1. 了解LOGO!
开始设计HT200B型回转工作台,是在2009年。那时候我们厂技术部决定自主开发新型回转工作台,用以配合落地式镗铣床等主机以进行加工。该台新型回转工作台要求液压机构具备自动夹紧功能,静压机构及润滑控制也需与之匹配相关联的动作,同时各部分操纵有较多逻辑时序及限制要求,而在机床操作上要求尽量简单易用。因此,采用小型PLC进行逻辑控制,以满足机床的各项性能要求成为最佳的选择。我厂的出口型摇臂钻床当时已经采用了西门子的LOGO!进行逻辑控制,通过大量产品运行调试的结果可以看到,LOGO!其控制性能始终非常优良,工作稳定性亦值得信赖,这些优点在后期产品反馈信息中也得到了印证,可以说 LOGO!为我们的产品提供了有力的技术保障,同时也创造了可观的经济效益和市场品牌影响力。因此,我着重考虑采用LOGO!对新型回转工作台进行控制。
2. 选择LOGO!
通过对多种品牌PLC的分析与筛选,最终决定选择LOGO!作为产品的控制单元。首先,LOGO!优越于其它品牌PLC的宽范围输入电压特点极大方便了产品的设计,同时保证了机床运行的可靠性;其次,LOGO!精简小巧的体积占用空间小,而且其扩展模块无需连接电缆而与主模块可直插相连,既方便又节省空间;另外,其简便的编程调试、可靠的控制性能及便捷的程序存储模块为产品设计及今后量产提供了有力的保障。综合多方考虑,最终确定LOGO!成为不二的选择。
3. 应用LOGO!
(1) 应用简述
采用LOGO!控制的新型回转工作台,其多为配合落地式镗铣床等粗加工、重切削型机床使用,用以装卡、承载待加工零件等。在控制上,其应实现的功能包括进给轴切换、进给轴点动和自动进给、液压机构和润滑机构的逻辑控制以及相关的关联互锁、延时控制等功能。经过多台产品的多次调试与检验,证明LOGO!可以良好地实现所有预设功能,并可以稳定运行,取得的效果非常出色。
(2) 工艺流程介绍
LOGO!在该HT200B型回转工作台中的控制流程可以用如下图1清晰地予以表示:
图1 HT200B型回转工作台控制流程图
(3) 系统硬件配置
采用LOGO!控制的HT200B型回转工作台,电气上主要由操作单元(如控制盒按钮、机械操作拉杆开关等)、控制单元(如LOGO!)、驱动单元(如接触器、继电器等)、执行单元(如电动机、电磁阀等)以及反馈单元(如限位开关等)组成。
操作单位采用手持式移动操作盒,其上的各个按钮、旋钮配合机械拉杆到位开关共同使用,作为机床控制器的部分输入信号参与控制。控制单元为一个基本模块LOGO!230RCO和一个扩展模块LOGO!DM8 230R,其12个输入点和8个输出点全部参与控制。驱动单元分为两部分:一部分驱动进给电机(5.5kW)和油泵电机(1.5kW),均采用西门子3TS系列接触器进行控制;另一部分驱动两组电磁阀和六部指示灯,均采用西门子3TH系列中间继电器进行控制。执行单元已如上所述,为两个电动机、两组电磁阀和六部指示灯。反馈单元由各部行程限位开关和各部液压检测开关组成,亦作为机床控制器的部分输入信号参与控制。
HT200B型回转工作台的电气控制柜内部电盘硬件布局结构如下图2 所示:
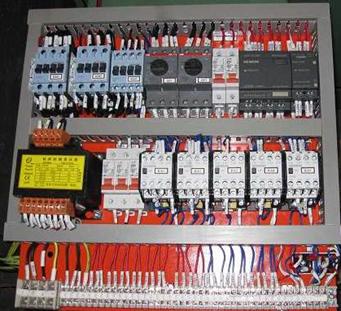
图2 HT200B型回转工作台控制柜内部电盘图
(4) 软件开发
HT200B型回转工作台的PLC输入输出信号分配如下表1所示:
表格1,HT200B型回转工作台输入输出信号表
Fig1,The I/O signal of HT200B operating platform
|
I1 (230RCO) |
机床启动 |
|
I2 (230RCO) |
正向点动运行 |
|
I3 (230RCO) |
反向点动运行 |
|
I4 (230RCO) |
油泵停止 |
|
I5 (230RCO) |
正向机动进给 |
|
I6 (230RCO) |
反向机动进给 |
|
I7 (230RCO) |
分配工作台 |
|
I8 (230RCO) |
分配滑座 |
|
I9(DM8 230R/I1) |
工作台/滑座切换信号 |
|
I10 (DM8 230R/I2) |
滑座液压信号 |
|
I11 (DM8 230R/I3) |
光学照明 |
|
I12 (DM8 230R/I4) |
粗尺照明 |
|
Q1 (230RCO) |
进给电机正向运行 |
|
Q2 (230RCO) |
进给电机反向运行 |
|
Q3 (230RCO) |
油泵电机运行 |
|
Q4 (230RCO) |
光学照明输出 |
|
Q5(DM8 230R/Q1) |
工作台运动分配 |
|
Q6(DM8 230R/Q2) |
滑座运动分配 |
|
Q7(DM8 230R/Q3) |
粗尺照明输出 |
|
Q8(DM8 230R/Q4) |
运动指示灯输出 |
HT200B型回转工作台的LOGO!程序,主体程序基本可以分为三部分:即进给电机的运动控制,各进给轴的运动分配,油泵运行控制三个部分。
图3为进给电机运动控制部分的梯形图程序段。进给电机的运行受到进给轴选择、机械拉杆结合位置、液压信号、运行延时、正方向选择等多个条件的制约。以滑座正向运行为例:首先需要将手持盒旋钮SA2分配至滑座(I7为断,I8为通),然后将机械拉杆分配至滑座结合位置(I9为断),待到滑座液压信号触发(I10为通)和电机运行延时触发(T001为通,T008为通)时,按下正向运行按钮(此时应当M1为通,M5为通,M6为断),则此时滑座进行正向运行(即M7通,M9断,Q1通,Q2断)。
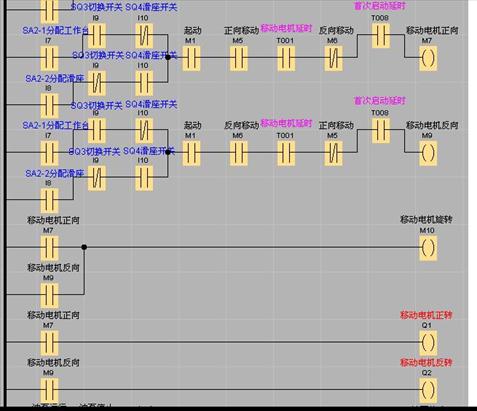
图3 进给电机运动控制
图4为进给轴运动分配的梯形图程序段。各轴的运动分配受到手持盒操作和机械拉杆结合的共同影响。如要分配工作台运动,则需要手持盒旋钮SA2分配至工作台(I7为通,I8为断),机械拉杆分配至工作台结合位置(I9为通)同时油泵运行(M3为通)时方可执行(Q5为通)。
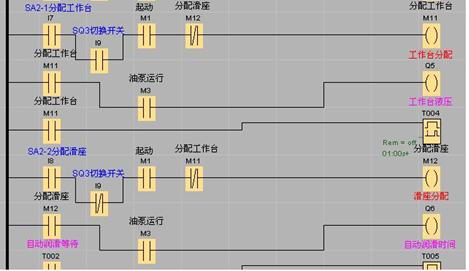
图4 进给轴运动分配
图5为油泵运行控制的梯形图程序段。油泵的控制受到运动分配、液压信号等多重条件的影响,其核心功能是保证机床在任何动作状态下,都可以实现油泵的自动启动运行。
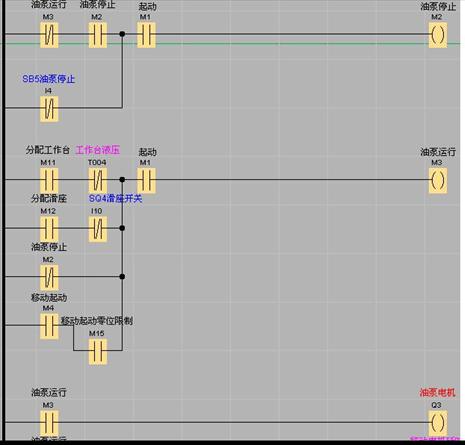
图5 油泵运行分配
(5)使用LOGO! 的体会
在使用LOGO!进行程序设计以及现场调试过程中,LOGO!简便易用的编程方式让我非常满意,这极大地降低了我在产品开发过程中的工作强度,编制程序的得心应手以及调试时的方便快捷令我对产品的性能充满信心。我对LOGO!这款PLC的描述可以用“小巧实用且功能强大,简易快捷且性能稳定”来形容。
从实用性的角度出发,个人建议LOGO!这款PLC可以考虑增加I/O点信号指示灯,如果LOGO!可以显示各信号点的状态,将进一步方便电气维修人员的调试工作。
作者简介:
刘洋(1983年),男,辽宁沈阳,本科,助理工程师,沈阳机床股份有限公司中捷钻镗床厂技术部电气设计室

