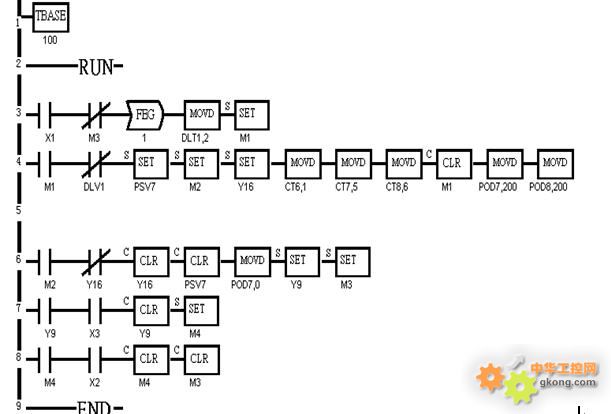
1:设定时基为10*10MS=0.1S
2:程序扫描开始
3:X1测到物料时2秒后电机开始旋转(FEG是上升沿,DLT1,2是1号延时器放2为2秒)同时设定M1内部线圈
4: M1动作,DLV1代表1号延时器触点。条件成立 ,输出脉冲(Y16是脉冲输出口,CT6,CT7,CT8是脉冲数,有公式。POD7,和POD8是频率设定)
6:脉冲输出结束Y16触点自动复位
7,8:脉冲到后下降切料并回位汽缸回位
9:扫描结束
|

